Role of bimodal-grained structure with random texture on mechanical and corrosion properties of a Mg-Zn-Nd alloy
2022-10-25MingGaoKeYangLiliTanZhengMa
Ming Gao ,Ke Yang ,Lili Tan,∗ ,Zheng Ma,∗
aSchool of Materials Science and Engineering,University of Science and Technology of China,Shenyang,110016,China
b Shi-changxu Innovation Center for advanced Materials,Institute of Metal Research,Chinese Academy of Sciences,Shenyang,110016,China
Abstract Fine grained ZN20 alloy was obtained by combining equal-channel angular pressing (ECAP) with extrusion.Microstructural observation showed an obvious grain refinement with an average grain size of 10μm after ECAP.The original bimodal-grained structure composed of coarse grains with strong basal texture and fine grains with random texture was substituted by a new kind of bimodal-grained structure with finer grains and more random texture after 4 passes ECAP at 300 °C.The combination of grain refinement and texture weakening caused the ductility can be increased by 40% compared with the as-extruded alloy.Immersion test in simulated intestinal fluid revealed an improvement of corrosion resistance after ECAP.Grain refinement can stable the corrosion product layer and basal texture is more beneficial for the corrosion resistance than the non-basal texture.
Keywords: Magnesium;ECAP;Bimodal-grained structure;Corrosion resistance;Mechanical property.
1.Introduction
Magnesium and its alloys with excellent specific properties are regarded as the most promising candidate as a kind of biodegradable materials [1-4].It can degrade totally after implanted in human body and reduce patients’ pain without second surgery to remove the implant.Moreover,magnesium is an essential nutrient element in human body [5,6].However,the relatively poor formability and corrosion resistance are the bottlenecks that restrict the widespread applications of magnesium and its alloys as biomedical materials.This situation makes it pretty urgent to improve the formability and corrosion resistance of magnesium alloys for future applications [7-11].
Grain refinement and homogeneous distribution of second phase in matrix are effective ways to improve the mechanical property and promote uniform corrosion behavior of magnesium alloys [12-15].The ultra-fine grain (UFG) structure can be achieved by severe plastic deformation (SPD)techniques.As a kind of this method,equal channel angular pressing (ECAP) is an effective way to improve the mechanical property and corrosion resistance of magnesium alloys by grain refinement and texture weakening.The effects of different processing parameters on the mechanical property and the corrosion resistance have already been explained clearly in the past few years.Magnesium alloy with different microstructure can be obtained by altering the processing temperature and the number of passes of ECAP.The effect of grain refinement is obvious when the temperature is low enough,and the increase of passes is beneficial for the uniform dispersion of the grain size [16-21].
The bimodal-grained structure,which is common in magnesium alloys,could be obtained by ECAP at low temperature and with specific parameter [22,23].Many studies have been clearly explained the influence of bimodal-grained structure on mechanical properties of magnesium alloys [24-27].This typical structure is mainly composed of coarse un-dynamic recrystallized (unDRXed) grains with relative strong textures and fine dynamic recrystallized (DRXed) grains with very random texture.The strength of magnesium alloy can be improved effectively by the texture strengthening in unDRXed grains and the grain boundary strengthening in DRXed grains.The stronger texture in unDRXed grains will promote the formation of tension twinning,which can act as the crack source and finally has a negative influence on the ductility of magnesium alloys.Therefore,such a kind of microstructure will cause a characteristic of high strength and low ductility.It is important for magnesium alloy,which slip system at room temperature is limited,to improve the ductility for subsequent processing.Besides,few studies focused on the influence of bimodal-grained structure on corrosion resistance of magnesium alloy,which is also essential to biomedical material.
As a nutrient element,Zn can improve the mechanical property and corrosion resistance by solid solution strengthening and increasing the corrosion potential.The addition of Nd has a positive influence on the ductility of magnesium alloy by texture weakening.And the biological safety has also been proved when the content of Nd is low enough [28,29].Therefore,a Mg-2Zn-0.5Nd (ZN20) alloy was extruded with a high extrusion ratio at low temperature to obtain a bimodal grained structure in this study.But the strong texture in un-DRXed grains will lead to the formation of twinning,and it had a negative influence on the ductility of ZN20 alloy.Therefore,4 passes ECAP at different processing temperature was carried out to modify this original bimodal-grained structure and the texture characteristic.ECAP combined with extrusion was expected to obtain a bimodal grained structure with random texture and improve the ductility of ZN20 alloy by inhibiting the premature appearance of twinning during deformation.Such a bimodal grained structure with random texture should improve the strength,ductility and corrosion resistance of ZN20 alloy comprehensively.Therefore,microstructure evolution,mechanical property and corrosion resistance of ZN20 alloy processed by extrusion and ECAP were studied to explore the influence of bimodal-grained structure on the mechanical property and corrosion resistance.
2.Materials and methods
2.1.Materials and ECAP processing
In this study,ECAP was performed on an extruded ZN20 alloy with a chemical composition of 1.84% Zn,0.52% Nd and remaining Mg.As-cast ZN20 alloy was prepared by melting pure Mg (99.99%),pure Zn (99.99%) and Mg-20%Nd master alloy in a resistance furnace under a protective atmosphere of mixed SF6and CO2.Then it was homogenized at 325 °C for 10h and machined into billets with diameter of 80mm and height of 100mm.Then they were preheated at 390 °C for 2h and extruded into 10mm cylindrical rods with an extrusion rate of 10mm s-1and an extrusion ratio of 64.The ECAPed rods were cut into billets with length of 100mm.The die for ECAP was heated in an electrical resistance furnace,which was placed on the outside of the die,and the temperature was monitored by a thermocouple inserted in the bottom of the die.The sample was pressed into the die with a speed of 30mm min-1,lubricated by molybdenum disulphide (MoS2) and then rotated along extrusion direction(ED) by 90° in the same direction before each new pass.It has been reported in some researches that increasing the processing temperature was beneficial for improving the formability and reducing the defects in the sample,and increasing the passes of ECAP was beneficial for the grain refinement[16-21].Therefore,two different temperatures,300 °C and 350 °C,and 4 passes were chosen to obtain the bimodalgrained structure with random texture.The ZN20 alloy samples after extrusion,4 passes ECAP at 300 °C and 4 passes ECAP at 350 °C were marked as E,E1 and E2,respectively.
2.2.Microstructure characterization
The specimens for electron back-scattering diffraction(EBSD) were prepared by electro-polishing with a solution of 10mL perchloric acid and 90mL alcohol,and three specimens of each kinds of samples were used to ensure the reliability of the results.The microstructure evolution of ZN20 alloy processed by ECAP was observed by EBSD.The data were analyzed by Oxford Channel 5 software to obtain the orientation maps,pole figures (PF),inverse pole figures (IPF),recrystallized maps,recrystallized fractions and Schmid factor distributions.Second phases in the alloys were detected by transmission electron microscopy (TEM,TECNAI G20).The specimens for TEM were prepared by ion thinning.
2.3.Tensile test
Tensile samples with gage section 15mm in length,6mm in width and 2mm in thickness were tested by using a universal testing machine(ZwickZ050)with a tensile speed of 1mm min-1.Three samples were used to ensure the reliability of the experimental results,and the fracture surface morphology was observed by a scanning electron microscope (SEM Zeiss Supra 55).
2.4.Immersion test
Simulated intestinal fluid was chose as the corrosion medium to test corrosion resistance of ZN20 alloy due to the potential application for surgical staples in further study.The immersion test was performed in the simulated intestinal fluid for 14 days at 37 °C with an immersion ratio of 20mL cm-2.The simulated intestinal fluid was prepared according to the United States pharmacopeia,using 0.68g KH2PO4,25mL distill water and 19mL NaOH with concentration of 0.2mol L-1,then pH of the fluid was adjusted to 6.8 by NaOH,and finally distill water was added to make sure the volume of the solution was 100mL.The samples for immersion test were ground by SiC papers to 2000 grids,and three samples were used at each timepoint to ensure the reliability of the results.The simulated intestinal fluid was refreshed every day to simulate the environment in human body.After 3,7 and 14 days,the corrosion product was removed by ultrasonic clean in chromic acid solution (20%Cr2O3+1%AgNO3+2%Ba(NO3)2) for 1min,washed by ethanol and then dried.Corrosion rate was calculated by the following equation:

whereKis 87,600,Wis the weight loss after the immersion test (g),Ais the superficial area of the sample (cm2),tis the immersion time (h),andDis the density of magnesium alloy(g cm-3).The corrosion morphology was observed by SEM.
2.5.Electrochemical test
The samples for electrochemical test were embedded in epoxy resin with a surface in contact with simulated intestinal fluid and then polished with SiC papers to 2000 grid.Potential-dynamic polarization (PD) and Electrochemical Impedance Spectroscopy (EIS) were conducted in simulated intestinal fluid at 37 °C by an electrochemical workstation (Gamry Reference 610,USA) with a classical three electrodes cell which comprised of platinum as auxiliary electrode,saturated calomel electrode as reference electrode and sample as working electrode.PD test was carried out with a scan rate of 0.5mV/s and the scanning potential ranged from-2.1V to -1.2V vs Eref (potential of reference electrode)after the samples were immersed in simulated intestinal fluid for 30min.And EIS test was conducted with a scan frequency ranged from 100kHz to 10 mHz and 10mV root-mean-square perturbation.The corrosion potential (Ecorr) and corrosion current density (Icorr) were calculated according to the Tafel extrapolation method,and EIS spectra were fitted by Gamry Echem Analyst software.
3.Results
3.1.Microstructure
Fig.1 shows EBSD maps and grain size distributions of ZN20 alloy taken on the longitudinal section after extrusion and ECAP.The microstructure of sample E featured a rather heterogeneous microstructure composed of a large number of fine grains smaller than 10μm and some coarse grains of 10-40μm.After 4 passes ECAP at 300 °C,sample E1 featured a completely recrystallized microstructure with an average grain size of 10μm.While after 4 passes ECAP at 350 °C,grain coarsening can be observed on sample E2 due to the recrystallization and a rapid grain growth caused by relatively high temperature and the inter-pass time at this processing temperature.Fig.2 shows SEM images of ZN20 alloy after extrusion and ECAP(samples E,E1 and E2)and the bright-field images of MgZn2phase,Mg60Zn32Nd8phases and corresponding selected area diffraction (SAED) patterns taken on the longitudinal section.Two kinds of second phases mainly existed in ZN20 alloy,strip-like second phase and granular phase,no matter in samples E,E1 or E2.Table 1 is the EDS analysis of ZN20 alloy,in which it can be seen that strip-like phase wasa ternary phase composed of Mg,Zn and Nd,while granular phase was a binary phase composed of Mg and Zn.Besides,the kinds of second phases did not change during ECAP because the EDS results in Table 1 was similar.Therefore,TEM was carried on samples E to identify the second phases in ZN20 alloy.Based on the results in Fig.2 and some studies about Mg-Zn-Nd alloy,it can be identified that the strip-like phase is T phase,and the granular phase is MgZn2[28].The second phase particles in three samples were distributed along the extrusion direction (ED).The area fraction of the second phase particles in samples E,E1 and E2 calculated by Image J are 6.22%,5.45% and 6.29%,respectively,and the amount of second phase particles did not increase after ECAP.
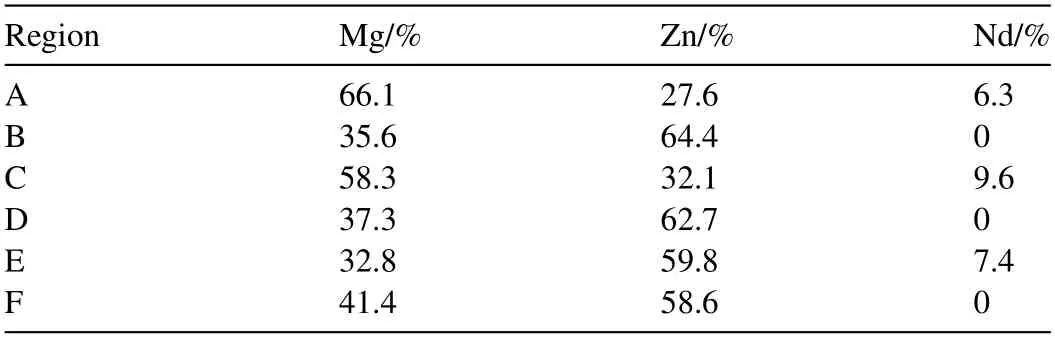
Table 1 EDS results of the regions marked by white arrows in Fig.2.

Table 2The value of df,dc,ff and fc of samples E,E1 and E2.
3.2.Texture evolution
Fig.3 shows the (0001) pole figures of ZN20 alloy after extrusion and ECAP.The dominant textures in samples E,E1 and E2 exhibited a similar typical extrusion texture,in which(0001) planes were parallel to the ED.The maximum texture intensity decreased from 7.76 to 7.26 and 6.76 after 4 passes ECAP at 300 °C and 350 °C.The distribution of Schmid factor for (0001)<110>basal slip is shown in Fig.4.The value of Schmid factor was improved after 4 passes ECAP at 300 °C and 350 °C,leading to an improvement from 0.30 of sample E to 0.37 and 0.33 of samples E1 and E2,respectively.
3.3.Mechanical properties
The tensile stress-strain curves and tensile properties of ZN20 alloy after extrusion and ECAP at room temperature are depicted in Fig.5.Sample E,which was supplied as the original state,exhibited a relatively high ultimate tensile strength (UTS) (240MPa) and yield strength (YS) (210MPa)accompanied by limited ductility.After 4 passes ECAP at 300°C,UTS (240MPa) and YS (213MPa) could be kept at relatively high values.The UTS and YS decreased to 222MPa and 189MPa after the processing temperature was increased to 350 °C.Although the 4 passes ECAP at 300 °C and 350°C could not improve the strength of ZN20 alloy,the ductility was increased obviously.The ductility was increased by 40%after 4 passes ECAP at 300 °C.Fig.6 reveals SEM images of fracture surfaces of samples E,E1 and E2.A large number of dimples and cleavages can be observed on the fracture surface of ZN20 alloy.The number of dimples was increased after ECAP,indicating a better ductility of samples E1 and E2.

Fig.1.EBSD orientation maps and grain size distribution of samples E (a),E1 (b) and E2 (c) taken on the longitudinal section.
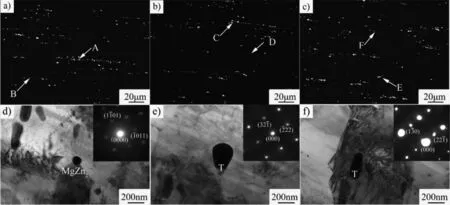
Fig.2.The distribution of second phase of the samples E (a),E1 (b) and E2 (c) and bright-field images of MgZn2 phases (d) and T phases (e,f) and corresponding SAED pattern.(e) Taken on longitudinal section.

Fig.3.(0001) pole figures for samples E (a),E1 (b) and E2 (c).
3.4.Immersion test
Fig.7 shows the corrosion rates of samples E,E1 and E2 after immersion in simulated intestinal fluid for 14 days at 37°C.The corrosion rates of three different samples had similar variation trend in the 14 days immersion test.The corrosion rate was largest at first,and then decreased as the immersion time prolonged.Similar results have been reported before that the corrosion product formed on the surface of the magnesium alloy at early stage of immersion test could protect the alloy from contacting the simulated intestinal fluid [14,17].A clearly distinction in corrosion rate of three samples can be observed,sample E1 had the lowest corrosion rate compared with samples E and E2.The corrosion resistances of three samples decreased as follows: E1,E2 and E.
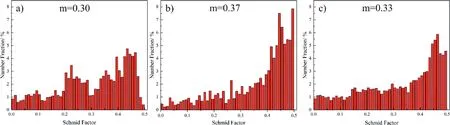
Fig.4.Distributions of Schmid factor for (0001) <110>basal slip of samples E (a),E1 (b) and E2 (c).
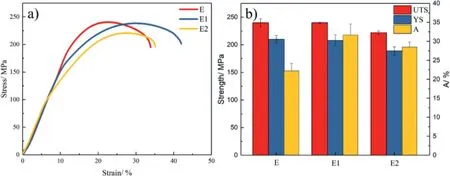
Fig.5.Engineering tensile stress-strain curves (a) and tensile properties (b) of samples E,E1 and E2 at room temperature.

Fig.6.Fracture morphologies of samples E,E1 and E2 taken by SEM after tensile test.
Fig.8 depicts the corrosion morphologies of samples E,E1 and E2 after immersion in simulated intestinal fluid for 14 days after removing the corrosion product by chromic acid.For sample E,the formation of large holes as a consequence of corrosion pits can be observed and the corrosion pits nearly cover the sample surface totally (Fig.8a2).While the local surface of samples E1 and E2 were still in good condition after immersion for 14 days.The corrosion pits on sample E2 were larger and deeper than those on sample E1,illustrating that the corrosion resistance of sample E1 was better than that of sample E2.
3.5.Electrochemcial test
Polarization curves,EIS Nyquist plots,equivalent circuit of samples E,E1 and E2 and fitting results of PD and EIS curves are shown in Fig.9.The corrosion potential of ZN20 alloy became more positive and the corrosion current density decreased after ECAP.Samples E1 has highest corrosion potential and lowest current density,which illustrates it has the best corrosion resistance.The Nyquist plots acquired in Fig.9b show two capacitance loop at high and intermediate frequencies and an inductance loop at low frequency.The dimension of Nyquist plots measured on E1 samples was the highest,indicating it has the best corrosion resistance.The corresponding equivalent circuit was shown in Fig.9 to illustrate the corrosion mechanism of ZN20 alloy in simulated intestinal fluid.Rsis the resistance of simulated intestinal fluid.The capacitance loop at high frequency is owing to the characteristics of electric double layer formed at between surface of ZN20 alloy and the electrolyte,which can be described by charge transfer resistance (Rct) and electric double-layer capacity (Qdl).And the capacitance loop at intermediate frequency is related to the existence of corrosion product layer,which can be described by the corrosion product layer resistance (Rf) and capacity (Qf).The inductance loop at low frequency is related to initiation of the corrosion process[30-33].The fitting results of EIS curves are shown in Fig.9d,the resistance of the corrosion system (Rp) can be calculated as follows:
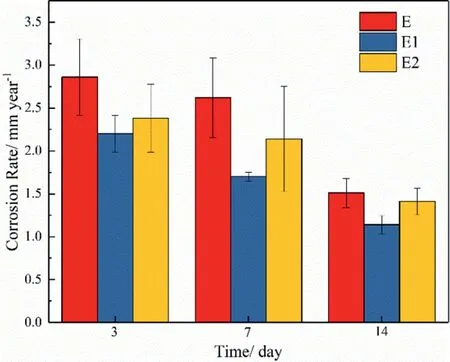
Fig.7.Corrosion rate of samples E,E1 and E2 after immersion in simulated intestinal fluid for 14 days at 37 °C.

The value of Rpcan represents the corrosion resistance.Therefore,it can be deduced that the corrosion resistance decreased as follows: E1,E2 and E,which was consistent with the results of immersion test.
4.Discussion
4.1.Microstructure evolution
The microstructure of as-extruded ZN20 alloy transformed from bimodal-grained structure to a relatively homogenous bimodal-grained structure after 4 passes ECAP at 300 °C,but the difference between coarse grains and fine grains was not as obvious as that in sample E.Although the microstructure of sample E2 remained the characteristic of bimodalgrained structure,grain growth could be observed after raising the processing temperature to 350 °C.This is contradictory to the conclusion in some literatures that ECAP made fine grains finer and coarse grains coarser [21,22].This should be mainly caused by the different original state of the materials.In this study,ECAP was performed on the extruded ZN20 alloy,and the extrusion was carried out at low temperature and high extrusion ratio.Therefore,there were lots of substructure grains in the as-extruded ZN20 alloy.Fig.10 is the recrystallized maps and recrystallized fractions of samples E,E1 and E2.The substructure in sample E was the most among three samples,and the recrystallized structure and deformed structure were increased obviously after ECAP.ECAP at lower temperature,which is beneficial for dynamic recrystallization and dynamic recovery,so the grains in sample E1 were fine and uniform.While it could cause grain coarsen when the processing temperature was 350 °C,it was induced by the relatively high temperature and the long inter-pass time at this processing temperature.
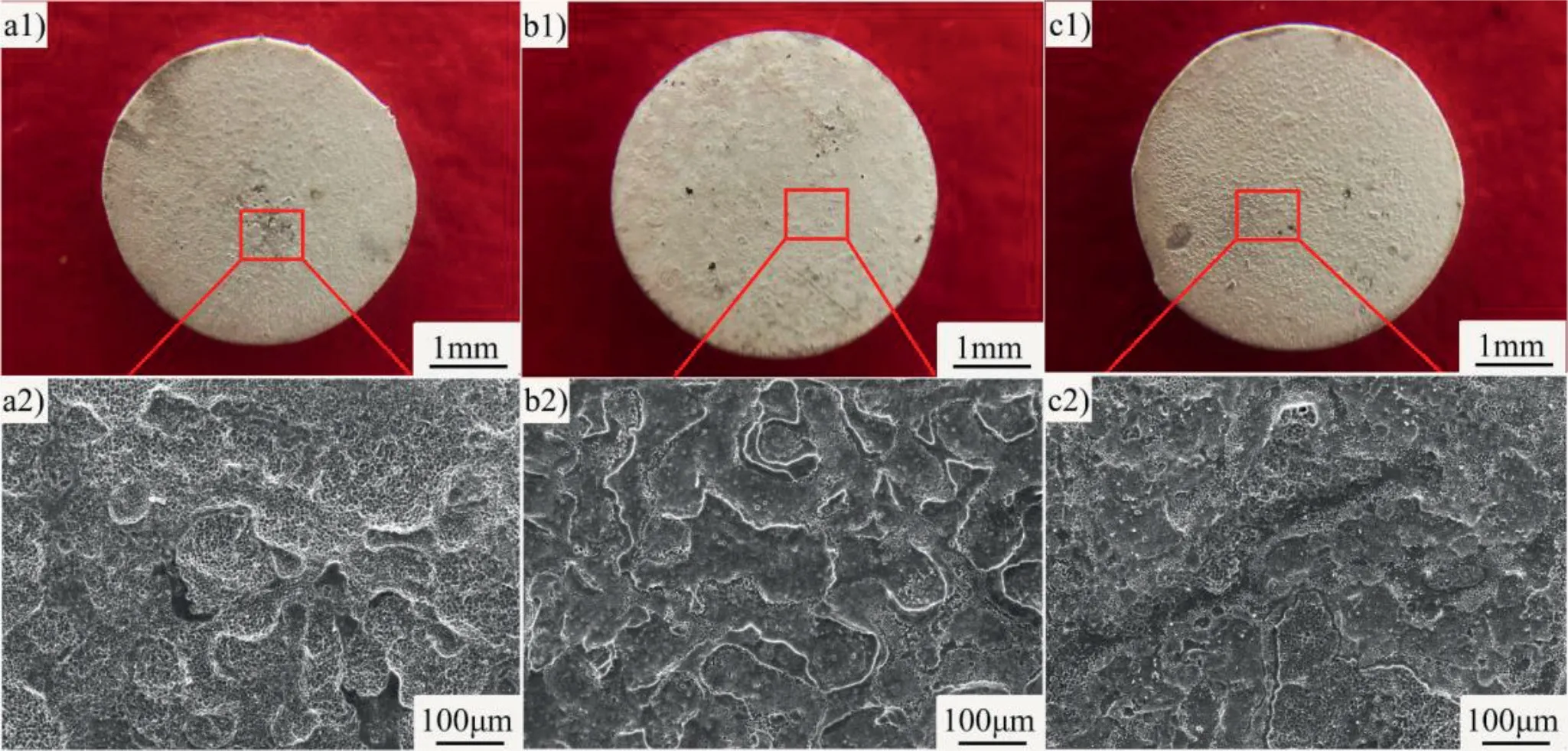
Fig.8.Corrosion morphologies (1) and magnified images (2) of samples E (a),E1 (b) and E2 (c) after immersion in simulated intestinal fluid for 14 days with removal of corrosion product by chromic acid.

Fig.9.Polarization curves (a),EIS Nyquist plots (b),equivalent circuit (c) of samples E,E1 and E2 and fitting results of PD and EIS curves (d).
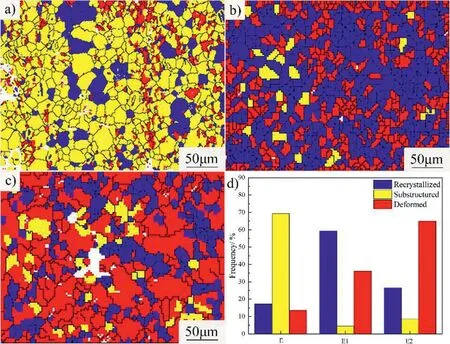
Fig.10.Recrystallized maps of samples E (a),E1 (b) and E2 (c) and recrystallized fractions (d).
The second phase particles in three samples were distributed along ED.According to the mechanism of particle stimulating nucleation [34],a high stress zone can be formed around the hard particles during ECAP,which accelerates the DRX process and promotes the grain refinement.Sample E was extruded at low temperature and high extrusion ratio,so lots of second phase would precipitate along ED.Moreover,the number of second phases did not increase after ECAP because the alloying content was finite.
The dominant textures in three samples exhibited a typical extrusion texture,basal plane paralleled to ED,while the texture intensity decreased after ECAP.The decrease of texture intensity was mainly caused by dynamic recrystallization occurring during ECAP.The specimen was rotated 90°around the ED after every pass,which resulted in a rotation of strain path around the ED during the processing of ECAP,so the texture was slightly rotated around ED (Fig.3).Jin et.al found there is a critical grain size (17μm) that will cause different Hall-Petch relation [35].Therefore,the microstructures of these three different samples were separated into coarse and fine grains to further clarify the role of bimodalgrained structure on mechanical properties.Coarse grains can be defined as those the diameter is larger than the critical grain size(>17μm),and fine grains corresponds to ones with finer grain size (<17μm).Fig.11 shows the EBSD orientation maps and pole figures (PF) of the coarse and fine grains,respectively.The basal plane of most grains was parallel to ED,except for the dominant texture of the coarse grains in sample E2,for which the basal planes were parallel to transverse direction(TD).The texture intensity of the coarse grains in sample E is 15.33,much higher than that (9.42) in sample E1,while the texture intensity of fine grains in sample E is the lowest (4.80).The texture intensity of coarse grains and fine grains in samples E1 and E2 are much closer compared with that in sample E.The bimodal-grained structure of sample E was composed of coarse grains with strong texture and fine grains with random texture.After ECAP,the characteristics of the bimodal-grained structure were retained,but the strong texture of the coarse grains was weakened,and the texture intensity of the fine grains was increased.
4.2.Strength mechanism in bimodal-grained structure ZN20 alloy
The strength did not change too much after 4-passes ECAP at 300 °C,while it decreased slightly when the temperature of ECAP was increased to 350 °C.Grain boundary strengthening,precipitates strengthening and solid solution strengthening are three main strengthening mechanisms in extruded and ECAPed ZN20 alloy.The contributions of these three strengthening mechanisms on the strength of the alloy were calculated based on the characteristics of microstructure and second phase distribution,interactions of alloying elements.
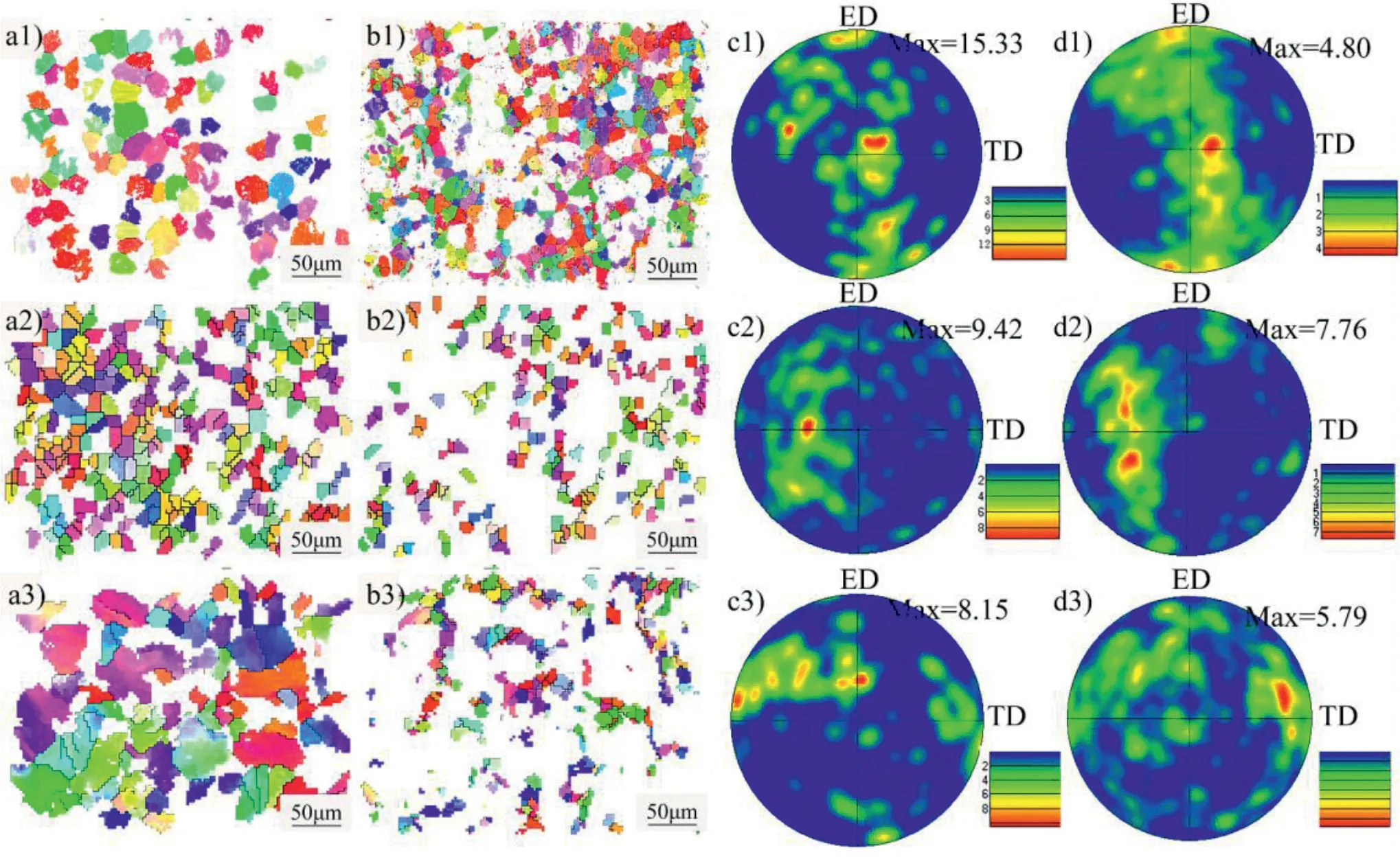
Fig.11.EBSD orientation maps (a,b) and PF (c,d) of coarse grains (a,c) and fine grains (b,d) in samples E (1),E1 (2) and E2 (3).
4.2.1.Grain boundary strengthening
The grain boundary strengthening can be calculated by Hall-Petch relation,and there is a liner relation between the strength of the alloy and the grain size.The contribution of grain boundary strengthening on yield strength can by analyzed according to Hall-Petch relation as follows:

whereσyis the yield stress,σ0is the friction stress when dislocations glide on the slip plane,k is a constant that depends on texture,grain size,temperature and strain,d is the average grain size.Jin et al.studied the Hall-Petch relation and strengthening mechanism of bimodal grained AZ31 alloy with an average grain size of 6-42μm [35].They found that there was a critical grain size (17μm) will cause different Hall-Petch relation which has different value ofσ0and k.σ0is related to the ratio between the resolved shear stress(CRSS) of non-basal slip and that of basal slip.And the ratio between CRSS of basal slip and CRSS of basal slip will decrease as the grain size increase because the influence of grain boundary strengthening on basal system is more potent than that on non-basal system [36].The value of k is related to the variation of deformation mode,and it is proportional to the CRSS of deformation mode.Generally,twinning is main deformation mode in the samples with coarse grains,while basal slip is dominate in the samples with fine grains [37].Therefore,σ0in coarse grains is lower than that in fine grains,while k in coarse grains is higher than that in fine grains.The accurate values ofσ0and k in the equation needs to determine in the further work,because they will be different for different kinds of alloy.And the contribution of grain boundary strengthening on the strength (σgs) in bimodal grainedstructure samples can be expressed as follows:

whereσf,kfanddfare the friction stress,constant and grain size of fine grains,σc,kcanddcare the friction stress,constant and grain size of coarse grains,ffandfcare the volume fraction of fine grains and coarse grains.Table 2 is the value ofdf,dc,ffandfcof three samples,which were calculated by Channel 5.Although the Hall-Petch relation between coarse grains and fine grains is different,the strength is always inversely proportional to the grain size.And the contribution of fine grains to the strength is larger than that of coarse grains.Therefore,σgsof samples Ex with finer grains and larger volume fraction of fine grains was highest,whileσgsof samples E2 with coarser grains and smaller volume fraction was lowest.
4.2.2.Precipitates strengthening
The strength of magnesium alloy can be improved effectively because the existence of second phase can inhibit the motion of dislocation.Orowan strengthening mechanism can illustrate the influence of second phase on inhibiting the motion of dislocation.Accordingly,the contribution of precipitates strengthening(σps)on strength can be written as follows:

where M is Taylor factor with a range of 2.1-2.5.G is shear modulus (1.66 × 104MPa),b is burgers vector(3.2× 10-10m),v is Poisson ration (0.35),dpand f are the average size and volume fraction of second phase.The value ofdpand f were listed in Table 2.Substituting the data above into Eq.(3),σpsof samples E,E1 and E2 were 8.07,7.17 and 8.34MPa,respectively.
4.2.3.Solid solution strengthening
Solid strengthening was caused by the inhibition of solute atoms to dislocation glide.According to Deruyttere and Gypen theoretical,the contribution of solid solution strengthening (σss) on the strength can be calculated as follows:

where k and C represents the solution strengthening constant and atom fraction,n is constant and usually treated as 1/3 or 2/3.In this study,n is determined as 2/3,kZnandkNdare 905 and 813MPa (at%)-2/3,CZnandCNdare 1.84% and 0.52%.Substituting the data above into Eq.(4),σssof samples E,E1 and E2 were 72.82MPa.
Based on the results above,the yield strength (σy) of samples E,E1 and E2 can be calculated as follows:

The yield strength of samples E,E1 and E2 decreased as follows: E,E1 and E2,which was similar with the trend of experiment results.Besides,it can be deduced that grain boundary strengthening and solid solution strengthening were dominant strengthening mechanism.The contribution of precipitates strengthening on the strength was negligible due less second phase in the alloy.
4.3.Role of bimodal-grained structure on ductility
The texture of fine grains in the bimodal-grained structure of samples E,E1 and E2 were random,but the coarse grains with strong texture in sample E was weakened after ECAP.Fine grains can coordinate the deformation by providing more grains,and has a positive influence on ductility.However,the effect of the coarse grains in bimodal grained structure on ductility should be much more complicated,lying in two aspects.Firstly,the coarse grains have negative influence on the ductility because the number of grains that participates in deformation decrease.Secondly,the texture intensity can decide the difficulty of basal slip as the loading direction is parallel to the ED,and can also affect the generation of twins during the deformation indirectly.Therefore,the effect of coarse grains in bimodal-grained structure on the mechanical properties needs to be discussed in details.
Basal slip and twinning are the main deformation modes for magnesium alloys at room temperature due to their low CRSS.The type of twinning during deformation is mainly related to the relationship between thec-axis and loading direction.Tension twins are produced when the sample is stretched along thec-axis,but only contraction twins are produced when compressed along thec-axis.Moreover,tension twins more easily occur,because their CRSS is much lower than that of contraction twins.Such a phenomenon was also found by Wei [24] that tension twins were formed during tensile test firstly.In terms of bimodal-grained structure composed of coarse grains with strong texture and fine grains with random texture,basal slips in the fine grains can be more easily activated than the twinning due to the random texture of fine grains.It makes the fine grains are prior to undertake the deformation by basal slips instead of twinning.But when the basal slips in the fine grains cannot satisfy the deformation processing,twinning will occur in coarse grains because basal slip is difficult to act under the influence of strong texture.Therefore,tension twinning is more likely to appear in sample E due to the stronger texture intensity,and finally cause the lowest ductility among three samples by providing the crack nucleation.After ECAP,the strong texture in coarse grains was weakened,and twinning did not appear as early as those in samples E.Therefore,the ductility was improved after ECAP.But it still caused a different performance in ductility for samples E1 and E2 due to different grain size.The ductility of samples E1 with finer grains and higher volume fraction of fine grains is better than samples E2 with coarser grains and higher volume fraction of coarse grains.
4.4.Role of bimodal-grained structure on corrosion resistance
Magnesium oxide is easily formed on the surface of magnesium alloy because of the much lower chemical potential of MgO than Mg.The cubic magnesium oxide will transform into the hexagonal magnesium hydroxide as it contacts the corrosion medium.The compressive stress,which can cause the breakage of corrosion product layer,will generate between the corrosion product layer and the oxide layer [38].Fine grains can stabilize the corrosion product layer by increasing the grain boundary and releasing the compressive stress between the corrosion product layer and oxide layer,and improve the corrosion resistance.Besides the grain size,texture also have their own influence on the corrosion resistance of magnesium alloy.It has been reported that the surface energies of basal plane (0001),prismatic plane(100)and pyramidal plane(110)of magnesium are 1.54×104J mol-1,3.04×104J mol-1and 2.99×104J mol-1,respectively [39].Lower surface energy means that the diffusion rate of magnesium atoms is slow.Therefore,the corrosion resistance should decrease as follows: basal plane,pyramidal plane and prismatic plane.
The role of bimodal-grained structure on corrosion resistance of magnesium alloy depends on two aspects,grain size and texture.As for samples E,the coarse grains would cause the corrosion product layer unstable,firstly.Then,the strong basal texture in coarse grains parallel to ED also had a negative influence on the corrosion resistance.Because the sample in immersion test was cut along the cross section,which would cause many non-basal plane contacting simulated intestinal fluid,finally cause the worst corrosion resistance of sample E.Therefore,some deep corrosion pits can be observed in Fig.8.After ECAP,the basal texture intensity was weakened,so the corrosion resistance of samples E1 and E2 were improved.Besides,the coarse grains in sample E1 were much finer than those in sample E (Table 2),so the corrosion resistance was the best after 4 passes ECAP at 300 °C.And some places were still in good condition on the surface of sample E1 after immersion test (Fig.8b2).The basal plane in coarse grains in samples E2 was parallel to TD,which would have a positive influence on the corrosion resistance.But the grain size in samples E2 was larger than that in samples E1,and the negative influence of coarse grains suppressed the positive influence of texture,finally causing a decrease of the corrosion resistance after increasing the processing temperature from 300 °C to 350 °C.
5.Conclusions
Extrusion and ECAP were performed on the ZN20 alloy to obtain a bimodal-grained structure and the effect of such structure on mechanical property and corrosion resistance was investigated.The conclusions can be summarized as follows:
1.A bimodal-grained structure ZN20 alloy can be obtained by extrusion at low temperature and high extrusion ratio.The coarse grains in such bimodal-grained structure can be refined to 10μm on average after 4 passes ECAP at 300°C.
2.The coarse grains in sample E exhibits strong basal texture,while fine grains exhibit a relatively random texture.Such strong basal texture of coarse grains can be weakened from 15.33 to 9.42 and 8.15 after ECAP for samples E1 and E2,respectively.
3.The grain refinement and texture weakening can lead to an improvement of strength and ductility.Grain boundary strengthening and solid solution strengthening were dominant strengthening mechanism.The texture weakening in fine grains after ECAP has a positive influence on the ductility.
4.The corrosion resistance can be improved after ECAP,and it was the best after 4 passes ECAP at 300 °C.Grain refinement and basal plane have a positive role on the corrosion resistance.Although the basal plane is parallel to ED no matter for ZN20 alloy after extrusion or ECAP,texture weakening can also lead to an improvement of corrosion resistance after ECAP.
Declaration of Competing Interest
None.
Acknowledgment
This work was financially supported by the National Key Research and Development Program of China(No.2016YFC1101804,2016YFC1100604),Natural Science Foundation of Liaoning Province of China (No.2019-MS-326),Youth Innovation Promotion Association,CAS and National Natural Science Foundation of China (No.51971222,51801220).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Improving the Young’s modulus of Mg via alloying and compositing -A short review
- Surface modifciation of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses
- Preparation,structure and properties of Mg/Al laminated metal composites fabricated by roll-bonding,a review
- A review on recent advancements in biodegradable Mg-Ca alloys
- Analysis of element loss,densification,and defects in laser-based powder-bed fusion of magnesium alloy WE43
- Pore structure of porous Mg-1Mn-xZn alloy fabricated by metal-gas eutectic unidirectional solidification✩