Preparation,structure and properties of Mg/Al laminated metal composites fabricated by roll-bonding,a review
2022-10-25TingtingLiuBoSongGungshengHungXinqunJingShengfengGuoKihongZhengFushengPn
Tingting Liu ,Bo Song,∗ ,Gungsheng Hung ,Xinqun Jing ,Shengfeng Guo ,Kihong Zheng ,Fusheng Pn
a School of Materials and Energy,Southwest University,Chongqing,400715,China
b School of Materials Science and Engineering,Chongqing University,Chongqing,400044,China
c Institute of New Materials,Guangdong Academy of Science,Guangzhou,510650,China
Abstract Laminated metal composites (LMCs) are a unique composite material and have great application prospects in automobiles,ships,aircraft,and other manufacturing industries.As lightweight materials,the Mg/Al LMCs are expected to combine the advantages of both Mg and Al alloys to broaden their application prospects.Roll-bonding is the most popular process for the fabrication of Mg/Al LMCs due to high production efficiency and good product quality stability.The roll-bonding process involves the deformation of the substrates and the formation of the interfacial diffusion layer.The latter will directly determine the interface bonding strength of Mg/Al LMCs.Bonding strength is very sensitive to the thickness of the reaction layer in the diffusion layer.When the thickness of the reaction layer exceeds 5 μm,the bonding strength decreases sharply.Therefore,controlling the thickness of the reaction layer is very important for the design of rolling parameters.The latest research also showed that the addition of intermediate layer metal and the construction of three-dimensional interfaces can further improve the interface bonding strength.How to apply these methods to roll-bonding is the focus of future research.Recently,a new rolling technique,corrugated roll/plat roll rolling+flat roll/flat roll rolling has been developed to fabricate Mg/Al LMCs.It can effectively promote the deformation of the hard layer and generate a wavy interface,resulting in the enhancement of the bonding quality and rolling quality.In the current review,the effects of rolling parameters and subsequent annealing on the interface structure of Mg/Al LMCs were elaborated in detail.The application of some special rolling techniques in the preparation of Mg/Al LMCs was also summarized.The latest research results on the relationship between interface structure and mechanical properties of Mg/Al LMCs were reviewed.Finally,further research directions in this field were proposed.
Keywords: Mg/Al;Laminated metal composites;Roll-bonding;Interface;Mechanical properties.∗Corresponding author.
1.Background
A hybrid composite of various metals has been an effective method to enhance the properties,i.e.,strength,plasticity,stiffness,impact performance,abrasion resistance,etc.The structure of the hybrid metal is an important indicator in determining the performance of composite materials [1-3].A metallic multi-layer composite sheet is a typical hybrid metal composite [4-6].In recent years,various multi-layer composite sheets have been fabricated,i.e.,Ni/Ti [7],Al/steel [8],Al/Cu [9],Cu/Ni [10],Mg/Al [11,12],Ti/Al [13],etc.
Among them,Mg/Al LMCs have received wide attention[11,12,14].As light metal structural materials,Mg,Al,and their alloys have been widely used in automotive,aerospace,and other fields.The preparation of Mg/Al LMCs is expected to utilize the respective advantages of Mg and Al.It is well known that Mg and its alloys are the lightest metals and have many advantages as the structural material,such as high specific strength,high specific stiffness,and excellent damping capacity [15-18].In contrast,Al and its alloys possess more excellent corrosion resistance and formability [19,20].Therefore,the Mg/Al or Al/Mg/Al LMCs are expected to combine the advantages of both Mg alloy and Al alloy to broaden their application prospects.

Fig.1.Schematic diagram of roll-bonding.
Some bonding techniques have been employed to develop the Mg/Al LMCs,such as compound casting [21,22],explosive welding [23-25],friction stir welding [26-29],diffusion bonding [30-32],hot-pressing bonding [33,34],hot extrusion bonding [35-40],hot forging bonding [37,41] and hot rollbonding [42-46] etc.Among them,roll-bonding is the most popular process in industrial applications due to its advantages of good product quality stability,simple process,high production efficiency,and easy mass production [42-47].A large number of scholars have proposed a variety of theories to explain the mechanism of roll-bonding (e.g.,mechanical meshing theory,metal bond theory,energy theory,thin-film theory,gap binding theory,recrystallization theory,diffusion theory,three-stage theory,N.Bay theory,etc.) [48-57].At present,the N.Bay theory has been widely recognized [57].In this theory,roll-bonding includes four processes: 1) under a certain pressure,the oxide film and the work-hardened layer are broken;2) surface expansion leads to the exposure of the fresh substrate;3) normal pressure squeezes the substrate into the cracks of an oxide film and the work-hardened layer;4)the active surfaces of the two metals converge in the gap and form a metallurgical bonding.This theory points out that the metallurgical bonding at the interface is realized by interdiffusion at the contact surface of the two metals.Fig.1 shows the schematic diagram of roll-bonding.The surface condition(e.g.,oxide film,hardened layer,surface roughness,surface morphology,etc.) will influence the roll-bonding process.The quality of the surface is related to the oxidation resistance of the material,the experimental environment,and the pretreatment before assembly.Before the composited sheets are assembled,the surface will be treated by mechanical polishing,pickling,or metal brushing to ensure the cleanliness of the surface [43,58,59].
Roll-bonding belongs to a solid-state bonding technique.Solid-state bonding mainly contains two types of bonding,i.e.,mechanical bonding and diffusion bonding [57,59].Diffusion bonding determines the quality of metallurgical bonding [30-32].Diffusion layer structure during rolling and heattreatment is dependent on the inter-diffusion of atoms and the formation of intermetallic compounds (IMCs) at the interface between two metals.Fig.2a shows the binary phase diagram of Al-Mg [32].Some IMCs (such as Al3Mg2,Al12Mg17,and Al30Mg23) can probably form at the interface of Mg/Al.In fact,composition and structure of the diffusion layer have been widely reported in the Mg/Al LMCs fabricated by various processes [21,25,26,32,33,37,42].A similar diffusion layer structure was found in these studies.Fig.2b shows a typical SEM image of the diffusion layer in a diffusion bonded Mg/Al LMC [32].It shows that three layers with different contrast can be found in the reaction zone.It has been confirmed that the Mg layer side is the Al12Mg17phase(γphase),the Al layer side is the Al3Mg2phase (βphase),and the middle layer is the mixed component consisting ofγphase andβphase.Thus,the diffusion layer in diffusion bonded Mg/Al LMCs contains Mg (ss)-reactive layer(γ-Al12Mg17layer +β-Al3Mg2layer)-Al (ss) [32].As the heating temperature/time increases,the thickness of the reaction layer gradually increases [23,60].
It has been reported that rolling parameter can significantly influence the microstructure and mechanical properties of Mg alloys and Al alloys [61-63].For roll-bonded Mg/Al LMCs,the structure of the diffusion layer between the Mg-layer and Al-layer is also an essential factor that determines the overall mechanical properties of the Mg/Al LMCs [64].For the solid-state bonding,the formation rate of the diffusion layer is related to the diffusion rate and reaction rate at the interface.And the diffusion rate depends on the processing temperature and crystal defects [32].Moreover,breaking the oxide film and exposing to new surface also depend on the plastic deformation behavior during roll-bonding.Thus,formation and evolution of diffusion layer are closely related to the rolling parameters and heat-treatment conditions.In this review,the effects of rolling parameters and subsequent annealing on the interface structure of Mg/Al LMCs were summarized.Furthermore,the latest research results on the relationship between interface structure and mechanical properties of Mg/Al LMCs sheets were reviewed.Finally,further research directions in this field were proposed.

Fig.2.(a) Binary phase diagram of Al-Mg;(b) SEM-BSE images of diffusion bonded (at 450 °C/60 min) Mg/Al LMC [32].
2.Roll-bonding processes
2.1.Conventional roll-bonding
Conventional rolling is a symmetrical rolling process,i.e.,both rolls have the same linear speed.Numerous studies have shown that rolling parameters have a significant effect on the microstructure and texture of both Mg(alloys)and Al(alloys)[65,66].Likewise,the interface structure of Mg/Al LMCs is also largely dependent on processing parameters,including thickness reduction ratio,number of passes,rolling speed,rolling temperature,etc.[67].
Cold roll-bonding is performed below the recrystallization temperature.In order to achieve adequate bonding,the first pass reduction of cold rolling usually needs to reach more than 60% [68].This places high demands on the plastic formability of materials and rolling equipment.Matsumoto et al.[69] have successfully prepared a pure Al/Mg-9.5mass%Li/pure Al LMC by multi-pass cold roll-bonding(room temperature) with a total thickness reduction of 93%.In the cold roll-bonded Mg/Al LMC,no detectable defects are observed at the interface,and Al and Mg contents are changed continuously across the joint interface,as shown in Fig.3.It indicates cold roll-bonding with high thickness reduction could also generate inter-diffusion to a certain extent at the interface of Mg/Al LMC.This may be related to the deformation heat generated by the large reduction ratio,which promotes the inter-diffusion of the interface.Moreover,cold roll-bonding can also be used as a supplementary processing after hot roll-bonding.Marcwan et al.[60] fabricated the 1060/Mg-Al-Mn-Ce/1060 LMCs by the combined use of hot roll-bonding (77% by 6 passes) and cold roll-bonding (50%by 2 passes).Cold rolling after hot rolling can further tailor the interface structure and microstructure,thereby affecting the diffusion behavior and microstructure evolution during subsequent annealing.

Fig.3.SEM images and the element distributions from EPMA of cold rollbonded pure Al/Mg-Li LMC plate [69].
Although cold roll-bonding is a low-cost method for Mg/Al LMCs,it is not suitable for most Mg alloys with hexagonal close-packed (HCP) structures due to their poor plastic deformability at lower temperatures.For example,AZ31 alloy might fail when the reduction ratio is as low as 15% [70].Therefore,cold roll-bonding is only suitable for the Mg alloy series with high room temperature formability.Moreover,the cold rolling with high thickness reduction will introduce a large number of crystal defects in the matrix [71-73].This will significantly deteriorate the plasticity of the materials.Thus,annealing after cold roll-bonding is necessary.For cold roll-bonding,it is also essential to investigate the evolution of the microstructure and interface structure during the annealing[69].

Fig.4.SEM micrographs of AZ31/1060/AZ31 LMCs at (a) 20%,(b) 40% and (c) 50% reduction ratios.TEM images of annealed 1060Al: Al layers in the Mg/Al/Mg LMCs at (d) 20%,(e) 40%,and (f) 50% reduction ratios [58].
Hot roll-bonding is carried out above the recrystallization temperature.Although hot-rolled products are less consistent and stable than cold-rolled products,increasing the working temperature can reduce the plastic deformation resistance,improve the plastic formability and promote the diffusion between dissimilar atoms.Thus,hot roll-bonding is still an excellent choice to fabricate the Mg/Al LMCs.In the previous reports,hot rolling above 400 °C was usually used to manufacture Mg/Al LMCs [42-45,67].Liu et al.[58] reported that a 20% thickness reduction could generate adequate bonding between 1060-Al and AZ31-Mg during rolling at 400 °C.Zhang et al.[43] investigated the effect of rolling temperature on the interface of 7075/AZ31/7075 LMCs.They found that the grain size and the width of the diffusion layer increased with increasing rolling temperature from 400 °C to 475 °C.Wei et al.[67] also found similar phenomenon.Thus,a high rolling temperature might reduce the bonding strength.It should be emphasized here that the thresholds of rolling temperature for adequate bonding are related to the alloy composition of Mg and Al alloys,as this affects their flow behavior and microstructure evolution during rolling [74].
The upper limit of the rolling temperature must be established to avoid oxidation.The presence of a surface oxide layer is extremely detrimental to bonding and can also cause the metal to stick to the roll.Hsiang et al.[75] reported when the processing temperature exceeds 400 °C,anti-oxidation measures must be considered.To avoid surface oxidation,some methods have been developed.Pack hot roll-bonding is an effective method to prevent oxidation and enhance rollability [76].This process has been applied to prepare Ti/Al composite plates [77].Luo et al.[44] proposed a two-step rolling process to avoid oxidation.The first rolling at a lower temperature (350 °C) generates bonding and ensures a clean surface.The second rolling at a higher temperature (400 °C)achieved a large thickness reduction to enhance the bonding strength of the interface.Moreover,it is considered that pre-bonding via pre-hot pressing [33],pre-extrusion [78],or pre-welding [24] can also be used to avoid the oxidation of surfaces during roll-bonding at high temperature.
The thickness reduction ratio is another critical factor in determining whether the composite plates can be bonded.When the reduction ratio is lower than a critical value,the oxide layer on the surface of the metal is not easily broken,which limits the exposure of new metal.Thus the composite plates cannot achieve metallurgical bonding [74].But when the reduction rate is too large,the plate is prone to dislocation and severe edge cracking,which is not conducive to the performance of the composite plates.In previous reports[42,43,58],the thickness reduction ratio for hot roll-bonded Mg/Al LMCs is generally selected in the range of 20% to 80%.Liu et al.[58] also reported the roll bonding threshold is dependent on the difference between the deformation capability of Mg and Al.It is found that AZ31/1060 (20%) exhibits a lower roll bonding threshold than AZ31/AZ31 (30%).It is attributed that 1060-Al is more easily deformed to expose the new surface than AZ31-Mg.With the reduction increase from 20% to 50%,the microstructure became homogeneous,and the grains were fined mainly,as shown in Fig.4.This is very beneficial for improving the strength and plasticity of the LMCs.Within a suitable reduction ratio range,the bonding strength of the Mg/Al LMCs also increases with the reduction ratio.This is because high thickness reduction increases the contact mean pressure.Furthermore,it is also reported that with the increase of the reduction ratio from 60% to 80%at 400-475°C,the bonding strength of 7075/AZ31B/7075 LMCs decreased [43].It was attributed to the increase in the grain size and diffusion layer width with the reduction ratio,as shown in Fig.5.Therefore,the design of thickness reduction ratio needs to consider the formability of materials,the evolutions of the microstructure and the diffusion layer comprehensively.
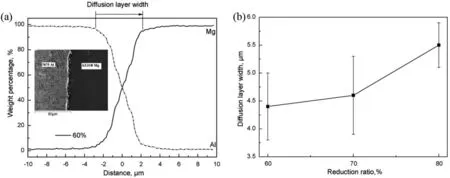
Fig.5.(a) Elemental distributions across the AZ31/7075 interface of the laminated composites and (b) the diffusion layer width vs.reduction ratio [43].

Fig.6.Typical SEM images showing the interface microstructure of Al/Mg/Al LMCs via multi-pass rolling.(a) 1060/Mg-Al-Mn-Ce/1060 LMC [60],(b)6061/AZ31/6061 [45].
Multi-pass rolling with small single-pass reductions can achieve a large total rolling reduction.The intermediate annealing is usually performed to restore the formability and suppress edge cracks or fractures.Table 1 lists the reported rolling parameters of multi-pass hot roll-bonding.In the process of multi-pass hot roll-bonding,both intermediate annealing and subsequent hot rolling will affect the microstructure and diffusion layer structure.However,in some studies [45,60 79],no reaction layer was observed in the multipass rolled Mg/Al LMCs,as shown in Fig.6.It might be attributed to the short holding time during intermediate annealing and the shredding effect during subsequent (or final pass) rolling.In fact,the brittle IMCs can also be formed at the interface during hot rolling and intermediate annealing between passes,as shown in Fig.7 [44,59].However,the study on the diffusion layer’s evolution during multi-pass rollbonding has not received enough attention.Limited work reported the thick reaction layer containingγ-layer (Mg17Al12)andβ-layer (Mg2Al3) can be further tailored by subsequent single-pass rolling.Luo et al.[44] reported that the continuous intermetallic layers formed during annealing were broken into fragments during subsequent one-pass hot rolling (see Fig.8a and 8b).Kim et al.[59] reported that post-annealing hot-rolling mainly reduced the thickness of theγ-layer and refined the grains of reaction layers.Moreover,secondary rolling can also refine the columnarγgrains into equiaxed grains by recrystallization [59],as shown in Fig.8c and 8d.Therefore,it can be speculated that the interface structure is constantly evolving during the multi-pass rolling process.In further work,it is very necessary to study the law and mechanism of evolution.

Table 1 Reported parameters of multi-pass hot roll-bonding.

Table 2 Reported parameters of single-pass hot roll-bonding.
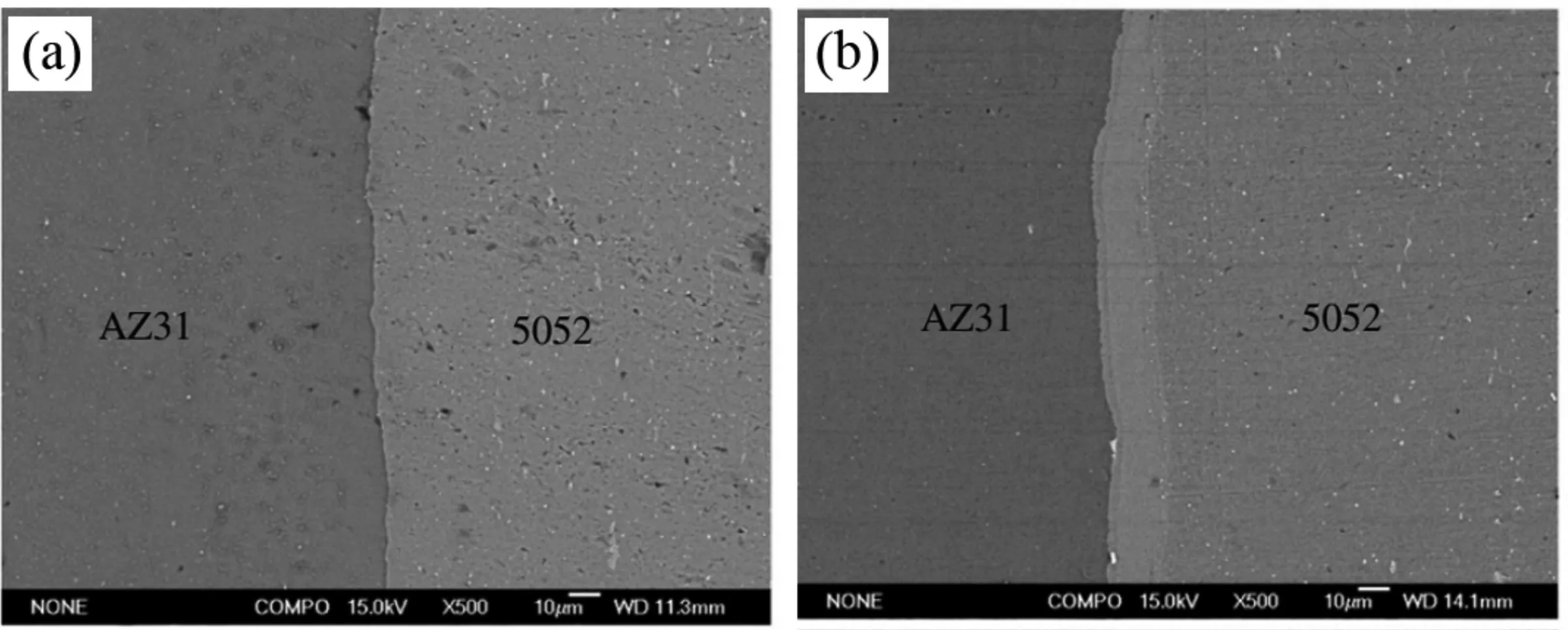
Fig.7.Typical SEM images showing the interface microstructure of 5052/AZ31/5052 LMCs: (a) first pass roll-bonded;(b) annealed at 400 °C for 10 min.[44].

Fig.8.SEM images of the bonded interfaces of roll-bonded 5052/AZ31 LMC: (a) after annealing at 400 °C for 10 min,(b) post-annealing second rolling pass at 400 °C(35%) [44].Bright-field TEM image of the bonded interfaces of the 3004/AZ31 LMC: (c) after annealing at 300 °C for 60 min,(d) post-annealing second rolling pass at 300 °C (41%) [59].

Fig.9.Representative interfacial microstructure in 7075Al/AZ31BMg/7075Al laminated composite at different rolling temperatures and reduction ratios.(a)400 °C/60%,(b)450 °C/60%,and (c) 450 °C/70% [43].
Compared with multi-pass rolling,single-pass rolling exhibits are more efficient and less expensive because there is no intermediate annealing.Moreover,single-pass roll-bonding will avoid the formation and thickening of the reaction layer during intermediate annealing.In some studies,single-pass hot roll-bonding with high reduction has been used to fabricate the Mg/Al LMCs [42,43,58,80,81].Table 2 lists the reported typical rolling parameters of single-pass hot rollbonding.In some reports,the influences of rolling temperature and reduction ratio on the diffusion layer were investigated.Zhang et al.[43] reported that the diffusion layer thickness would increase with reduction ratio and rolling temperature,as shown in Fig.9.For single-pass hot roll-bonding at a high reduction,whether the material can enter the roll gap smoothly is also an important prerequisite for successful roll-bonding.Zhang et al.[42] found that the wedge-shaped end facilitates entry of multi-layered plate into the area of the roller at the beginning of the process.
The rolling speed is also an essential factor affecting the interfacial bonding of the LMCs [82].Too fast-rolling speed will reduce the time for the cladding of the plates,resulting in the slab being unable to achieve a large area of contact with fresh metal in a short time.On the other hand,the slower rolling speed will lead to a more significant temperature drop of the sheet [58].At present,the effects of rolling speed on bonding strength and interface structure of Mg/Al LMCs have not been systematically reported.
2.2.Accumulative roll-bonding

Fig.10.Scheme of ARB processing for the Al/Mg/Al LMCs.
Obtaining ultra-fine grains or even nano-grains plays an important role in improving material properties.However,the grain refining effect produced by conventional rolling is limited due to the limited amount of deformation.In order to further increase the degree of rolling deformation,a rolling process called accumulative roll-bonding (ARB) was developed[83,84].As a severe plastic deformation process,ARB process consists of multiple cycles of rolling,cutting,stacking,and solid-state rolling bonding (see Fig.10).A large strain can be accumulated in the metallic sheet during the ARB process without any sheet geometrical changing so that the ultra-finegrained metallic materials can be fabricated by ARB processing.Recently,the ARB process has also been used to prepare Mg/Al LMCs,Table 3 summarizes the reported typical ARB rolling parameters for the Mg/Al LMCs.Early on,Chen et al.[85] used the ARB to process the 1100/AZ31/1100 LMCs with excellent bonding characteristics by 3 cycles rolling at 300°C.In most subsequent studies [85-93],the rolling temperature was usually chosen to be 400°C for ARB rolling,the single-pass reduction is 50%,and the total cycle is 3.In those works,the microstructure evolution,texture,interface feature,and mechanical properties have been investigated.

Table 3 Reported parameters of ARB process.
As a severe plastic deformation process,ARB is usually used to obtain ultra-fine grains.In general,with increasing cycles from 1 to 3,the grain sizes of Mg and Al alloys were remarkably refined [94].It is well known that processing parameters (rolling temperature,cycles,rolling speed,etc.) have large effects on dynamic recrystallization to determine the level of grain refinement [95-97].The dynamic recrystalliza-tion mechanism and grain refinement mechanism are different between Al and Mg [83].Thus,the evolution of the microstructure within the Mg layer and the Al layer is different,as shown in Fig.11.Moreover,the heat treatment between cycle passes and the thermal effect via large plastic deformation can also influence the final grain size [88].

Fig.11.EBSD maps showing the microstructure evolution of Mg and Al layers in 1050/AZ31/1050 LMCs after ARB processing: (a) 1 cycle,(b) 2 cycles,(c) 3 cycles,(d) 4 cycles,(e) 5 cycles.[83].
Texture evolution of the ARBed sheet is a research focus for ARB processing.In the ARBed sheet,the shear strain from the friction between rolls and outer layer and the codeformation of Mg and Al sheets will largely influence the texture evolution.In general,the ABRed sheet showed a less developed rolling texture and usually contained a texture gradient [98,99].The difference in flow behavior between the ARBed sheets with dissimilar metals (e.g.Mg/Al) might exacerbate this effect.Chang et al.[87] investigated the global texture evolution of 5052/Pure Mg/5052 laminated composite during ARB rolling at 400 °C by neutron diffraction.The ARBed Mg/Al sheets also exhibit typical rolling texture(basal texture for Mg-layer andβ-fiber for Al-layer).However,with increasing cycles from 1 to 3,the rolling texture intensity first increases and then decreases,as shown in Fig.12.They thought that the formation of a significant waviness structure at the interface (see Fig.13) during ARB would be responsible for decreasing the intensity of the rolling texture.Habila et al.[83] also reported a similar phenomenon in ARBed 1050/AZ31/1050 LMCs.The rolling temperature will influence the texture evolution.For the 1050/Pure Mg/1050 LMCs fabricated by the ARB process at ambient temperature,with increasing cycles,the basal texture was enhanced in the Mg layer,and the relatively sharpβ-fiber texture and rotated cube component were formed in the Al layer [91].In the previous studies,the evolution of the global texture has been investigated.However,much work still needs to be done on the formation and regulation mechanisms of texture gradient and texture evolution.Moreover,for Mg/Al LMCs,the effect of shear strain on the through-thickness microstructure gradient has not been systematically reported.It is considered that the alloy compositions and ARB parameters may also have a significant impact on texture evolution.

Fig.12.Texture evolution of 5052/Pure Mg/5052 during ARB processing: (a) (0002) pole figures of Mg layer,(b) ODFs of Al layer [87].
The difference in the flow behaviors between Mg and Al also affects the strain apportion between Mg-layer and Allayer during rolling.In the ARBed 1100/AZ31/1100 LMC,the strain was almost all concentrated in the Al alloy during the first cycle.As the rolling cycles increased,the deformation level and strain partition in the Mg alloy gradually increased[85].In ARBed 1050/Pure Mg/1050,a similar strain partition was also found [90,91].For 1050/AZ31/1050 LMCs,when Al-layer is half as thick as the Mg-layer at the initial stage,they become similar after 4 cycles,as shown in Fig.13 [83].Clearly,the strains occurring in the Mg-layer and the Al-layer are different during ARB bonding.Previously,the mechanism of strain partition has been elucidated.Generally,the softer layer will generate more strain during rolling to accommodate the harder layer.Work hardening effect will largely influence the flow stress of the soft layer [100].With increasing cycles,the strain distribution tends to become more uniform because the flow stresses of the constituent metals become similar.The strain partition affects the thickness ratio of the different phases,determining the final mechanical properties.Therefore,the study on strain partition is significant for designing the initial thickness ratio between Mg-layer and Al-layer.

Fig.14.SEM micrographs of a longitudinal cross-section of Al/Mg/Al LMCs during ARB processing: (a) primary sandwich,(b) 1 cycle,(c) 2 cycles,(d) 3 cycles [88,93].
As the rolling cycle increases to the second pass,the deformation of the two constituent metals becomes nonhomogeneous along the rolling direction.When the number of cycles increased further,obvious necking,wavy appearance,and fracture of the harder layer were observed [90].In previous studies,this phenomenon has been observed in various Mg/Al LMCs.In 1100/AZ31/1100 and 1060/AZ31/1060 LMCs,the AZ31 layer will neck and fracture during ARB[85,89,92,93].In 5052/Pure Mg/5052,the Al layer necked significantly after three cycles of ARB,as shown in Fig.14[87,88].In 1050/AZ31/1050,after five cycles,a wavy structure was formed,and the AZ31 layers began to neck and fracture locally [83].For the 1050/Pure Mg/1050 ARBed at ambient temperature,few necking and wavy structures were found after three cycles since the difference in the flow properties between the 1050 and pure Mg was relatively small[90].The neck and fracture of a harder layer are mainly attributed to the plastic instabilities during the co-deformation of dissimilar metals [101].This leads to the uneven thickness distribution of the harder layers and a wavy structure at the interface.Therefore,the ARB process actually changes the configuration of the parallel layered structure.It is speculated that this change might greatly influence bonding strength and overall mechanical properties.

Fig.15.Optical microstructure of the Mg/Al composite after 3 cycles ARB: (a) low magnification and (b) high magnification at the Mg/Al interface [88].

Fig.16.SEM cross-sectional micrographs and corresponding EDS line scan of the Al/AZ31 multilayered composite after (a) (d) 1 cycle,(b) (e) 2 cycles and(c) (f) 3 cycles ARB processing [89].
Like the roll-bonding,IMCs are also formed at the interface of Mg/Al LMCs during the ARB [85].It is reported that the high rolling strain will accelerate the diffusion between different layers and promote the formation of IMCs[102,103].The interface structure will evolve continuously during the multi-pass ARB process.The characteristics of the interface structure directly affect the further rollability on the one hand and also affect the service performance of the final LMCs.Wu et al.[88] reported massive IMCs with obvious cracks were found at the Mg/Al interface after 3 ARB cycles,as shown in Fig.15.They inferred that the Mg/Al IMCs formed during the ARB process fractured quickly during the final cycle.Such a fractured reaction layer may have a negative impact on interfacial bonding.Therefore,the control of the interface structure should be concerned in further studies.
The ARB processing for the Mg/Al system was usually performed at a high temperature above 300 °C,as listed in Table 3.As reviewed above,reducing rolling temperature can effectively avoid the thickening of the reaction layer.Liu et al.[89] reported no evident reaction layer was observed at the Al/Mg interface during ARB at 280 °C,as shown in Fig.16.Chang et al.[90,91] fabricated the pure Mg/pure Al LMCs by the ARB at ambient temperature.It is found that the formation of only the thin Mg17Al12phase (150 nm) can be formed after 3 ARB cycles at ambient temperature.Besides,lowtemperature ARB processing is also beneficial to obtain ultrafine grains laminated Mg/Al composite,while it also requires materials with high plastic formability.

Table 4 Reported parameters of CFR roll-bonding.
As summarized above,the ARB processing can significantly influence the interfacial structure and microstructure of substrates.Generally,ARB processing is used to increase the strength of the materials by obtaining ultra-fine grains.However,for the Mg/Al LMCs,both strength and plasticity decrease sharply as the ARB cycle increases to 4 [83,88].This may be related to the increase of weak regions (e.g.,interfaces,reaction layers,etc.).How to improve the property of ARBed Mg/Al LMCs with high ARB cycles is very important for the application of this technology.In addition,the deformation and fracture mechanisms of ARBed Mg/Al LMCs are still lacking in-depth research.

Fig.17.Schematic illustration of special roll-bonding processes: (a) differential speed rolling [104];(b) twin-roll casting [21] and (c) corrugated roll+flat roll bonding [105].

Fig.18.Microstructure of the reaction zone in the as-TRC condition: (a) SEM image,(b) TEM image (inset: [011] zone axis diffraction pattern of Mg17Al12)and (c) EBSD inverse pole figure map [21].
2.3.Other roll-bonding
Recently,some special rolling techniques have also been developed and used to prepare Mg/Al clad sheets,typically such as: differential speed rolling,twin-roll casting and the corrugated roll+flat roll bonding,etc.(see Fig.17).In this section,the characteristics and applications of these processing techniques will be summarized.
2.3.1.Differential speed rolling
Differential speed rolling (DSR) is a rolling process with different line speeds for upper and lower rolls,which can generate severe shear deformation throughout the sheet thickness,as shown in Fig.17a [65,104].It usually is used to achieve grain refinement of metal sheets and tailor the texture of Mg alloy rolled sheets [106,107].DSR has also been used to fabricate the Cu/Al LMCs [108,109].As a bonding technique,DRS has some advantages.The shear effect via DSR helps rupture the oxide film and the work-hardened layer and promotes the contact between the exposed edges of the fresh metal.On the other hand,a large amount of heat can be generated,which provides the energy basis for the activity of metal atoms in the interface region.Thus,compared with traditional roll-bonding,DSR can reduce the critical reduction rate required for bonding,reduce the rolling force and energy consumption,enhance the bonding effect and improve the flatness [108].Mroz et al.[110] investigated the microstructure of 1050/AZ31/1050 during asymmetric ARB bonding.It was proved that introducing the asymmetry into the ARB process results in higher fragmentation of the structure compared to the symmetrical process.However,few studies have been done on preparing Mg/Al sheets by DSR.It should be emphasized that the DSR process also has shortcomings,such as uneven torque distribution,difficulty in automatic bite,the rolling mill prone to chattering,etc.
2.3.2.Twin-roll casting
Twin-roll casting (TRC) is the process of combining the casting process and the rolling process to prepare plates or sheets [63,111,112].It has the advantage of providing a costeffective processing route for flat-rolled products.TRC was also used to prepare metal laminate [113].This process is mainly suitable for bonding between metals with different melting points.The specific method is to cast the liquid metal on the substrate to be composited and roll it when the molten metal is cooled to a semi-solid state to realize the combination of the substrate and the cladding plate.Bae et al.[21] used the TRC process to fabricate Mg/Al LMCs by coating Mg with Al,as shown in Fig.17b.The microstructure shows the thickness Mg17Al12layer can be formed at the interface,resulting in an adequate interfacial bonding between the Allayer and the Mg-layer (see Fig.18).However,due to high temperature,the TRC process usually produces a thickness reaction layer at the interface.Therefore,interface regulation is a key issue in the research of the TRC process.Moreover,the solid base metal is easily oxidized during preheating to a higher temperature,which will result in the formation of some defects (e.g.,holes and cracks,etc.) at the bonding interface.

Fig.19.Macro photos and schematic diagrams of AZ31B/5052 laminated composite sheets fabricated by CFR roll-bonding: (a,b) after the first pass and (c,d) after the second pass [105].
2.3.3.The corrugated roll+flat roll bonding
The traditional flat rolling method has some problems preparing LMCs,such as large residual stress and severe warpage of shape,which is closely related to severe deformation incompatibility between Mg-layer and Al-layer.Furthermore,to obtain good bonding strength,a considerable thickness reduction is usually required for Mg/Al LMCs,which will further exacerbate the problem.Recently,Wang et al.[105] proposed a corrugated roll/plat roll rolling and flat roll/flat roll rolling (CFR rolling) to solve this problem,as shown in Fig.17c.The first pass rolling uses a combination of corrugated roll and flat roll.The second pass of flat rolling is used to flatten the corrugated surface and obtain the required thickness.This corrugated roll can promote the deformation of the hard layer,improving the buckling of the LMCs.Moreover,it can refine the grains and increase the contact area of the interface.
Recently,Wang et al.[105] used CFR roll-bonding at 400 °C to fabricate the AZ31B/5052 LMCs with good sheet shape.Table 4 lists the detailed process parameters of CFR roll-bonding.In their work,the hard Mg layer contacted the corrugated roll,while the ductile Al layer contacted the flat roll,better coordinating the severe deformation incompatibility between two metals.Fig.19 shows the change in the shape of the LMCs sheet during CFR roll-bonding.A three-dimensional (3D) interface with a wavy shape can be formed after CFR roll-bonding [105].Compared to the twodimensional interface,the 3D interface structure contains a larger interface contact area and can generate a mechanical gearing effect [105].These are beneficial for the enhancement of interface bonding strength.Moreover,the corrugated rolling caused grain refinement and texture modification [114].At present,the Mg/Al,Cu/Al,and other laminates with excellent performance have been successfully fabricated by the CFR roll-bonding [105,115-118].
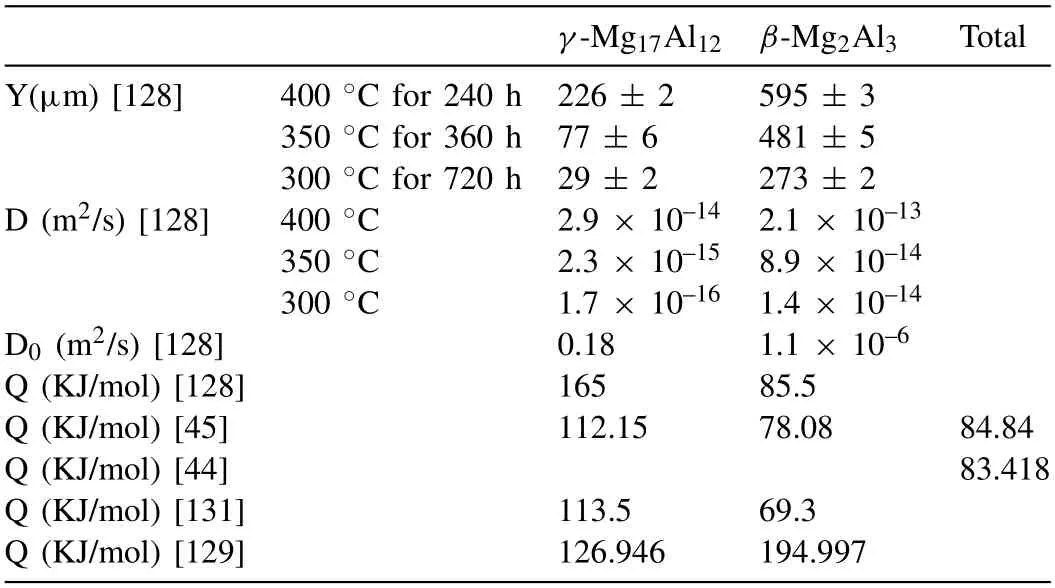
Table 5 Thickness Y,parabolic growth constants D,frequency factor D0,and activation energies Q for growth of the γ-Mg17Al12 and β-Mg2Al3 phases in the Mg vs Al diffusion couples.
Besides,some special rolling techniques have also been used to prepare LMCs.These methods contains differential temperature roll-bonding [119],pack roll-bonding [76],pulsed current-assisted roll-bonding [120],power plating rollbonding [121] etc.Differential temperature roll-bonding is to heat the metal layer with high deformation resistance to a high temperature,while the metal layer with low deformation resistance is at a low temperature,so as to increase the relative deformation of the hard-to-deform metal and realize the coordinated deformation of the entire laminate [119].The pack roll-bonding can not only avoid the oxidation problem of the surface to be bonded during hot-rolling,but also solve the metal surface cracking problem during roll-bonding [76].The pulsed current-assisted rolling composite process can use the electro-plastic effect and tip effect of pulsed current to overcome the energy barrier,promote the diffusion of metal elements,improve the bonding strength,suppress the edge cracking of the laminate and reduce the rolling force [120].Clearly,these special rolling techniques each have some advantages in the preparation of LMCs.However,these techniques are rarely used to prepare Mg/Al LMCs.
3.Influence of post-roll annealing on interface
Fig.20.SEM image of the bonded interface after annealing at 200 °C for 600 min [44].
The rolling process generates deformation microstructure and profuse crystal defects,which are detrimental to the plasticity of the materials.Therefore,post-rolling annealing is usually performed to induce static recovery and static recrystallization to optimize the microstructure [72,97,122].For Mg/Al LMCs,the annealing treatment can also promote the diffusion of atoms at the interface and influence the interface structure,bonding quality,and overall properties [64].Therefore,the suitable annealing process is critical for controlling interface structure and mechanical properties.
For the cold/hot roll-bonded Mg/Al LMCs,when the annealing temperature is below 200 °C,no discernible reaction phases were formed at the interface [44,69].Luo et al.[44] reported that after annealing at 200 °C for 600 min,only a few new phase particles (>6 μm) were found at the bonded interface of hot roll-bonded 5052/AZ31 LMC,but no continuous layer was formed,as shown in Fig.20.A continuous reaction layer can be observed only when the annealing temperature is above 250 °C.These results were also observed in AZ31/3004 [123,124],1060/Mg-Al-Mn-Ce [60],5052/AZ31[44,80] LMCs,etc.It indicates that annealing temperature greatly influences the growth of the interface reaction layer.
When annealing is above 250 °C,the thickness of the reaction layer increases with increasing annealing temperature and time.Lee et al.[124] and Kim et al.[123] have investigated the influence of annealing on the diffusion layer of hot roll-bonded 3004/AZ31 LMCs.The annealing at 300 °C can drastically increase the thickness of the diffusion layer to 4.56 μm to 11.21 μm for 1 h annealing and 3 h annealing,respectively.After annealing at 400 °C for 1 h and 3 h,the thickness of the reaction layer increased to 70 μm and 120 μm,respectively.Fig.21 shows the change in thickness of reaction layers with annealing temperature/time in various Mg/Al LMCs [44,45,60].It indicates that the slope of the Al12Mg17phase was smaller than that of the Al3Mg2phase.Furthermore,it demonstrates that the Al3Mg2phase exhibits a faster growth with annealing temperature/time than Mg17Al12.
In most work,it has been found that the thickness of the reaction layer has a linear relationship with the annealing time,as shown in Fig.21b and Fig.21c.Thus,it is considered that the diffusion mechanism controlled the growth of Al12Mg17and Al3Mg2phases.It can be expressed as:Y=D(t)0.5
[125] Where Y is the diffusion layer thickness,t is the diffusion time,and D is the interdiffusion coefficient (parabolic growth constant of the IMCs).The interdiffusion coefficients can be expressed by the Arrhenius equation,

[126,127] where Do and Q are the frequency factor and activation energy for the inter diffusion,respectively,R is the gas constant,and T is the absolute temperature in Kelvin.Brennan et al.[128] investigated the Mg vs.Al inter-diffusion during annealing (300-400 °C) using solid-to-solid diffusion couples.Table 5 lists the thicknesses of theγ-Al12Mg17andβ-Al3Mg2phases,the parabolic growth constants,frequency factor,and activation energies.Macwan et al.[60] used the results to better predict the experiment’s results in hot rollbonded 1060/Mg-Al-Mn-Ce LMC.Moreover,the activation energies of the IMCs reported in other literature were also listed the Table 5.The activation energy also depends on the initial microstructure (e.g.,crystal defects).It is considered that both initial dislocations and applied load can accelerate the diffusion and decrease the activation energy[45,125,129,130].

Table 6 Reported parameters of hot roll-bonding for Mg/Al/STS and Mg/Al/Ti LMCs.
After annealing at high temperatures and a long time,interfacial debonding might also occur [124,132].Lee et al.[132] thought such interfacial delamination is mainly attributed to the increase in both local stress and embrittlement at the interface.Based on diffusion theory and interfacial reaction kinetics,the unbalanced diffusion of atoms and impurities at the interface are also the main factors for forming voids(named Kirkendall voids) [125].It is reported that the Al has a faster rate of inter-diffusion at the contacted layer than Mg.The excess vacancies on the Al side promote the formation of voids.[133].Macwan et al.[60] found that when the annealing temperature is higher than 250 °C,evident Kirkendal voids can be observed at the hot-rolled Mg/Al interface,as shown in Fig.22.The formation of pores will decrease the flux through the interface,restricting the layer growth.Moreover,these pores also deteriorated bonding strength and overall mechanical properties.At present,there is a lack of systematic research on the formation mechanism and evolution of voids during thermal deformation and annealing.

Fig.21.(a) Effect of annealing temperature on the thickness of IMCs at an annealing time of 2 h in hot roll-bonded 1060/Mg-Al-Mn-Ce LMCs [60];(b)effect of annealing time on the thickness of IMCs at an annealing temperature of 400 °C [60];(c) effect of annealing time on the thickness of IMCs in hot roll-bonding 5052/AZ31 LMCs [44];(d) effect of annealing temperatures on the thickness of IMCs at an annealing time of 1 h in hot roll-bonded AZ31/6061 LMC [45].

Fig.22.Typical SEM images showing the interface microstructure of Al/Mg/Al clad sheet in the states of (a) as-rolled and annealed at (b) 200 °C,(c) 250 °C,(d) 300 °C,(e) 350 °C,and (f) 400 °C for 2 h [60].

Fig.23.Bright-field TEM observation from hot-rolled 3004/AZ31 LMCs annealed at 300 °C for (a) 3 h [124] and for (b) 1 h [59].(c) EBSD inverse pole figure and (d) phase map from the interfacial of the rolled A6061/AZ31 clad sheet after annealing at 400 °C for 4 h [45].
Annealing treatment induces the formation and thickness ofγ-layer andβ-layer.Lee et al.[124] reported that annealing induced a columnar growth of the Al12Mg17grains at the interface.However,such columnar growth is rarely found in the Al3Mg2phase (see Fig.23a).They thought the columnar growth might be caused by heat extraction along the thickness direction.It is similar to the Mg17Al12phase of the TRC bonded samples (Fig.18).Kim et al.[59] also found a similar phenomenon (see Fig.23b).They thought the grain size of substrate alloys could also influence the columnar growth.The coarse-grained Mg substrate alloy side might promote the coarsening of theγlayer into columnar grains.Nie et al.[79]and Wang et al.[45].reported both the Al3Mg2and Mg17Al12grains are columnar along the element interdiffusion direction during annealing.Wang et al.[45] found the reaction layer containedγ-Al12Mg17layer with columnar grains,β-Al3Mg2layer rod-like grains,and equiaxed and refined Al3Mg2grains (see Fig.23c and Fig.23d).The refined Al3Mg2grains near the Al side s may be related to the impurities which restrained the growth of the Al3Mg2grains.It can be seen from the above that the shape of the grains in the reaction layer has different results in different studies.The formation mechanism and control methods of grain morphology and size in the reaction layer still need further investigation.
Nie et al.[79] also used EBSD and TEM to study the orientation relationship between the matrix and intermetallics,as shown in Fig.24.The phase interfaces Al/Al3Mg2,Al3Mg2/Mg17Al12,and Mg17Al12/Mg all present a coherent relationship with small mismatch degrees ranging from 0.64% to 2.7%.The orientation relationships between them are as follows: (8-80)β//(141)γ,(80-8)β//(411)γ,(01-1-1)Mg//{411}γand {220}Al//(19,1,1)β.
4.Control in a composite structure
The design includes the selection and collocation of constituent materials,stacking structure,interface structure and thickness ratio between different layers,etc.These determine the final properties of LMCs.
4.1.Thickness ratio
The mechanical properties of the LMCs are related to the thickness fraction (i.e.,volume fraction) of each metal [134].The mechanical properties between Mg and Al are pretty different,and even those between different Mg alloys (or Al alloys) are also very different [125,135-137].As a result,the strain partitioning between Mg-layer and Al-layer may be different during the rolling process.Eventually,the thickness fraction of each metal in the rolled LMCs is different from the initial condition.Zhang et al.[43] investigated the effect of rolling parameters on the thickness fractions of the constituent layers in 7075/AZ31B/7075 LMCs.They found the hot rolling reduced the thickness fraction of the AZ31B alloy layer.And the thickness fraction of the AZ31 layer gradually decreased with the rolling temperature and the reduction ratio,as shown in Fig.25a and 25b.It is mainly attributed to that the flow stress of the AZ31B alloy was still lower than that of the 7075 Al alloy at the same deformation parameters,as shown in Fig.25c and 25d.In the previous studies on the Mg/Al LMCs,most of the work focuses on the interface structure and mechanical properties of LMCs,as summarized above.However,the control in the thickness fractions of constituent layers after hot rolling received less attention.Since different materials have different flow behaviors,strain hardening behaviors,strain rate sensitivity coefficients,deformation temperature sensitivity coefficients,etc.,both alloy compositions and rolling parameters will all affect the thickness fractions of various layers in the final LMCs.Controlling the strain ratio of each metal layer during rolling to meet the performance requirements is crucial for commercial production.
4.2.The stacking structure of different materials

Fig.24.TEM results of hot roll-bonded and annealed 5052/AZ31/5052 interface.(a) Al/Al3Mg2,(b) Al3Mg2/Mg17Al12 and (c) Mg17Al12/Mg [79].
Mg (alloys) surface coated with soft Al (alloys) can improve their corrosion resistance and plasticity [138-140].High-strength Al alloys can also enhance the strength of Mg(alloys) [141].However,only Al coating might be limited for the effect of mechanical properties.Stainless steel (STS) and Ti also exhibit excellent corrosion resistance and mechanical strength.Thus,in some reports [123,124,132,142-144],the stainless steel and Ti are also selected as the cladding materials further to optimize the properties of Mg/Al-based LMCs.And Al layer is usually the inner-layer metal between Mg and STS (or Ti) to solve the problem that Mg and Ti (or stainless steel) are difficult to bond during rolling.In those works,the tri-layered or five-layered composites were designed and fabricated by roll bonding.The relevant processing parameters are listed in Table 6.
The evolution of the interface structure during rolling is similar to the findings of the roll-bonded Mg/Al,Al/Ti,and Al/STS [124,143],as shown in Fig.26.All the interfaces bonded well,and no new phases were detected.Annealing at 300 °C cannot generate IMCs at the interfaces of Al/Ti and Al/STS.It indicates that such rolling and annealing temperatures are too low to form Ti-Al and STS-Al IMCs.Due to the absence of brittle IMCs at the Al/Ti and Al/STS interfaces,their bonding strengths are higher than that of the Mg/Al interfaces.Therefore,the initial crack usually occurs at the Mg/Al interface during the tensile [45,81,144].

Fig.25.(a) Effects of reduction ratio on the thickness fraction of the Mg alloy plate;(b) effects of rolling temperature on the thickness fraction of the Mg alloy plate;(c) flow stress curves of 7075 Al alloy,and (d) flow stress curves of AZ31B Mg alloy [43].

Fig.26.SEM observation at the interface of (a) STS/Al/Mg [124] and (b) Ti/Al/Mg laminates [143].
According to the previous studies [46,81,123,124,142-144],the mechanical properties of Ti/Al/Mg and STS/Al/Mg are directly related to the Mg-Al interface structure.Thus,the strengthening of the Mg-Al interface is also the key to the performance improvement of these Mg-Al based LMCs.Moreover,to obtain excellent performance,it may be necessary to consider the coordinated deformation mechanism between different layers,as well as the coordinated regulation mechanism of different interfaces.Compared with the Mg/Al bimetallic composite,the composite of the three or more metals puts forward higher requirements on the material preparation process.

Fig.27.(a) and (b) The schematic diagrams of fabricating Al/Mg/Al containing trapezoidal-shaped intermediate layer,(c) macro morphology of RD-TD plane,(d) macro morphology of TD-ND plane.[145].
4.3.Shape of the interface
Generally,Mg and Al sheets with different thicknesses stacked together were rolled by single-pass or multi-pass rolling to obtain the Mg/Al LMCs.The interface of the prepared LMCs is an approximately two-dimensional (2D) plane parallel to the rolling direction.Such an interface is detrimental to the shear strength and tensile plasticity of LMCs along the rolling direction because cracks are easy to initiate at the interface and propagate rapidly during deformation[145].However,if 3D interfacial features are constructed at the interface,the mechanical properties of the LMCs could be improved to a certain extent [145].Compared to the 2D interface,the 3D interface not only increases the contact area between various layers but also can effectively suppress the crack propagation.These are the benefit of enhancement of interface bonding and overall mechanical properties.
Previous studies have shown that ARB bonding can change the shape of the interface by achieving large plastic strains,and even fracture of the hard layer could also occur [88,93],as shown in Fig.14.This is mainly caused by the difference in plasticity between Mg-layer and Al-layer.In addition,corrugated-flat rolling can produce a curved interface,as shown in Fig.19.Wang et al.[25] found that such a curved interface can obtain a stronger metallurgical bond.Recently,Wang et al.[145] fabricated the 6061/ZK60/6061 LMCs with a 3D interface of trapezoidal shape by hot roll-bonding,as shown in Fig.27.It is reported that such a 3D interface remarkably improved the bonding strength of the LMCs,and enhanced their elongation by hindering the crack propagation and delaying the fracture during tension.It can be seen that constriction of 3D interface shapes can effectively improve the mechanical properties of LMCs.The proposal of 3D interface also dramatically enriches the design of interface construction.In future research,the relationship between interface bonding strength and structure of 3D interface should be studied deeply.In addition,the influence of the interface characteristics on the mechanical properties and deformation coordination mechanism will also become an essential topic in this field.
4.4.Application of interlayers
As reviewed above,the formation of brittle Mg-Al IMCs at the bonded interfaces results in poor bonding strength.Lee et al.[124] reported that when the total thickness of the IMC layers exceeds 5 μm,the Al-Mg joint loses its mechanical integrity.In addition,high temperature rolling and subsequent annealing will coarsen the reaction layer [44,124].To tailor the IMC layers,some methods have been studied.Firstly,one step of hot rolling with large strain is used for roll-bonding so as to avoid the formation of the intermediate layer during the intermediate annealing process [42,43,58,80,81];Secondly,annealing treatment at lower temperature and short time was carried out to avoid the coarsening of the reaction layer [44];thirdly,the post-annealing rolling is used to pulverize the LMCs of reaction layer [44,59,64].
In addition,some studies proposed to control the interface structure of Mg/Al composite plates by inserting intermediate metal foils or powders between Mg and Al.In previous studies,Zn,Ni,Ag,Cu,etc.,have been used as interlayers to regulate the interface structure of Mg/Al composite sheets[146].Table 7 summarizes the use of interlayer or filler metals in Al-Mg dissimilar bonding.Since the metallurgical bonding in the roll-bonding process is mainly achieved by atomic diffusion at the interface,the effect of the interlayer on the interface structure can be predicted with reference to the results of diffusion-bonding.Fig.28 shows the interface characterization of diffusion bonded Mg/Al LMCs with variousinterlayers.Clearly,the addition of an interlayer between Mg and Al can generate a more ductile interface instead of brittle Al-Mg IMCs.

Table 7The list of recent research process on Al-Mg bonding with interlayer/filler metal.
5.The effect of diffusion layer on mechanical properties
5.1.Bonding strength
Maintaining structural integrity is critical for Mg/Al LMCs as structural materials.If the interface is delaminated or debonded during service,it will fail as a whole.Moreover,once the Mg/Al interface is delaminated,the Mg alloy substrate will not be protected by the Al alloy cladding.Thus,the interface bonding strength is a significant indicator in evaluating the quality of LMCs.
Several methods have been used to evaluate the interfacial bonding strength of LMCs.The following three methods have been used to test the interfacial bonding strength of Mg/Al LMCs,i.e.,tensile shearing test,roller-drum peel test,and the normal interface bond strength test [43,67,173,186].The shearing strength test of Al/Mg/Al LMCs was measured by tensile test,as shown in Fig.29a.The average bonding strength was calculated: average bonding strength=peak load/(bonded width × bonded length × 2) [43].In some studies [173,187],the shear strength was also measured by the ASTM D4896 standard (see Fig.29b).The peel test was carried out on the LMCs,and the interfacial bonding ability was characterized by peel strength (see Fig.29c) [59,188].The Roller-drum peel strength is expressed as the peel force between two metals per unit length [186].Moreover,the normal tensile test and four point bending was also carried out to evaluate the bonding strength [67].It is worth noting that the bonding strength values obtained by different test methods are not comparable.Therefore,the bonding strength values obtained by different methods also have large differences[43,67,59].
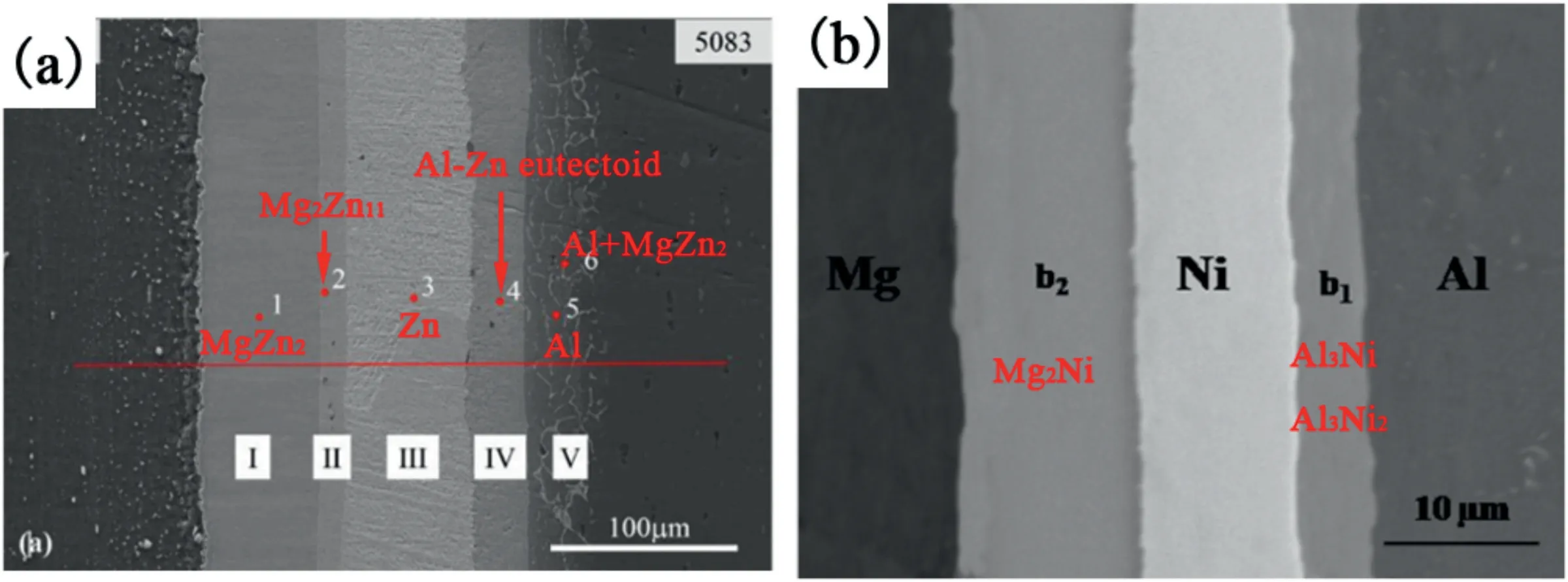
Fig.28.The interface of diffusion bonded Mg/Al with interlayer: (a) ZK60/5083 with pure Zn interface [30],(b) pure Al/pure Mg with pure Ni interlayer[167].

Fig.29.(a) Shear test by uniaxial tension [43],(b) shear test by shear deformation,(c) roller-drum peel tests (ASTM-D3167) [186].
Roll-bonding mainly generates two types of solid-state bonding,i.e.,diffusion bonding and mechanical bonding [59].Diffusion bonding takes quite a long time to occur,and it is related to pressure and temperature.Mechanical bonding occurs instantaneously.Thus,after rolling,a strong mechanical bonding will be formed.However,the short rolling time limits the occurrence of strong inter-diffusion.High rolling temperature,large thickness reduction and slow rolling speed may help to increase interfacial inter-diffusion [43].Moreover,post-rolling annealing can also promote inter-diffusion[124].
Fig.30a-30b shows the reported effect of roll-bonding parameters on the bonding strength of Mg/Al LMCs [43].It is found that bonding strength exhibited gradually decreases with increasing rolling temperature and reduction ratio.Recently,Wei et al.[67]have examined the effect of rolling temperature(350°C-425°C)and reduction ratio(30%-45%)on bonding strength in detail.They found that with the increase of rolling temperature and reduction,the bonding strength showed a trend of increasing first and then decreasing.It is found that 400 °C and 40% thickness reduction become the critical values,as reported in Ref.[67].The change in bonding strength can be mainly attributed to the effect of rolling parameters on the thickness of the diffusion layer [43,67].Fig.30c and 30d show that the bonding strength is a function of diffusion layer thickness.Proper increase in the diffusion layer helps improve the interface bonding strength by enhancing the diffusion bonding [59].However,when the thickness of the diffusion layer exceeds 5 μm,the interfacial bonding strength decreases greatly.The low bonding strength can be attributed to forming a brittle reaction layer at the Mg/Al interface [59].Higher temperatures and higher reductions both lead to thickening of the diffusion layer,as reviewed in Section 3.This also explains the variation of bonding strength with rolling temperature and reduction.
Kim et al.[59] also reported that the bonding strength was dependent not only on the thickness of the reaction layer but also on the morphology and grain size of the reaction layer.Jo et al.also reported that the columnar growth of grains is not conducive to interfacial energy [189].It is reported that post-annealing rolling can reduce the thickness of the reactive layer and remarkably refine the columnarγgrains andβgrains into an equiaxed shape [59,64].These changes in the reaction layers during secondary rolling can recover and even enhance the bonding strength,as shown in Fig.31a[59].

Fig.30.(a) Effects of reduction ratio on the bonding strength of the 7075/AZ31/7075 LMCs [43],(b) effects of rolling temperature on the bonding strength of the 7075/AZ31/7075 LMCs [43],(c) effect of diffusion layer width on shearing strength of rolled 7075/AZ31/7075 LMCs [43],(d) effect of diffusion layer width on peel bonding strength of rolled 3004/AZ31 LMCs [59].
Moreover,some methods have been developed to enhance the interfacial bonding strength,such as the construction of 3D interface and the addition of intermediate metal layers,etc.The 6061/ZK60/6061 LMCs with the trapezoidal-shaped intermediate layer were successfully obtained by multi-pass hot roll-bonding,as shown in Fig.27.It is demonstrated the construction of the 3D interface effectively enhances the bonding strength of the LMCs,as shown in Fig.27 and Fig.31b[145].As reviewed in Section 4.4,inserting an inter-layer can change the structure of the diffusion layer.The effect of interlayer on the bonding strength of diffusion bonded Mg/Al LMCs is listed in Table 8.Clearly,this method can effectively enhance the bonding strength of Mg/Al LMCs [30,167,172].However,such a method has not been used in the production process of the roll-bonding.The rolling process involves plastic deformation and fracture of the inter-layer during roll-bonding.This also leads to the more complex and changeable evolution of the interface structure of Mg/Al LMCs with inter-layer during the roll-bonding process.

Table 8 Summary of inter-layer effects on shear strength at the interface of diffusion bonded Mg/Al LMCs.
5.2.Tensile properties and ROM law
The uniaxial tensile test is usually carried out to evaluate the overall mechanical properties of Mg/Al LMCs.The yield strength,ultimate tensile strength (UTS),and ductility are measured.Noting that the tensile strength of LMCs usually follows the rule of mixture (ROM).The strength of the 2-ply laminate composite can be expressed as:

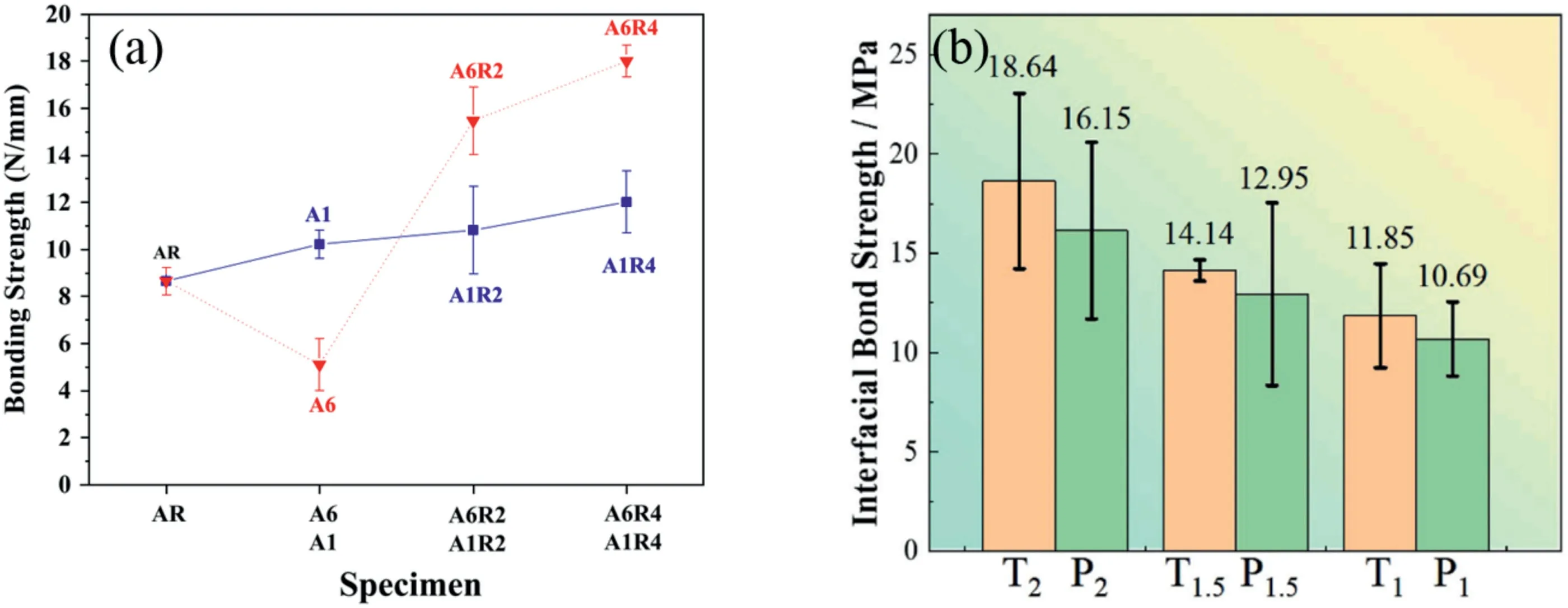
Fig.31.(a) Effect of secondary rolling on the bonding strength of the rolled and annealed 3004/AZ34 LMCs [59].(b) The effect of interface shape on the bonding strength of rolled 6061/ZK60/6061 LMCs (T: 3D shape,P: 2D shape) [145].
[132] wherefandσare the fractions of constituent layers and strength,respectively.Lee et al.[132] used the ROM to successfully predict the yield strength and tensile strength of STS/Al/Mg 3-ply LMCs.Feng and Xin et al.[134,141,190,191] systematically examined the influence of the diffusion layer thickness on ROM law in the extruded Mg/Al rods,as shown in Fig.32.When the diffusion layer thickness is thin (about 10 μm) (see Fig.32a) or there is no diffusion layer (see Fig.32c),the ROM law can predict the flow curves of tension and compression very well.However,ROM prediction only applies to tensile flow curves for the Mg/Al composites with a diffusion layer of about 300 μm.At the same time,it has a large deviation from the compressive flow curve (see Fig.32b).As shown in Fig.32,the compressive strain hardening behavior exhibits a large difference between Mg alloy and Al alloy.Thus,an effective load transfer between them is necessary to accommodate this different hardening behavior.As mentioned above,the thick diffusion layer was detrimental to bonding,and thus is hard to achieve effective load transfer.Therefore,when there is a significant mismatch in strain hardening behavior between Mg and Al alloys,the thickening of the diffusion layer will lose the validity of ROM law for the prediction of flow curves.
Based on the above research results,both Mg/Al bimetals with fine diffusion layers and without diffusion layers can follow the ROM law well.They generate strong diffusion bonding and mechanical bonding,respectively,to generate effective load transfer.However,thick diffusion layers appear to be detrimental to both diffusion and mechanical bonding.
Moreover,the thicker reactive layer can also decrease the UTS and ductility of LMCs.[24,142,188].Generally,the reaction layer of less than a few μm (<5 μm) generates strong metallurgical bonding at the interface of Mg/Al,which can delay stress concentration during tension and transfer stress to ductile materials (e.g.,Al) to avoid premature fracture of Mg [188].However,further thickening will adversely affect the mechanical interlock at the interface,resulting in deterioration of ductility.For the rolled STS/Al/Mg 3-ply LMCs,the bonding strength at the interface of Mg/Al is also the main factor influencing the overall ductility [124,132,142].It’s because Al/STS counterpart has more ductile thin diffusion layers (<300 nm) than Mg/Al interface.In addition,some of the above methods to improve the bonding force also help to improve the overall mechanical properties of the material,such as the design of 3D interfaces [145],the post-annealing subsequent rolling [64],and the addition of intermediate layers[171],etc.

Fig.32.The experimental true stress-strain curves (solid lines) and the ROM predicted ones (dash lines) under tension and compression along with the ED.(a) AZ31/7050 rod with a diffusion layer of about 10 μm [134],(b) AZ31/7050 rod with a diffusion layer of about 300 μm [134],(c) 6082/6082 rod and AZ31/6082 rod without bonding [191].
Annealing treatment will affect the thickness of the interface reaction layer on the one hand and the microstructure of the substrate on the other hand.These will affect the overall mechanical properties of the LMCs.Fig.33 shows the effect of annealing on mechanical properties of various Mg/Al based LMCs [45,60,124].The results show that shorttime annealing at low temperature is beneficial to increasing the ductility and,in some cases,maintaining high ultimate tensile strength,which is related to creating a thin diffusion layer that enhances the metallurgical bonding strength.However,as annealing temperature/time increases,the diffusion layer thickens,deteriorating both strength and plasticity [60].In addition,annealing can also affect the microstructure and mechanical properties of the substrate through static recovery/recrystallization and precipitation [60].It can be seen that the influence of annealing on the mechanical properties of LMCs should comprehensively consider the evolutions of the interface structure and the microstructure of the substrates.
For LMCs,multi-step fracture behavior is often observed when there is a large difference in elongation between constituents.In some Mg/Al-based LMCs,multi-step fracture behavior is usually observed.Zhang et al.[42] reported a rolled 7075/Mg-Gd-Y-Zr/7075 LMCs exhibited two sudden turns in the curve,as shown in Fig.34a.This corresponds to the successive ruptures of the Mg layer and the Al layer.Lee et al.[132] also investigated the multi-step fracture behavior of STS/Al/Mg 3-ply LMCs.In this work,it is found that the strong metallurgical bonding via a thin diffusion layer between the Mg layer and Al layer can delay the fracture of the Mg layer.The elongation to fracture of the AZ31 layer of asrolled STS/Al/Mg LMCs(A0 condition)was even higher than that of the monolithic AZ31,as shown in Fig.34b and 34c.They thought that the strong metallurgical bonding between the Mg layer and Al layer could transfer the load-bearing from the less ductile Mg layer to the more ductile Al/STS layer.Recently,Hao [144] and Nie [81] et al.investigated the fracture behavior of Mg/Al-based LMCs by in situ investigations.It is found that with the thickening of the Mg-Al reaction layer,the first sudden turn in the curve corresponded to the fracture of the reaction layer.As the thickness of the reaction layer increased from 9 μm to 45 μm,the crack initiation mode changed from parallel to the reaction layer to perpendicular to the reaction layer.
6.Summary and outlook
Roll-bonding is an effective method to prepare Mg/Al LMCs.In the past ten years,a large number of scholars have devoted themselves to the field.In this review,current research progress has been summarized.Some main results and vital scientific issues are summarized as follows:
(1) The influence of rolling parameters on bonding quality is mainly related to the formation and evolution of the diffusion layer during the rolling process.In general,as the rolling temperature increases,both rolling quality and bonding quality can be improved due to the enhanced plastic formability of the substrates and the diffusion of atoms at the interface.In most previous studies,the roll-bonding parameters for Mg/Al LMCs are usually selected as follows: the rolling temperature is above 400 °C,and the rolling reduction is more than 50%.Limited reports show that high rolling temperature and high rolling reduction might leads to the thickening of the reaction layer.However,little work has been done to investigate the formation and evolution mechanisms of the diffusion layer during multi-pass rolling.Moreover,the effects of rolling parameters (rolling temperature,reduction,rolling speed,rolling pass,and intermediate annealing,etc.) on the formation and evolution of the interface structure are still lacking systematically.In particular,in previous studies,the choice of substrate alloys from different research groups was often different.The combination of different alloy systems has an important influence on the flow behavior of Mg-layer and Al-layer during rolling.Therefore,the optimal rolling parameters may be different for different Mg/Al LMCs.
(2) ARB bonding has also been used to prepare the multilayer Mg/Al LMCs.In the previous studies,the evolutions of the microstructure and macrostructure during ARB bonding have been investigated.The increase of the ARB cycle will lead to the change of the strain apportion between Mg-layer and Al-layer,the necking and fracture of the hard layer,and the formation and fragmentation of the IMCs at the interface.The evolution of these structures has important effects on the overall mechanical properties of the ARBed Mg/Al LMCs.However,studies on the relationship between mechanical properties and ARBed structures have received little attention.With increasing ARB cycle number,the strength and ductility of Mg/Al LMCs will decrease.This is very different from ARBed monolithic Al alloys or monolithic Mg alloys.As a severe plastic processing technique,using high-cycle ARB can obtain ultra-fine grains.How to enhance the mechanical properties of ARBed with high-cycle Mg/Al LMCs is the key to the application of ARB technology.
(3) In addition to conventional rolling techniques,some special rolling techniques have also been proposed to prepare LMCs of dissimilar metals,such as DSR,TRC,CFR,etc.These processes all have their own advantages in the preparation of LMCs.CFR has been applied to fabricate Mg/Al LMCs.CFR can effectively enhance the bonding quality and rolling quality.However,the roll-bonding mechanism and the effect of rolling parameters on mechanical properties are still further studied.Moreover,other special rolling processes are rarely used to prepare Mg/Al LMCs.Future research may focus on how to use these unique rolling processes to achieve high performance of Mg/Al LMCs.
(4) During the roll-bonding process,a diffusion layer is formed by the diffusion of atoms at the interface to create a metallurgical bonding.For Mg/Al LMCs,the diffusion layer contains Mg (ss)-reactive layer (γ-Al12Mg17layer +β-Al3Mg2layer)-Al (ss).The thickness and structure of the diffusion layer greatly affect the bonding strength.Generally,when the thickness of the diffusion layer is increased to more than 5 μm,the interfacial bonding strength is greatly reduced.This is related to the formation of brittle IMCs at the reaction layer,which facilitates the generation and propagation of cracks.Moreover,the control of the size and morphology of the grains at the reaction layer also has an essential effect on the bonding strength.Post-annealing rolling can effectively reduce the thickness of the diffusion layer and refine the columnar grains at the interface into equiaxed grains.The change is beneficial to the improvement of interfacial bonding strength.Therefore,in order to improve the bonding strength,it is very important to study the formation and regulation mechanism of the interfacial reaction layer during the rolling and annealing.
(5) The addition of intermediate layer metal foil or powder (e.g.,Zn,Cu,Ni,Ag,etc.) can effectively change the type of IMCs at the interface.Replacing Mg/Al brittle compounds with ductile compounds can effectively improve the interfacial bonding strength.This is the fundamental solution to the poor interfacial bonding strength for Mg/Al LMCs.This technology has been widely used in Mg-Al dissimilar welding technologies,while it has rarely been reported in rollingbonded Mg/Al LMCs.For the roll-bonding,the intermediate layer will also undergo plastic deformation and fracture along with the substrates during the rolling process.The control of the deformation and fracture of the intermediate layer is the decisive factor for the uniformity and effectiveness of the enhanced interface.
(6) LMC sheets are prepared by alternate stacking of Mg/Al.According to ROM law,the type and ratio of the composite layer are the important factor affecting the overall mechanical properties.Both the alloy type of the substrates and the rolling process will greatly affect the strain apportion between Mg-layer and Al-layer,and determine the final thickness ratio.Under the premise of ensuring a valid bonding,how to precisely control the final thickness ratio is one of the future research directions.Moreover,to further enhance the properties of the Mg/Al based LMCs,Ti and STS are also used as the composite layer to fabricate the Ti/Al/Mg and STS/Al/Mg LMCs.It has been reported that the diffusion layer of Mg/Al is still a poor interface for determining the mechanical properties of Ti/Al/Mg and STS/Al/Mg LMCs.For the Mg/Al based LMCs,the coordinated deformation mechanism between different layers and the coordinated regulation mechanism of different interfaces is critical for the quality of roll-bonding and the final mechanical properties.
(7) Macrostructure of LMCs is also very important for overall mechanical properties.Conventional Mg/Al LMCs usually employ parallel stacking with 2D interfaces.The construction of 3D interface features is expected to significantly improve the interface bonding strength of the LMCs and enhance their elongation.The proposal of 3D interface also greatly enriches the design of interface construction.In future research,the relationship between interface bonding strength and structure of 3D interface should be deeply studied.In addition,the influence of the interface characteristics on the mechanical properties and deformation coordination mechanism will also become an important topic in this field.However,constructing and adjusting the 3D interface during the rolling process is a big challenge.
(8) Although different Mg/Al LMCs have been fabricated by roll-bonding,the selection of alloys has a certain degree of randomness.In the future,it is necessary to guide the alloy selection of Mg/Al LMCs based on application requirements.The relationship among roll-bonding,microstructure,interface structure and mechanical properties should be built.In the previous studies,more attention was paid to the evolution of the interface structure,while the regulation of the substrate microstructure (i.e.,grain size,texture,precipitates,etc.) is often neglected.How to achieve the improvement of the overall mechanical properties through the synergistic control of the substrate microstructure and the interface structure is very critical for the development and application of Mg/Al LMCs.
Acknowledgments
This work was supported by Guangdong Major Project of Basic and Applied Basic Research,No.2020B0301030006.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Effect of vibration on interfacial microstructure and mechanical properties of Mg/Al bimetal prepared by a novel compound casting
- Corrosion protection and mechanical properties of the electroless Ni-P-MOF nanocomposite coating on AM60B magnesium alloy
- Microstructure,mechanical properties and wear resistance of Ti particles reinforced AZ31 magnesium matrix composites
- In vitro evaluation of degradation,cytocompatibility and antibacterial property of polycaprolactone/hydroxyapatite composite coating on bioresorbable magnesium alloy
- Bending properties of extruded AZ91-0.9Ca-0.6Y alloy and their improvement through precompression and annealing
- Development and screening of (Ca-P-Si-F)-PEO coatings for biodegradability control of Mg-Zn-Ca alloys