活性剂对铁素体不锈钢A-TIG接头熔深及组织性能研究
2022-10-20朱嘉文李佳杨成刚吴集思张鑫
朱嘉文,李佳,杨成刚,吴集思,张鑫
活性剂对铁素体不锈钢A-TIG接头熔深及组织性能研究
朱嘉文1,李佳2,杨成刚1,吴集思1,张鑫1
(1.南昌航空大学 焊接工程系,南昌 330063;2.陆军航空兵学院,航空机械工程系,北京 101123)
选用430铁素体不锈钢作为研究对象,对比研究添加SiO2、TiO2、Cr2O3和未添加活性剂对A-TIG焊接接头显微组织和力学性能的影响。采用3种活性剂涂覆在430铁素体不锈钢上进行A-TIG试验,分析活性剂对接头熔深、组织、性能、元素含量的影响情况。同一焊接工艺参数下,活性剂的加入均能提高焊缝的熔深和深宽比,减少熔宽;其中,SiO2为活性剂时获得了最佳的焊缝几何形貌。同时,对比常规TIG焊接(未添加活性剂)接头的显微组织及力学性能可知,活性剂的加入并未改变焊接接头的显微组织且无新相的生成;活性剂的添加能够细化接头组织,从而使得接头硬度有所提高。活性剂的加入能够显著增加铁素体不锈钢TIG焊缝熔深,改善接头组织,提高接头硬度。
铁素体不锈钢;A-TIG;焊缝熔深;微观组织;硬度
铁素体不锈钢(FSS)因具有更低的热膨胀系数及较低的价格,在一些相关领域能够较好地替代奥氏体不锈钢的应用,尤其是在汽车排气系统中[1-7]。然而对其进行焊接时,焊缝热影响区容易发生过度长大,从而导致焊缝接头性能下降,极大限制了中厚板铁素体不锈钢的应用和发展,故焊接时需严格控制其热输入。钨极氩弧焊(TIG)是铁素体不锈钢常用焊接方法之一,但单道熔深较浅(≤3 mm),使得该工艺的生产效率较低。
为提高铁素体不锈钢的TIG焊接生产效率,20世纪60年代,巴顿焊接研究所提出了一种名为A-TIG的焊接工艺[8-16],即在TIG焊接的基础上,焊前在工件表面用刷子沉积一层带有溶剂(丙酮或酒精)的活性剂,干燥后再进行焊接。随后,大量科研工作者采用此焊接工艺对铁素体不锈钢进行了相关研究[17-18]。其中,蔡静[19]采用A-TIG焊接方法对2 mm厚430铁素体不锈钢进行了焊接,并对接头显微组织及力学性能进行了研究。结果表明,Cr2O3活性剂的加入能够显著降低临界熔透电流,增加焊缝熔深,而且焊接接头显微组织及力学性能与常规TIG所获焊接接头类似,并无显著差异。同时,胡绳荪等[20]采用A-TIG焊对3 mm厚430铁素体不锈钢进行焊接,并选用了常见的氧化物和卤化物进行单一组分对照试验。研究表明,氧化物活性剂增加焊缝熔深的效果更为显著,最佳活性剂可使焊缝熔深达到传统TIG焊的2.46倍。组织结果和力学性能测试显示,与TIG焊缝相比,使用活性剂后焊缝中的铁素体晶粒尺寸略有减小,但硬度和拉伸强度变化不大。此外,周仕远[21]针对3 mm厚430铁素体不锈钢,对比研究了等离子焊和TIG焊两种焊接方法,并分析了2种焊接接头的显微组织、力学性能及耐腐蚀性能。研究结果表明,采用TIG所获焊缝由铁素体和生长在其晶界处的板条状马氏体组成,且当焊接速度为160 mm/min时,焊缝中的马氏体含量最高。随着焊接速度的增大,热影响区中粗晶区和细晶区晶粒尺寸均减小。采用等离子焊所获焊缝由中心较大的胞状晶和边缘的柱状晶组成,均为较粗大的铁素体组织和钉扎在铁素体晶界中一定量的板条状马氏体组织,热影响区组织由粗晶区和细晶区组成,且出现明显的分界线,从而导致其力学性能降低。由此可知,采用A-TIG焊可对厚度较薄的430铁素体不锈钢进行焊接,而对于较厚的铁素体不锈钢(厚度≥5 mm)焊接的研究尚未见相关报道。
文中选用厚度为6 mm的铁素体不锈钢作为研究对象,并采用A-TIG焊接方法对其进行单道焊接,探究单一活性剂种类对430铁素体不锈钢A-TIG焊接接头的熔深、显微组织及硬度的影响行为,为430铁素体不锈钢活性剂的研制和工业应用提供理论指导。
1 试验
1.1 材料
试验选用市场所售430铁素体不锈钢作为研究对象,尺寸为100 mm×50 mm×6 mm,其化学成分如表1所示。由母材金相显微组织可知,母材由单一铁素体组成,如图1所示。采用市面上常见的单一氧化物SiO2、TiO2、Cr2O3作为活性剂。
表1 430铁素体不锈钢的化学成分

Tab.1 Chemical composition of 430 ferritic stainless steel wt.%

图1 430铁素体不锈钢母材金相图
1.2 方法
焊前采用角磨机对焊板表面进行打磨,以去除其表面的氧化物和毛刺,然后对其表面进行化学清洗去除待焊区的油污,并晾干待用。同时,将无水乙醇与活性剂粉末按一定比例调配成糊状溶液,并用毛刷将糊状活性剂溶液涂覆在待焊区表面,涂层宽度大于20 mm,涂层厚度遮住金属表面光泽即可,待活性剂涂层干燥之后才可进行焊接。焊接试验在日本产AD-GP300型交流、直流、脉冲三用TIG焊机上进行,使用的焊接工艺参数为:焊接电流125 A,焊接速度100 mm/min,氩气流量15 L/min,钨极直径3.2 mm,焊枪角度90°。
采用电火花线切割机对焊后试样焊缝中间进行切割,以制取金相试样;并依次使用120#、240#、400#、800#、1000#、1500#、2000#、3000#金相砂纸对其进行打磨,待试样表面无明显划痕后,采用颗粒度为2.5 µm的金刚石抛光剂进行抛光,抛光后采用FeCl3(5%HCl)腐蚀液对试样进行腐蚀,腐蚀时间15 s,即得到金相试样。随后采用MR5000型倒置金相显微镜对其进行显微组织观察。焊缝处硬度测试在401MVD数显显微维氏硬度计上进行,试验载荷为200 g,每个测试点间距为0.5 mm,具体硬度测试采点图如图1所示;采用Phenom公司生产的Phenom-XL台式扫描电子显微镜 (Field Scanning Electron Microscope, FSEM) 对焊缝区显微组织形貌进行观察,并借助其附带的能谱仪(EDS)对不同区域进行能谱分析。

图2 接头硬度测试示意图
2 结果与分析
2.1 单一活性剂对430铁素体不锈钢A-TIG焊缝熔深的影响
图3为430铁素体不锈钢表面未涂覆和涂覆不同种活性剂焊后所获焊缝的金相显微组织。由图3可显著观察到,较未涂覆活性剂而言,单一活性剂的涂覆均能在一定程度上增加焊缝的熔深及减少熔宽。活性剂SiO2和Cr2O3的加入能够显著增加焊缝的熔深,而TiO2增加效果则不显著,具体如图3b—d所示。其中,与Cr2O3相比,SiO2对焊缝几何形状的影响更大。这主要归因于活性剂SiO2和Cr2O3熔点和沸点的差异,焊接过程中熔点(1 713 ℃)较低的SiO2颗粒更易发生受热解离,从而致使熔池中产生更多的游离氧[O][22];且SiO2的沸点较低,有利于SiO2活性剂在焊接过程中的蒸发,从而导致更好的电弧收缩。
同时,与未涂覆活性剂的常规TIG焊缝组织对比可发现,涂覆不同活性剂的A-TIG焊缝组织并未发生改变(均为单一铁素体组织),且焊缝熔合区为垂直焊缝边缘、向焊缝中心生长的柱状晶组织。这是因为焊接过程中晶体较易形核于焊缝边缘处,并以此为晶核不断向焊缝中心生长,最易长大的方向与散热最快的方向(或温度梯度方向)一致,最有利于晶粒长大,晶粒一直向熔池中心生长,从而形成粗大的柱状晶;而在焊接热影响区形成了较小的铁素体组织。试验结果表明,活性剂的加入并未改变熔池的凝固过程。焊缝熔深增加、熔宽减小这一现象的产生可归因于电弧收缩和熔池Marangoni对流的逆转的发生[23-25]。传统TIG焊接中焊缝熔池边缘的表面张力高于中心,导致熔化的金属向外流动,形成宽而浅的焊缝;而随着活性剂的加入,靠近焊缝池中心区域的表面张力比边缘区域高,从而导致焊缝深而窄。这与Tseng[26]的研究结果一致。

图3 430铁素体不锈钢A-TIG焊缝的宏观组织
为更加直观地明确活性剂种类对焊缝几何形貌的影响规律,对焊缝熔深及熔宽进行相关测量,并计算其深宽比,每组数据测量6次,取平均值为最终结果,具体结果见图4。由图4可观察到,活性剂对焊缝的熔深、熔宽及深宽比存在不同程度的影响。未涂覆活性剂时焊缝的熔深为2.40 mm,熔宽为10.95 mm,深宽比为0.219;涂覆TiO2活性剂的焊缝熔深(2.63 mm)、熔宽(10.77 mm)及深宽比(0.244)变化较小;而Cr2O3和SiO2活性剂的加入能够显著改变焊缝的几何形貌,涂覆SiO2活性剂时焊缝的几何形貌改变最大,熔深为4.95 mm,熔宽减少至10.42 mm,深宽比高达0.475,呈现出典型的“V”型接头。由此可知,文中所用活性剂均能在一定程度上提高焊缝熔深及降低熔宽,其中,SiO2能显著影响430铁素体不锈钢焊缝的几何形貌。同时,对比未涂覆活性剂与涂覆SiO2所获焊缝的形貌可发现,与常规TIG相比,涂覆SiO2所获焊缝的熔深与深宽比均提高了200%以上,若能合理应用到430铁素体焊接工艺中将大幅提高焊接效率。

图4 单一活性剂对430铁素体不锈钢熔深、熔宽、深宽比的影响
2.2 单一活性剂对430铁素体不锈钢A-TIG焊缝显微组织的影响
2.2.1 对430铁素体不锈钢A-TIG焊缝熔合区组织的影响
图5为430铁素体不锈钢A-TIG焊缝的显微组织金相图,其中,图5a为未涂覆活性剂的焊缝熔合区金相组织图,图5b—d分别为涂覆SiO2、Cr2O3、TiO2的焊缝熔合区金相组织图。由熔合区金相组织图可知,未涂覆活性剂与涂覆不同种类活性剂焊缝的熔合区具有相同的组织状态,焊缝熔合区组织均由铁素体组织和铁素体晶界处生长的板条马氏体组织组成。这是因为焊接过程中430铁素体不锈钢被快速加热至奥氏体状态后被快速冷却至室温,该过程常发生无扩散型相变,即马氏体转变[27]。根据马氏体的形态,可将马氏体分为板条状马氏体和片状马氏体,430铁素体不锈钢焊缝中马氏体形态多以铁素体晶界处生长的板条马氏体组织组成。此外,对比图5b—d与图5a可发现,加入活性剂后焊缝熔合区铁素体的晶粒尺寸存在一定程度的减小,由此可知,活性剂的加入还能够细化焊缝熔合区的晶粒尺寸。
2.2.2 对430铁素体不锈钢A-TIG焊缝热影响区组织的影响
图6为430铁素体不锈钢A-TIG热影响区的显微组织金相图,其中,图6a为常规TIG热影响区金相组织图,图6b—d分别为添加SiO2、Cr2O3、TiO2活性剂的焊缝热影响区金相组织图。由图6可显著观察到,未涂覆活性剂与涂覆不同种活性剂焊后所获焊缝热影响区均由粗大的铁素体组织、铁素体晶粒边界处由高温奥氏体转变生成的连续马氏体组织和铁素体晶界内“胡椒粉”状的相组织组成。与常规TIG热影响区组织对比,活性剂的加入并未显著改变焊缝热影响区的显微组织及相组成,且铁素体晶粒也未过度长大;最大的区别在于铁素体晶界内“胡椒粉”状相组织的数量及形貌差异。随着活性剂的加入,“胡椒粉”状的相组织数量存在不同程度的增加,相组织尺寸也随之增大。由相关研究可知[28],热影响区铁素体晶界内“胡椒粉”状相组织是冷却时形成的碳化物、碳氮化物或氮化物。
2.2.3 对430铁素体不锈钢A-TIG接头硬度的影响
对焊接接头进行显微硬度测试,具体结果如图7所示。由显微硬度曲线可显著观察到,430铁素体不锈钢A-TIG接头的显微硬度分布趋势与常规TIG焊缝相同,硬度曲线呈“马鞍形”分布。430铁素体不锈钢母材的显微硬度介于150HV~160HV之间,当未涂覆活性剂时,硬度在焊缝熔合线附件获得最大值(223HV),焊缝中心区的平均硬度为170HV。由此可知,焊接接头的显微硬度高于母材的显微硬度,这是因为焊接过程中生成了硬度较大的板条状马氏体。涂覆TiO2活性剂的接头焊缝硬度最大为242HV,焊缝中心区平均硬度为177HV;涂覆Cr2O3活性剂的接头焊缝硬度最大为243HV,焊缝中心区平均硬度为170HV。而涂覆SiO2活性剂的接头焊缝硬度最大值高达246HV,且焊缝中心区硬度介于180HV~220HV之间,但焊缝中心区硬度波动较大。其主要原因为熔点较低的SiO2活性剂的加入使得焊接过程中电弧的收缩及熔池温升较大,促使金属碳化物析出,从而加大了焊缝硬度波动。此外,由图7还可观察到,涂覆活性剂的接头硬度均比未涂覆活性剂的接头整体略高。这是由于活性剂具有细化晶粒作用,如图5和图6所示。

图5 430铁素体不锈钢A-TIG焊缝的显微组织金相图

图6 430铁素体不锈钢A-TIG热影响区的显微组织金相图
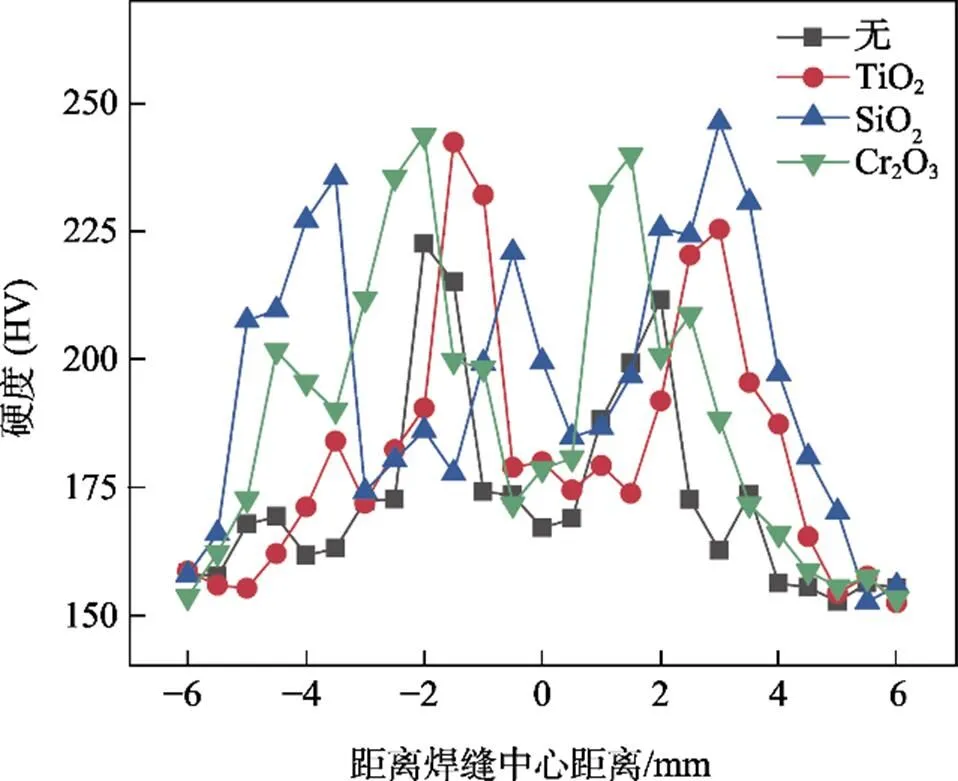
图7 430铁素体不锈钢A-TIG接头硬度
2.2.4 SEM和EDS分析
为进一步探明活性剂的加入对材料物相的影响行为,对430铁素体不锈钢未涂覆活性剂和涂覆SiO2的焊缝进行SEM微区元素分析,具体如图8所示。由图8a和图8c可知,涂覆SiO2的430铁素体不锈钢A-TIG焊缝组织与常规TIG焊所获组织一致,这与之前宏观金相、微观金相组织研究具有相似的结果。同时,对2种条件下所获接头进行微区EDS元素分析可知,未涂覆活性剂和涂覆SiO2的焊缝主要元素都是Fe和Cr。未涂覆活性剂焊缝元素百分比为:Fe 83.50%,Cr 16.20%(如图8 b所示);涂覆SiO2活性剂焊缝元素百分比为:Fe 81.24%,Cr 15.80%,O 2.56%(如图8d所示)。使用活性剂前后焊缝Fe元素的含量变化为2.26%,Cr元素的含量变化为0.4%,焊缝的两种主要元素变化量均较小;而加入活性剂后在焊缝熔合区还检测到微量O元素的存在,说明活性剂中的O元素还有一部分随着焊接过程进入焊缝中。由此可知,430铁素体不锈钢TIG焊接过程中活性剂的加入并未大幅改变析出相的组成及相的元素含量,仅改变了焊缝的几何形貌,将其合理运用到实际生产或者工业应用中将极大地提高430铁素体不锈钢TIG焊接效率。

图8 430铁素体不锈钢焊缝的显微组织及元素分析
3 结论
1)试验所用活性剂的加入均能在一定程度上提高430铁素体不锈钢TIG焊缝熔深及减少熔宽。其中,加入SiO2活性剂获得了最佳的焊接效果,焊缝熔深达4.95 mm,熔宽为10.42 mm,深宽比高达0.475;较常规TIG焊而言,其熔深、深宽比提高了近200 %。
2)430铁素体不锈钢A-TIG焊接所获接头焊缝的热影响区和熔合区显微组织与常规TIG焊缝组织拥有高度的一致性。焊缝熔合区组织均由铁素体组织和板条马氏体组织组成,焊缝热影响区均由粗大的铁素体组织、铁素体晶粒边界处由高温奥氏体转变生成的连续马氏体组织和铁素体晶界内“胡椒粉”状的相组织组成,仅晶界内相的数量及形貌存在细微差异。
3)较常规430铁素体不锈钢TIG焊接头硬度而言,活性剂的添加能够不同程度地提高接头显微硬度。其中,SiO2活性剂的添加使焊缝热影响区硬度值提升约20HV,焊缝中心平均硬度提升了10HV。
[1] SEDRIKS A J. Corrosion of Stainless Steels[M]//Encyclopedia of Materials: Science and Technology. Amsterdam: Elsevier, 2001: 1707-1708.
[2] REDDY G M, RAO K S. Microstructure and Mechanical Properties of Similar and Dissimilar Stainless Steel Electron Beam and Friction Welds[J]. The International Journal of Advanced Manufacturing Technology, 2009, 45(9): 875.
[3] 张彩红, 李鹏. 建筑用铁素体不锈钢1Cr17退火工艺研究[J]. 热加工工艺, 2020, 49(24): 116-118.
ZHANG Cai-hong, LI Peng. Study on Annealing Process of 1Cr17 Ferritic Stainless Steel for Building[J]. Hot Working Technology, 2020, 49(24): 116-118.
[4] 闫志峰, 李俊, 韩培德, 等. 铁素体/奥氏体双相MIG焊接头组织与动态性能研究[J]. 焊接技术, 2020, 49(6): 17-21.
YAN Zhi-feng, LI Jun, HAN Pei-de, et al. Research on Microstructure and Impact Performance of Ferrite/Austenite Twe Phase MIG Welded Joint[J]. Welding Technology, 2020, 49(6): 17-21.
[5] PETARPORN P, LOTHONGKUM G, VIYANIT E, et al. Effects of TIG Pulse Current and Nitrogen Content in Argon Shielding Gas on Microstructure and Mechanical Properties of 15Cr-4Ni-8Mn-1.3Cu Stainless Steel Weld Metal[J]. Advanced Materials Research, 2014, 931-932: 306-311.
[6] VORA J J, BADHEKA V J. Experimental Investigation on Mechanism and Weld Morphology of Activated TIG Welded Bead-on-Plate Weldments of Reduced Activation Ferritic/Martensitic Steel Using Oxide Fluxes[J]. Journal of Manufacturing Processes, 2015, 20: 224-233.
[7] KUMAR S A, SATHIYA P. Experimental Investigation of the A-TIG Welding Process of Incoloy 800H[J]. Materials and Manufacturing Processes, 2015, 30(9): 1154-1159.
[8] SINGH S R, KHANNA P. A-TIG (Activated Flux Tungsten Inert Gas) Welding: - a Review[J]. Materials Today: Proceedings, 2021, 44: 808-820.
[9] 孙俊峰, 任泽良, 占国平, 等. S22053双相不锈钢接头组织和性能研究[J]. 精密成形工程, 2020, 12(2): 72-76.
SUN Jun-feng, REN Ze-liang, ZHAN Guo-ping, et al. Microstructure and Properties of S22053 Duplex Stainless Steel Joint[J]. Journal of Netshape Forming Engineering, 2020, 12(2): 72-76.
[10] 杨成刚, 任泽良, 宋友民, 等. 奥氏体不锈钢A-TIG焊工艺研究[J]. 精密成形工程, 2019, 11(5): 50-54.
YANG Cheng-gang, REN Ze-liang, SONG You-min, et al. A-TIG Welding Technology of Austenitic Stainless Steel[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 50-54.
[11] 任泽良, 杨成刚, 宋友民. 活性剂增加不锈钢A-TIG焊熔深机理研究[J]. 精密成形工程, 2018, 10(5): 64-67.
REN Ze-liang, YANG Cheng-gang, SONG You-min. Mechanism of Increasing Penetration of Stainless Steel A-TIG Welding by Active Flux[J]. Journal of Netshape Forming Engineering, 2018, 10(5): 64-67.
[12] VIDYARTHY R S, DWIVEDI D K. Activating Flux Tungsten Inert Gas Welding for Enhanced Weld Penetration[J]. Journal of Manufacturing Processes, 2016, 22: 211-228.
[13] SAKTHIVEL T, VASUDEVAN M, LAHA K, et al. Creep Rupture Strength of Activated-TIG Welded 316L(N) Stainless Steel[J]. Journal of Nuclear Materials, 2011, 413(1): 36-40.
[14] PANDYA D, BADGUJAR A, GHETIYA N. A Novel Perception Toward Welding of Stainless Steel by Activated TIG Welding: A Review[J]. Materials and Manufacturing Processes, 2021, 36(8): 877-903.
[15] SINGH S R, KHANNA P. A-TIG (Activated Flux Tungsten Inert Gas) Welding: - a Review[J]. Materials Today: Proceedings, 2021, 44: 808-820.
[16] SINGH A K, DEY V, RAI R N. Techniques to Improveweld Penetration in TIG Welding (a Review)[J]. Materials Today: Proceedings, 2017, 4(2): 1252-1259.
[17] 杨春利, 林三宝, 刘凤尧, 等. 助焊剂TIG焊技术(A-TIG)[C]//制造业与未来中国-2002年中国机械工程学会年会论文集, 2002: 224-225.
YANG Chun-li, LIN San-bao, LIU Feng-yao, et al. Activated flux tungsten inert gas welding (A-TIG)[C]// Manufacturing and China Future-Proceedings of the 2002 Annual Meeting of the Chinese Mechanical Engineering Society, 2002: 224-225.
[18] 樊丁, 刘自刚, 黄勇, 等. 电弧辅助活性TIG焊焊缝组织及性能分析[J]. 焊接学报, 2014, 35(4): 1-5, 113.
FAN Ding, LIU Zi-gang, HUANG Yong, et al. Structure and Properties of Arc Assisted Activating TIG Welding[J]. Transactions of the China Welding Institution, 2014, 35(4): 1-5, 113.
[19] 蔡静. 建筑装饰用430(1Crl7)铁素体不锈钢A-TIG焊接接头的组织与性能[J]. 热加工工艺, 2016, 45(9): 205-207, 212.
CAI Jing. Microstructure and Mechanical Properties of A-TIG Welded Joint of 430(1Crl7)Ferritic Stainless Steel Used in Architectural Ornament[J]. Hot Working Technology, 2016, 45(9): 205-207, 212.
[20] 胡绳荪, 王勇慧, 申俊琦, 等. 430铁素体不锈钢A-TIG焊接[J]. 天津大学学报(自然科学与工程技术版), 2013, 46(9): 831-835.
HU Sheng-sun, WANG Yong-hui, SHEN Jun-qi, et al. A-TIG Welding of 430 Ferritic Stainless Steel[J]. Journal of Tianjin University (Science and Technology), 2013, 46(9): 831-835.
[21] 周仕远. 薄壁铁素体不锈钢的焊接性研究[D]. 苏州: 苏州大学, 2019: 5-85.
ZHOU Shi-yuan. Investigation on the Weldability of Thin-Walled Ferritic Stainless Steel[D]. Suzhou: Soochow University, 2019: 5-85.
[22] VIDYARTHY R S, DWIVEDI D K. Weldability Evaluation of 409 FSS with A-TIG Welding Process[J]. Materials Today: Proceedings, 2019, 18: 3052-3060.
[23] LU Shan-ping, FUJII H, SUGIYAMA H, et al. Weld Penetration and Marangoni Convection with Oxide Fluxes in GTA Welding[J]. Materials Transactions, 2002, 43(11): 2926-2931.
[24] TSENG K H. Development and Application of Oxide-Based Flux Powder for Tungsten Inert Gas Welding of Austenitic Stainless Steels[J]. Powder Technology, 2013, 233: 72-79.
[25] MADURAIMUTHU V, VASUDEVAN M, MUTHUPANDI V, et al. Effect of Activated Flux on the Microstructure, Mechanical Properties, and Residual Stresses of Modified 9Cr-1Mo Steel Weld Joints[J]. Metallurgical and Materials Transactions B, 2012, 43(1): 123-132.
[26] TSENG K H, HSU C Y. Performance of Activated TIG Process in Austenitic Stainless Steel Welds[J]. Journal of Materials Processing Technology, 2011, 211(3): 503-512.
[27] 乔志霞. 连续冷却30CrNi3MoV超高强钢固态相变行为[D]. 天津: 天津大学, 2010: 4-138.
QIAO Zhi-xia. Solid-Phase Transformation Behaviors in Continuously-Cooled Ultra-High-Strength 30CrNi3MoV Steel[D]. Tianjin: Tianjin University, 2010: 4-138.
[28] WATANABE T, SHIROKI M, YANAGISAWA A, et al. Improvement of Mechanical Properties of Ferritic Stainless Steel Weld Metal by Ultrasonic Vibration[J]. Journal of Materials Processing Technology, 2010, 210(12): 1646-1651.
Study on Penetration Depth and Microstructure Properties of Ferritic Stainless Steel A-TIG Welding Joint
ZHU Jia-wen1, LI Jia2, YANG Cheng-Gang1, WU Ji-Si1, ZHANG Xin1
(1. Department of Welding Engineering, Nanchang Hangkong University, Nanchang 330063, China; 2.Department of Aeronautical Mechanical Engineering, Chinese people's Liberation Army Aviation School, BeiJing 101123, China)
The work aims to choose 430 ferritic stainless steel as the research object, and compare the effects of adding SiO2, TiO2, Cr2O3and no active flux on the microstructure and mechanical properties of A-TIG welded joints. The A-TIG test was carried out on 430 ferritic stainless steel coated with three kinds of active fluxs, and the influence of active fluxs on the penetration depth, microstructure, properties and element content of the joint was analyzed. Under the same welding process parameters, the addition of active flux can improve the weld penetration and/ratio and reduce the weld width; among them, the best weld geometry is obtained when SiO2is used as active flux.At the same time, by comparing with the microstructure and mechanical properties of conventional TIG welded joints (without active flux) , it can be seen that the addition of active flux does not change the microstructure of the weld and no new phase is formed; and the addition of active flux can refine joint organization, so that the joint hardness has been improved. The addition of active flux can significantly increase the TIG weld penetration of ferritic stainless steel, improve the joint microstructure and hardness.
ferritic stainless steel; A-TIG; weld penetration; microstructure, hardness
10.3969/j.issn.1674-6457.2022.10.015
TG421
A
1674-6457(2022)10-0105-08
2022–01–14
朱嘉文(1995—),男,硕士研究生,主要研究方向为金属材料焊接性。
杨成刚(1976—),男,博士,副教授,主要研究方向为金属材料焊接性。
