铂合金玻纤漏板制造技术现状及发展趋势
2022-10-22马晓虎耿怀亮金英杰杨志先周泽华程观福
马晓虎,耿怀亮,金英杰,杨志先 *,周泽华,程观福
铂合金玻纤漏板制造技术现状及发展趋势
马晓虎1, 2,耿怀亮2,金英杰2,杨志先2 *,周泽华1,程观福2
(1. 河海大学 力学与材料学院,南京 211100;2. 英特派铂业股份有限公司,江苏 无锡 214194)
漏板是玻璃纤维工业中必不可少的纤维成型装置,在玻纤拉丝工艺中处于核心地位,普遍由耐高温熔融玻璃侵蚀的传统或弥散强化铂铑合金制成。在漏板的众多零部件中,底板与漏咀是决定玻纤产品质量的核心部件,需综合考虑多种因素进行严格设计;其制造方法主要分为分体装配法与整体成型法。近年来,高昂的铑价导致了漏板原材料“去铑化”;玄武岩纤维需求量的稳定增长使得对漏板性能与功能的要求不断提高。本文简述了漏板的工作环境、性能要求、结构设计、原材料与制造方法,并展望了漏板制造今后的发展趋势。
金属材料;铂铑合金;漏板;玻璃纤维
玻璃是一种无机非晶态材料,主要成分为二氧化硅、硼酸盐、铝酸盐等,虽然没有固定的熔点,但使其完全熔化也需要上千摄氏度的高温。高温熔融玻璃粘度高,侵蚀性极强,欲制造在这种恶劣环境下稳定工作的设备,铂及铂铑合金[1-2]是最佳材料选择。铂及铂铑合金在1500°C的高温下也不会与熔融玻璃液发生反应[3-4],并且能保持出色的力学性能与尺寸稳定性。
在玻璃纤维工业中,漏板是关键的纤维成型装置[5],主要采用传统铂铑合金、弥散强化铂及铂铑合金[6-7]制造漏板。熔融玻璃液由流液洞进入漏板后,通过其底部的漏咀流出并由拉丝机拉伸,从而形成直径达到微米级别的精细连续玻璃纤维,这些玻璃纤维在电子、交通、军事、信息、机械材料等领域发挥着举足轻重的作用[8-9]。
玻璃纤维的生产方法主要分为池窑拉丝法(直熔法)和坩埚拉丝法(再熔法)两大类[5, 10],坩埚拉丝法又分为陶土坩埚法和玻璃球坩埚法。陶土坩埚法生产出的玻璃纤维质量低劣,已被国家明令禁止使用[11];玻璃球坩埚法也较为罕见,只用于生产少数成分特殊的玻纤。目前大型玻纤生产厂家均主要采用池窑拉丝法,因此本文只介绍池窑拉丝漏板。
1 漏板的结构与设计
1.1 漏板的工作条件与性能要求概况
漏板工作时,其两端的电极接入电路通电,通过漏板的电流高达数十千安,漏板内部的温度保持在约1100°C~1450°C之间[12-15],流经漏板的熔融玻璃液也有极强的侵蚀性,因此漏板的工作环境相当恶劣。
漏板工作寿命要求较长,一般在1年左右[16-17]。在这样长的工作时间与上千摄氏度的工作温度下,漏板必然会发生高温蠕变[18-19]。当蠕变累积到一定程度后,会显著改变漏咀原有尺寸,从而直接改变玻璃纤维的直径,导致产品质量不合格。
流经漏板的熔融玻璃液中往往含有S、P、Fe、Si、Al等有害杂质。这些杂质在高温状态下会与铂及铂合金发生反应生成低熔点的合金产物,造成漏板报废,即所谓的漏板“中毒”[20]。
因此,对漏板材料物理与化学性质、力学性能的要求极高。漏板必须要有高的熔点、优异的高温化学稳定性、良好的延展性与可加工性、极强的耐熔融玻璃侵蚀性、抗高温蠕变能力以及适于拉丝作业的热电性能;而为了防止漏板中毒,也要严格限制玻璃原料的成分。
1.2 漏板的具体结构与传统设计
漏板的外形近似于槽型容器,实物图片如图1[9]所示。漏板主要结构包括:1) 堵头;2) 加强筋;3) 底板;4) 电极;5) 侧壁;6) 漏咀;7) 滤板;8) 法兰;9) 热电偶等,如图2[15]所示。
1) 底板。底板上有大量压制或焊接的漏咀,池窑拉丝漏板的漏咀数量通常在800~6000之间[21-22],且还有不断增加的趋势,目前已经开发出8000孔的漏板。各漏咀之间按照一定的规律进行排列,或呈平行四边形,或呈等腰梯形。大型漏板常在底板两端各留一小段狭窄区域不安装漏咀,以保证底板上的温度均匀分布,该区域称为光板。为避免贵金属用量过多,光板的宽度通常为10~20 mm。部分漏板在设计时为防止高温蠕变引起底板严重变形,会对底板进行压筋,即压出一道或几道拱形或方形沟槽。通常还会对底板进行折弯,即在底板的两侧上各取一小段相同的宽度进行翻折,使翻折面与底板呈90°角或钝角。大型漏板通常折弯两次,外加强筋(也称边条,即与底板平行的面,有时也会单独制造,并与底板的折弯面焊接,此时底板只折弯一次)上大多会进行钻孔,其目的同样是尽量减少贵金属用量。

图1 漏板的外形[9]

图2 漏板的结构示意[15]
2) 漏咀。玻璃纤维是熔融玻璃液从底板上的大量漏咀流出后拉丝成型的。一般要求漏咀内的最大温差不超过5°C[9],因此漏咀是影响玻璃纤维质量最关键的部位。其尺寸发生变化即意味着漏板报废,因此在设计时除需满足孔径小、长度小、出口壁薄、进口倒角等原则外,还应考虑一些其他因素。
漏咀的尺寸、玻璃液的粘度与液面高度及流量间的关系理论上满足泊肃叶公式[5]:
4/() (1)
式中,为单个漏咀上的流量,单位为g/h;为底板上方玻璃液的液面高度,为漏咀直径,为漏咀长度,单位均为mm;为玻璃液的粘度。
但在实际生产中,该公式并不完全成立,一般会根据生产经验来对其进行增加系数或改变参数指数的修正。根据生产经验,漏咀长度与其直径的比值一般会设计在2~3之间[4]。在设计漏咀孔径时,大型漏板两端漏咀的孔径通常略大于中间部分,这样能使两端的拉丝速率更快,避免熔融玻璃液在漏板两端堆积。漏咀还需有较高的抗润湿能力,即对熔融玻璃有较大的接触角[23],避免有熔融玻璃液滴滞留在漏咀内。此外,为避免纤维丝被拉断,漏咀孔径的尺寸还应小于纤维丝的临界牵伸比[20](漏咀孔径截面面积与玻璃纤维丝成型后截面面积比)。
3) 侧壁。位于漏板两侧的两块板,用于连接底板与其上方的部件。
4) 堵头。位于漏板两端的两块板,作用与侧壁相同,并与侧壁形成整体将漏板封闭。
5) 电极。将漏板接入电路的部件,在设计时应考虑最大工作电流和瞬时冲击电流条件下电极上的焦耳热与热应力[24]。
6) 滤板(网)。用于过滤掉熔融玻璃液中的细小颗粒或线状杂质。
7) 法兰。漏板顶部的一块板,其作用是使漏板能够与熔融玻璃液的流液洞紧密贴合。
8) 加强筋。安装于底板上用于防止其因高温蠕变而严重变形的部件。
9) 测温热电偶。用于监控漏板内部的温度,确保其在合理范围内。
1.3 漏板的有限元模型设计
由于漏板承受的机械荷载类型特殊,以及缺乏相关结构材料在高温下各项力学性能与电学性质的合适数据,因此漏板的设计制造主要依靠生产经验的总结[8-9],而缺乏严谨的理论支撑。近年来,德国Heraeus公司[18-19]与昆明贵金属研究所[15]都报道了漏板的有限元模型计算。Heraeus公司使用弹性壳单元模拟有限元模型。通过计算玻璃液的静水压力、漏板自重产生的应力、纤维张力引起的应力、不均匀的温度分布产生的热应力,以及在这些应力单独作用下出现的应力集中值与蠕变速率大小,找到了漏板内部的各处“弱点”,并发现改变某些部位的几何形状即可大幅度降低这些应力集中值与蠕变速率,并以这种方式优化了漏板设计。
但有限元模型设计自报道20年以来仍未被大规模采用,究其原因是该模型的建立与计算过于复杂,对研究人员的素质以及计算机软硬件的要求极高,且当漏板形状变化时有限元模型需重新进行模拟演算,效率较低,因而难以普及。
2 漏板材料
2.1 传统铂铑合金
对漏板材料最基本的要求是优异的高温化学稳定性与高温力学性能。研究早期人们因纯铂极高的高温化学稳定性而使用其制造漏板,但纯铂有以下不足:1) 硬度(HV)较低,室温下仅约50[13, 23],在高温下更会因晶粒显著长大而进一步软化,且加工硬化率也很低;2) 高温强度很低,1100℃下其抗拉强度仅有18 MPa[23];3) 抗高温蠕变能力较差。因此纯铂逐渐被铂铑合金取代。
铑是铂最稳定的固溶强化元素[23, 25],向铂中添加铑形成铂铑合金,能够大幅提高材料的硬度、高温强度以及耐腐蚀性。大量研究与应用都表明,铂铑合金具有独一无二的高温力学性能与高温化学稳定性,是制造漏板的理想材料。虽然随着铑质量分数的增加,铂铑合金的强度也会增加,但过高的铑质量分数会导致:1) 合金加工困难、损耗率高;2) 合金过硬,脆性变大,容易发生开裂。且铑的价格远高于铂,大大限制了其作为固溶强化合金元素的使用,因此用于制造漏板的铂铑合金,其铑含量一般都低于20%。
2.2 弥散强化铂合金
研究中期发现,通过弥散强化[26-30]能够获得高温力学性能更加优异的纯铂或铂铑合金。向铂或铂合金中添加氧化物形成元素并经过各道工序后后,这些氧化物颗粒会在合金基体内形成均匀分布的第二相,不仅能够使合金的结构稳定化,还能减轻应力腐蚀与杂质污染,从而提高合金的高温力学性能与抗蠕变能力。英国Johnson Matthey公司[31]于1970年代开发出ZGS (Zirconia grain stabilized)铂合金,即通过添加Zr来对铂合金进行弥散强化。熔炼时向熔融铂合金中加入Zr,铸锭经过热锻、冷轧、裁剪、粉末冶金、烘干、烧结、氧化、压制等工序后,ZrO2粒子会在合金内均匀分布。铂合金的晶粒也会具有高纵横比,并沿加工方向规则排列,从而使合金的强度与抗蠕变能力显著提高。采用ZGS铂合金制造漏板,能够大幅度减少加强筋数量,甚至完全不需要安装加强筋[22]。表1为ZGS铂及铂合金与传统铂及铂合金高温力学性能的比较[23, 32]。
表1 传统铂及铂合金与ZGS铂及铂合金的高温力学性能[23]

Tab.1 The mechanical properties at high temperature of classic Pt and Pt alloys compared with those of ZGS Pt and Pt alloy
*注:Pt-10Rh合金的蠕变速率在5 MPa的应力条件下测量。
1980年代,美国Engelhard公司研发了添加Y2O3弥散强化的ODS (Oxide dispersion streng- thened) 铂合金。德国Heraeus公司[33-34]于1990年代采用适量Zr、Y与微量Ca、Mg、Al元素作为强化剂,开发出DPH (Dispersion hardened) 铂合金。DPH Pt-10Rh合金中,氧化物在晶界与晶内的分布形貌如图3所示,表2列出了DPH铂及铂合金与传统铂及铂合金的一些高温力学性能[23]。
Rdzawski等[35]研究发现,添加了质量分数0.2%的Y并退火100 h后的Pt-10Rh合金,其晶粒尺寸是传统Pt-10Rh合金的1/5,因此高温强度提高了50%。

图3 DPH Pt-10Rh合金中的氧化物晶界(a)和晶面(b)分布形貌[23]
表2 传统铂及铂合金与DPH铂及铂合金的部分高温力学性能[23]
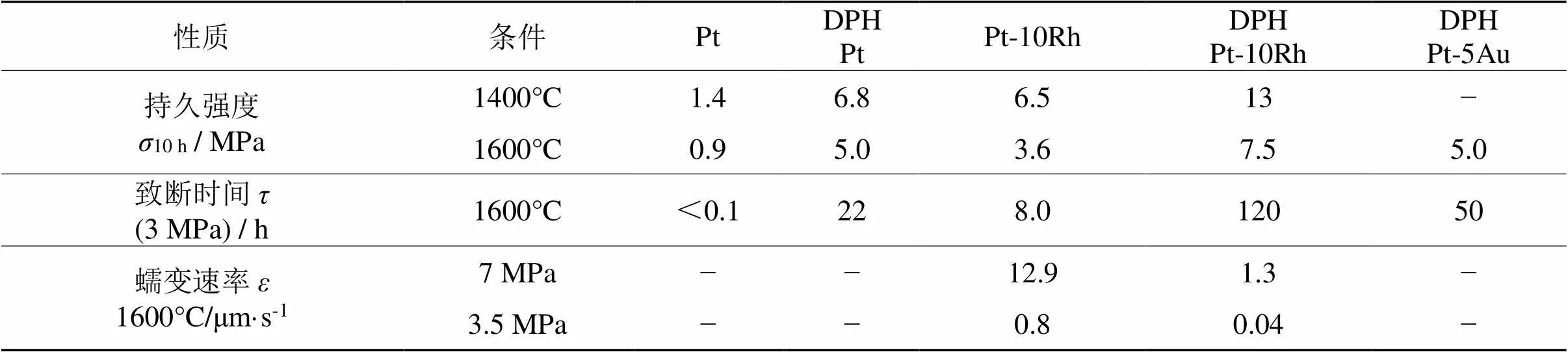
Tab.2 Some mechanical properties at high temperature of classic Pt and Pt alloys compared with those of DPH Pt and Pt alloys
2.3 含金的铂合金
生产连续玻璃纤维时,漏嘴材料抗熔融玻璃润湿的能力是需要考虑到的重要性能之一,该性能以熔融玻璃对材料的接触角大小表示,接触角越大,材料的抗润湿能力越强。若接触角过小,熔融玻璃容易在漏嘴处形成漫流,甚至导致相邻漏嘴流出的玻璃液相粘连。Pt-Au和Pt-Rh-Au合金有着极高的抗熔融玻璃润湿能力[36-39],是专门为生产玻璃纤维而研发的新型漏板材料。1200℃下,无碱玻璃对Pt-10Rh合金的接触角为35°,对Pt-10Rh-5Au合金的接触角高达80°[23]。而Pt-5Au合金更是一种可被称作是“完全不会被熔融玻璃润湿”的合金。弥散强化后的Pt-Au合金的高温强度与抗蠕变能力大幅提高[27, 40-41],采用该合金制造的漏板能够生产出直径细至6 μm的玻璃纤维,生产效率也高达90%。而使用传统铂铑合金制造的漏板,通常只能生产出直径在10~25 μm之间的玻璃纤维[23]。然而,由于金的熔点(1064°C)相比铂(1769°C)与铑(1966°C)较低,限制了Pt-Au与Pt-Rh-Au合金的最高使用温度,因此在实际生产中漏板材料仍以铂、铑为主,含金漏板并不常见。
2.4 用廉价高性能材料取代铂合金的尝试
由于铂及铂铑合金价格昂贵,人们一直试图寻找价格相对低廉的、能够在玻璃纤维工业中代替铂及铂合金的新型高性能材料,如陶瓷、镍基耐热合金或以钯部分或全部取代铂及铂铑合金[23],但所有努力均以失败告终,由此可见铂及铂铑合金在玻纤工业中独一无二的地位。事实上,铂及铂铑合金虽然价格昂贵,但可以反复通过回收旧产品进行提纯以实现再利用,从长远来看,使用铂及铂铑合金的成本并没有预想的那样高。
3 漏板制造方法与技术
3.1 底板与漏咀的制造
底板与漏咀是漏板的核心部件[42],其制造方法主要分为两大类:分体装配法与整体成型法。
3.1.1 分体装配法概述
分体装配法即分别制造好底板与漏咀后将其组装成整体。其优点是成本低、加工尺寸的灵活性高,对制造技术的要求也较低。但其工艺复杂,并且咀板之间的装配主要通过焊接相结合,而焊接易造成部件变形、产生高的热应力以及弥散强化材料强度下降等不良影响[21],因此装配后的漏板质量无法得到有效保证。
3.1.2 分体装配法工艺
一般通过对已加工好的板材进行钻孔或冲孔获得穿孔底板。钻孔能够获得规则的孔型,引起的底板变形程度小,但钻孔需要手工作业,因此效率低下,使用较少,而效率较高的冲孔得以广泛使用。
漏咀的外形分为锥形和柱形,柱形漏咀的强度低,生产效率低,偏心率高,加工损耗量高(高达1.5%),因此已基本被淘汰。目前漏咀形状多为锥形(内孔仍是柱形,见图4[43])。锥形漏咀的成型工艺主要有两种:
1) 数控加工法。即使用精密车床加工漏咀。该方法最显著的特征就是漏咀的尺寸一致性好、精度高,另外,漏咀的光洁度也较高,但其生产效率很低,加工损耗量也非常大。
2) 冷挤压法。不仅效率高,且经冷挤压成型的漏咀,不会产生偏心,壁厚均匀,内孔表面光滑。此外,冷挤压法制得的漏咀带有法兰,焊接时只需将漏咀的法兰边与底板焊接在一起,对漏咀内孔的尺寸形状影响较小。该方法缺点是漏咀精度略低于数控加工。近年来制造锥形漏咀时常见的冷镦工艺就是一种具有代表性的冷挤压工艺[42]。

图4 锥形漏咀的剖面图[43]
漏咀与底板的结合大多依靠焊接,方法多种多样,包括钎焊、激光焊、电子束焊、氢氧焊(已基本被淘汰)、氩弧焊、等静压法、扩散焊、扩散焊+激光焊、等离子弧焊等,其中激光焊、电子束焊、等静压法、扩散焊等技术虽然引起的咀板变形小,但都因设备昂贵、操作复杂、工艺要求高或容易发生渗漏等问题而较少被采用,而氩弧焊则因工艺简单、成本低、焊缝美观,应用最广。
3.1.3 整体成型法
整体成型法用于制造现代高强度大型漏板,在欧洲有着广泛应用,在国内则相对罕见。整体成型法生产效率高,生产的底板几乎不会发生渗漏,工作寿命长,漏咀的形状与尺寸也更加精确。整体成型法分为熔滴法、切削放电法和挤压法。其中前两种方法已基本被淘汰,目前主要采用的整体成型法是挤压法,但挤压法依赖精密模具(该模具的单元模块如图5[23]所示),因此对成本与技术都要求颇高。
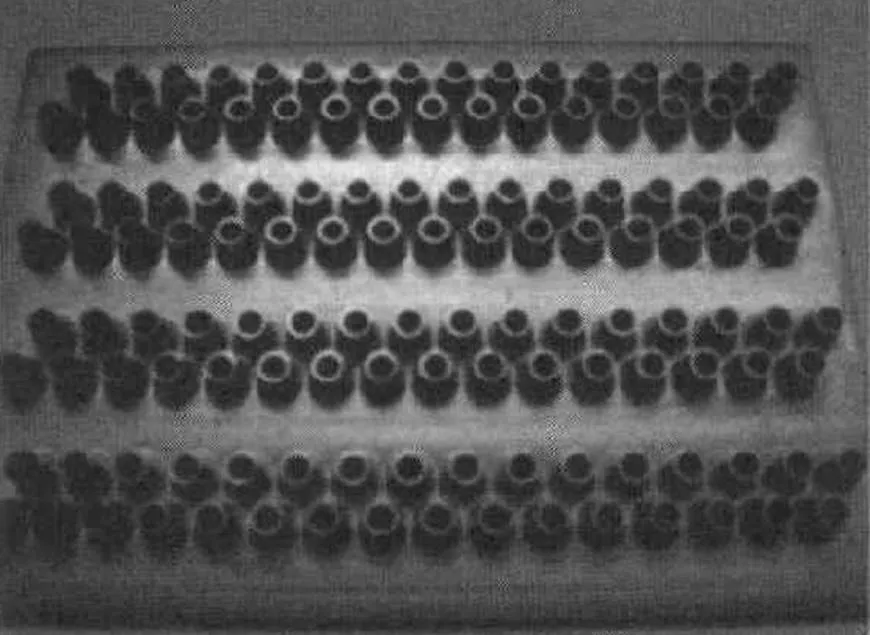
图5 挤压成型用模具的单元模块[23]
挤压法使用压机与精冲、深冲模具对铂铑合金底板坯料进行挤压。两种模具上模面都为平面,下模面上也都有大量凹孔,区别在于凹孔的尺寸形状。操作时,首先对底板坯料进行退火,然后使用精冲模具进行冲压;精冲后更换深冲模具再次进行冲压,咀板成型过程如图6[44]所示。另外,为保证坯料具有较好的塑性与较低的变形抗力,防止其在冲压过程中发生开裂,坯料在冲压前应处于完全退火态,甚至有时在冲压过程中还需辅以中间退火[23]。

图6 挤压法整体成型过程[44]
3.2 漏板其他部件的制造及总装
相较于底板与漏咀,漏板其他零部件的加工工艺相对简单,通过对已加工好的板材、条料、丝材、管材等各种型材进行裁剪、折弯、铣削或冲孔即可获得。各部件制造完成后,一般采用焊接并按照一定顺序进行总装,总装过程中要多次检查焊缝(喷涂着色渗透剂)及校平底板。总装完成后进行退火,退火后再对漏板整体进行整形即获得成品漏板。
4 漏板制造的发展趋势
由于对玻纤产品的要求不断提高,漏板的发展趋势长期以来都是以多孔数(产量更高)、小漏咀孔径(纤维更细)、更耐高温为方向,不断对其结构与设计进行优化,但近年来漏板也呈现出一些其他发展趋势。
4.1 漏板材料“去铑化”
目前,漏板制造中比较明显的一个趋势是原材料“去铑化”。近年来,汽车尾气排放标准的日益提高使铑呈现出供不应求的局面(铑是制作汽车尾气净化催化剂的主要原材料之一[45]),导致铑价急剧增长,2021年4月,铑价(人民币)已经由2016年的不到200元/g上涨到约7600元/g。如此高昂的铑价,使得相关企业不得不考虑降低漏板中铑的含量或完全不使用铑。Heraeus和英特派铂业等公司针对这一市场现状,于2021年初推出了新一代弥散强化工艺,采用内氧化技术与纳米技术对纯铂及低铑含量的铂合金进行强化,使其在1400°C的高温下仍能保持高强度与高韧性,并提高了该材料的焊接及加工性能,从而使漏板的生产成本得到了大幅降低。以一块Pt-10Rh漏板为例,按照2021年10月的铂价与铑价,分别约为每盎司1000美元和15000美元,若使用纯铂制作则原材料成本能够降低58%。
4.2 玄武岩纤维拉丝漏板
玄武岩纤维具有优异的耐热性、电绝缘性、化学稳定性和耐酸碱腐蚀性。其弹性模量、蠕变断裂应力等力学性能指标也优于普通玻璃纤维,蠕变速率约为芳纶纤维的1/4,工艺能耗约为碳纤维的1/16[46],且对环境无污染。在军工、建筑、海洋工程、特高压电输送等领域有着广泛的应用,被称为新型无机绿色高性能纤维材料[47],是目前大力研发的玻纤产品之一。但玄武岩熔点高,其熔体粘度大、透热性差、易析晶[48],容易堵塞漏板,导致拉丝中断,因此对玄武岩纤维拉丝漏板性能的要求比普通玻纤漏板更加严苛。
2017年,浙江金石玄武岩纤维股份有限公司[49]开发了一种用于连续玄武岩纤维拉丝的加固型大漏板。该漏板具有梯形状流液槽,底板、侧壁等部位设有多个管状加强筋,共同构成立体网状加固系统,该系统中又设有测温热电偶;该漏板的底板上可安装800孔及以上孔数且规则排列的漏咀。
2020年7月,广安玄武岩连续纤维产业实现行业领域重大跨越[50]。在此之前,玄武岩纤维行业内普遍使用1200孔漏板进行拉丝,每日产量不足0.6万吨,而新发明的2400孔漏板的日产量可超过1.5万吨,使生产能耗显著降低、生产效率大幅提高。
5 结语
目前国内外漏板的寿命普遍都在一年左右。除研发新型材料、制造技术外,规范管理也是延长漏板寿命的重要手段[20]。我国咀板等核心漏板部件的制造方法仍以分体装配法为主,相比欧美等国的整体成型法产品有一定差距,相关研究机构需致力研发以打破国外企业在技术与设备上的垄断。
近年来高昂的铑价导致了“去铑化”的趋势,最近使用新一代弥散强化纯铂代替铂铑合金作为漏板原材料的尝试已经成功,该成果对于玻纤漏板领域是一次巨大飞跃,未来随着该项技术的逐步成熟,漏板的生产成本将会大幅降低,高价值铑资产也将投入流通市场,发挥更大价值。
[1] 高建枢. 玻璃纤维工业与铂铑金属[J]. 玻璃纤维, 2009(5): 34.
GAO J S. Glass fiber industry and platinum & rhodium metal[J]. Fiber Glass, 2009(5): 34.
[2] CHRISTOPHE C. Platinum group metals in glass making [J]. Platinum Metals Review, 2010, 54(3): 186.
[3] 宁远涛. 铂与铂铑合金的高温强化[J]. 贵金属, 1984, 5(2): 39-45.
[4] 李小甫. 铂材料的应用及其强化[J]. 有色金属, 2004, 56(3): 22-25.
LI X F. Strengthening methods and application of platinum materials[J]. Nonferrous Metals, 2004, 56(3): 22-25
[5] 陈松, 张昆华, 张吉明, 等. 玻璃纤维工业用铂基漏板的结构、制造和发展[J]. 贵金属, 2010, 31(3): 70.
CHEN S, ZHANG K H, ZHANG J M, et al. Structure, manufacture and development of platinum-based bushing used in glass fiber industry[J]. Precious Metals, 2010, 31(3): 70.
[6] KATHARINA T, CHRISTIAN H L, RAINER V. High temperature strengthening mechanisms in the alloy platinum-5%rhodium DPH[J]. Platinum Metals Review, 2011, 55(4): 217.
[7] SU Z H, PENG X D, XIE W D, et al. High temperature performance of dispersion strengthened Pt-3Rh alloy[J]. Rare Metal Material, 2012, 41(3): 402.
[8] LOEWENSTEIN K L. The manufacturing technology of continuous glass fibers[M]. New York: Elsevier Scientific Publishing, 2008: 302.
[9] 张耀明, 李巨白, 姜肇中. 玻璃纤维与矿物棉全书[M]. 北京: 化学工业出版社, 2001.
[10] 瞿阳, 刘爱民. 大漏板的结构及其分析[J]. 玻璃纤维, 1993(5): 34.
[11] 左杰. 用陶土坩埚法生产的玻璃纤维都是劣质产品[J]. 玻璃纤维, 2002(2): 11-13.
ZUO J. Glass fiber produced with clay crucibles are all inferior in quality[J]. Fiber Glass, 2002(2): 11-13.
[12] BENNER L S, SUSUKI T, MEGURO K, et al. Precious metals science and technology[M]. Austin in USA: The International Precious Metals Institute, 1991.
[13] 黎鼎鑫, 张永俐, 袁宏鸣. 贵金属材料学[M]. 长沙: 中南工业大学出版社, 1991.
[14] 孙加林, 张康侯, 宁远涛, 等. 贵金属及其合金材料[M]. 北京: 北京工业出版社, 2001: 616.
[15] 杨兴无, 李小甫. 池窑拉丝漏板制造方法与发展方向[J]. 玻璃纤维, 2007(3): 21-25.
YANG X W, LI X F. Direct-melt bushing fabrication methods and development direction[J]. Fiber Glass, 2007(3): 21-25.
[16] 章桥新, 张东明, 贾世骢. 玻纤拉丝漏板材料铂的强化研究[J]. 材料导报: 1995(4): 24-26.
ZHANG Q X, ZHANG D M, JIA S C. The study on strengthened platinum used as glass fiber baseplate[J]. Material Reports, 1995(4): 24-26.
[17] STOKES J. Platinum in the glass industry[J]. Platinum Metals Review, 1987, 31(2): 54-62.
[18] VOLKL R, FISCHER B, LUPTON D, et al. Finite element modelling of strains and stresses in platinum alloy bushings for textile glass fiber production[J]. Glass Science and Technology, 2001, 74(5): 142-151.
[19] VOLKL R, FISCHER B, GHOLKE D, et al. FEM-modeling of the creep behavior of platinum alloys for the glass industry[C]//23rd International Precious Metals Conference, Acapulco, Mexico, 1999: 105.
[20] 傅仲华. 连续玻璃纤维实用成型技术[M]. 广州:精确成形技术工作室, 2015.
[21] 陶涛. 高孔位玻纤漏板制作的国产化研制[D]. 长春: 长春理工大学, 2005.
TAO T. The research on the glass fiberizing bushing with many holes[D]. Changchun: Changchun University of Science and Technology, 2005.
[22] 付仲华. 池窑拉丝大型漏板应用技术[J]. 玻璃纤维, 1996(1): 26-30.
[23] 宁远涛, 杨正芬, 文飞. 铂[M]. 北京: 冶金工业出版社, 2010.
[24] 陈松, 陆建生, 管伟明, 等. 玻纤工业中铂基漏板的设计和优化方法的研究进展[J]. 材料导报, 2013, 27(2): 55-59.
CHEN S, LU J S, GUAN W M, et al. Research progress on the design and optimization method for platinum based bushing used in glass fiber industry[J]. Material Reports, 2013, 27(2): 55-59.
[25] SAVITSKY E, POLYAKOVA V, GORINA N, et al. Physical metallurgy of platinum metals[M]. New York: Hemisphere Publishing Corp, 1989: 230.
[26] 熊易芬, 谢自能, 钱琳. 弥散强化铂材料的研究[J]. 贵金属, 1984, 5(2): 12-18.
[27] 熊易芬. 弥散强化铂材料的发展历史及研究状况[C]//侯树谦. 昆明贵金属研究所成立七十周年论文集. 昆明: 云南科技出版社, 2008: 190-198.
[28] SELMAN G L, DAY J G, BOURNE A A. Dispersion strengthened platinum[J]. Platinum Metals Review, 1974, 18(2): 46-57.
[29] SELMAN G L. Dispersion strengthened platinum-rhodium [J]. Platinum Metals Review, 1976, 20(3): 86-92.
[30] MCGRATH R B, BADCOCK G C. New dispersion strengthened platinum alloys[J]. Platinum Metals Review, 1987, 31(1): 8-11.
[31] Johnson Matthey Co Ltd. Dispersion strengthening of platinum group metals, platinum group metal based alloys, gold and gold based alloys: UK 1340076[P]. 1973-12-05.
[32] 李凤, 唐会毅, 吴保安, 等. 弥散强化对铂基材料拉伸性能的影响[J]. 贵金属, 2020, 41(2): 1-6.
LI F, TANG H Y, WU B A, et al. Effect of dispersion-strengthened on tensile properties of platinum-based materials[J]. Precious Metals, 2020, 41(2): 1-6.
[33] Heraeus Gmb H W C. Dispersion strengthened platinum alloy and a method for its production: DE 19714365A1[P]. 1998-10-15.
[34] Heraeus Gmb H W C, Co K G. Gold-free platinum material dispersion strengthened by small, finely dispersed particles of base metal oxide: US 945856[P]. 2002-03-16.
[35] RDZAWSKI Z M, STOBRAWA J P. Microstructure and properties of the new Pt-Rh based alloys for high-temperature applications[J]. Journal of Material Processing Technology, 2004, 153/154: 681-687.
[36] SELMAN G L. The wetting of platinum and its alloy by glass(I): Contact angle determination between glass and pure platinum[J]. Platinum Metals Review, 1965, 9(3): 92-98.
[37] SELMAN G L, SPENDER M R, DARLING A S. The wetting of platinum and its alloy by glass(II): Rhodium-platinum alloys and influence of gold[J]. Platinum Metals Review, 1965, 9(4): 130-135.
[38] SELMAN G L, SPENDER M R, DARLING A S. The wetting of platinum and its by glass(Ⅲ): Microstructure and mechanical properties of gold-rhodium-platinum alloys[J]. Platinum Metals Review, 1966, 10(2): 54-59.
[39] 宁远涛, 邓德国, 王永立. 玻纤漏板材料Pt-Rh-Au合金研究(I): 熔融玻璃对Pt-Rh-Au合金的接触角[J]. 贵金属, 1981, 2(2): 10-15.
[40] 宁远涛, 邓德国, 王永立. 玻纤漏板材料Pt-Rh-Au合金研究(Ⅲ): Pt-Rh-Au合金的高温强度及电阻膨胀系数[J]. 贵金属, 1982, 3(1): 35-38.
[41] 宁远涛, 邓德国, 王永立. 玻纤漏板材料Pt-Rh-Au合金研究(II): Pt-Rh-Au合金的结构与工艺特性[J]. 贵金属, 1981, 2(3): 24-28.
[42] 杨兴无. 铂铑合金漏板制造技术现状及发展趋势[C]//全国玻璃纤维专业情报信息网第三十次工作会议暨信息发布会会刊, 2009: 52.
[43] 杨兴无, 纪周礼. 池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计[J]. 贵金属, 2006, 27(3): 54-57.
YANG X W, JI Z L. Cold upsetting technology and die design for manufacture of conical tip of platinum alloy bushing in fiberglass production[J]. Precious Metals, 2006, 27(3): 54-57.
[44] HEYWOOD A E, BENEDEK R A. Dispersion streng- thened platinum[J]. Platinum Metals Review, 1976, 20(3): 86-92.
[45] 张福元, 卢苏君. 堇青石型废汽车尾气催化剂回收铂族金属研究进展[J]. 稀有金属材料与工程, 2021, 50(9): 3388-3398.
ZHANG F Y, LU S J. Research progress on recovery of platinum group metals from spent automotive catalysts supported on cordierite[J]. Rare Metal Materials and Engineering, 2021, 50(9): 3388-3398.
[46] 孙哲, 余黎明. 玄武岩纤维的发展现状及前景分析[J]. 新材料产业, 2019(1): 16-20.
SUN Z, YU L M. The development state and prospect analysis of basalt fiber[J]. Advanced Materials Industry, 2019(1): 16-20.
[47] 张颖, 蔡蕾. 玄武岩生产设备漏板技术国内外专利研究进展[J]. 精细与专用化学用品, 2018, 26(12): 1-4.
ZHANG Y, CAI L. Patent research progress for leakage plate technology of basalt fiber production at home and abroad[J]. Fine and Specialty Chemicals, 2018, 26(12): 1-4.
[48] 霍倩, 刘姝瑞, 谭艳君, 等. 连续玄武岩改性方法的进展[J]. 纺织科学与工程学报, 2021, 38(1): 73-78.
HUO Q, LIU S R, TAN Y J, et al. Research progress on the modification methods of continuous basalt fiber[J]. Journal of Textile Science and Engineering, 2021, 38(1): 73-78.
[49] 浙江石金玄武岩连续纤维股份有限公司. 一种生产连续玄武岩纤维拉丝用的加固型大漏板: 107021618A[P]. 2017-08-08.
[50] 申桂英. 世界首条玄武岩纤维2400孔漏板拉丝智能化池窑生产线在广安点火[J]. 精细与专用化学品, 2020, 28(7): 29.
The manufacturing technology status and development trend of platinum alloy glass-fiber bushings
MA Xiao-hu1, 2, GENG Huai-liang2, JIN Ying-jie2, YANG Zhi-xian2 *, ZHOU Ze-hua1, CHENG Guan-fu2
(1. College of Mechanics and Materials, Hohai University, Nanjing 211100, China; 2. International Platinum Co. Ltd., Wuxi 214194, Jiangsu, China)
Abushing is an essential fiber forming device in the glass fiber industry, and it plays a critical role in the glass fiber drawing process. It is generally made of classical or dispersion-strengthened platinum-rhodium alloys that are resistant to high-temperature melting glass erosion. Among the many components of bushings, the baseplates and tips are the core ones that determine the quality of glass fiber products, and it is necessary to comprehensively consider various factors for rigorous design. The manufacturing methods of bushings include the split assembly method and the integral molding method. Recently, the high rhodium price has led to the “de-rhodium” of the bushings materials, and the steady growth in the demand for basalt fiber has made the requirements for bushings with better performance and functions. This paper reviewed the working circumstances, performance requirements, structure design, raw materials and manufacturing methods of bushings, and the future development trends of bushings were prospected.
metal material; platinum-rhodium alloy; bushing; glass fiber
TG146.3
A
1004-0676(2022)03-0089-08
2021-12-06
马晓虎,男,硕士研究生。研究方向:金属材料。E-mail:m122290760@sina.com
杨志先,女,工程师。研究方向:金属材料。E-mail:zxyang@wxitp.com
