TC4合金等离子–MIG复合焊过程温度场的数值模拟
2022-10-20王卓然曾敏
王卓然,曾敏
先进焊接与连接
TC4合金等离子–MIG复合焊过程温度场的数值模拟
王卓然,曾敏
(华南理工大学 机械与汽车工程学院,广州 510641)
研究TC4合金在等离子-MIG复合焊(plasma–MIG hybrid welding)过程中的温度场特性,探究不同电弧功率对熔池形貌的影响。进行了2组4 mm TC4合金板堆焊试验,根据实验结果提出了一种改进的复合热源模型并进行了相应的仿真分析。仿真与实验获得的焊缝截面相吻合;等离子电流的增大使熔池尺寸增大且余高减小,等离子电弧功率的变化对熔池宽度的影响相对较小。等离子–MIG复合电弧对工件的热作用非常集中,更易实现深熔焊、焊接效率更高;所提出的热源模型适用于TC4合金等离子–MIG复合焊温度场模拟。
等离子–MIG复合焊;模拟与仿真;温度场;钛合金
钛和钛合金具备的低密度、高比强度、良好的耐腐蚀性以及抗疲劳等优良性能,在航空航天、石油化工、生物医疗和核工业等领域得到了广泛的应用[1-5]。但钛合金机械加工性差、熔化温度高、导热系数低等特点,单一能量束焊接技术如TIG焊[6-7]、MIG焊、电子束焊[8-10]和激光束焊[11-14]等难以实现深熔焊,限制了其应用。
复合焊技术可以克服常规焊接方法的局限性从而提高钛合金焊接的质量及效率,目前针对钛合金复合焊的研究工作主要以激光-电弧复合焊为主,但该方法仍存在对装配精度要求严格、易产生咬边等不足[15-17]。而同轴等离子–MIG复合焊技术结合了等离子弧焊以及MIG焊的优点,其电弧由内部的MIG电弧和外围的等离子电弧组成,外围的等离子电弧不仅会对焊丝和母材进行预热和后热,而且能够影响熔滴的受力和电流分布,使其拥有熔覆效率高、热影响区窄等优势[18-21]。截至目前,国内外均未见钛合金同轴等离子–MIG复合焊的相关报道。
文中在等离子-MIG复合焊传热过程理论分析的基础上,提出了一种新型复合热源模型,进行了堆焊实验以及相应的仿真模拟,并从焊缝截面、熔池形状和热循环曲线3个方面对模拟结果进行了对比分析。通过所建立的有限元模型能够进一步分析钛合金等离子–MIG复合焊过程中的传热机制,从而优化复合焊接工艺。
1 实验材料、设备与方法
实验中采用的母材与焊丝材料均为TC4合金,其中母材尺寸为100 mm×100 mm×4 mm,焊丝直径为1.2 mm。本文使用的同轴等离子–MIG复合焊系统(PLAZER PW–HYBRID TC)如图1a所示,该系统包含同轴复合焊枪、等离子电源、MIG电源以及控制平台等设备。等离子–MIG复合焊枪结构如图1b所示,等离子喷嘴和等离子电极包围着位于中心的MIG导电嘴,其中包含中心气、等离子气和保护气3种气体。等离子气经过压缩形成等离子电弧,中心气和保护气用于辅助复合电弧成形以及保护熔池。

图1 等离子–MIG复合焊系统(a),等离子–MIG复合焊示意图(b)
在焊接实验开始之前,先使用机械手段去除钛合金表面的金属氧化物,再使用丙酮清理工件表面油污,以保证焊接质量。文中进行了a、b等2组4 mm TC4合金板堆焊实验,2组实验的等离子电流分别设置为80 A和60 A,其余工艺参数相同。其中,MIG电流为130 A,焊接速度为0.5 m/min,焊枪与工件距离为5 mm,中心气、等离子气和保护气都为氩气,流量分别为3.5、6、25 l/min。焊接实验结束后,对试样进行线切割、打磨、抛光、腐蚀,以观察焊缝及熔池的宏观形态。
2 有限元分析与热源模型
文中使用ABAQUS进行仿真研究,开发了一组针对TC4合金平板堆焊温度场分析的三维有限元模型。如图2所示,仿真模型a和b分别按照实验a、b的测量结果进行建模。所建立的有限元模型考虑了TC4合金热物理性质随温度的变化,并采用移动的热源模型来描述等离子–MIG复合电弧对工件的热作用。
针对等离子–MIG复合电弧的耦合特性以及钛合金的性质,文中提出了一种改进的新型复合热源模型,如图3所示。该模型由上下两部分组成,其中上半部分为双椭球体热源[22],下半部分为改进的圆锥体热源模型[23-24]。将MIG电弧和等离子电弧的有效功率相加再重新分配到不同的模型形成组合热源,新的热源模型能够准确地反映焊接过程中等离子-MIG复合电弧对TC4合金平板堆焊的热作用。
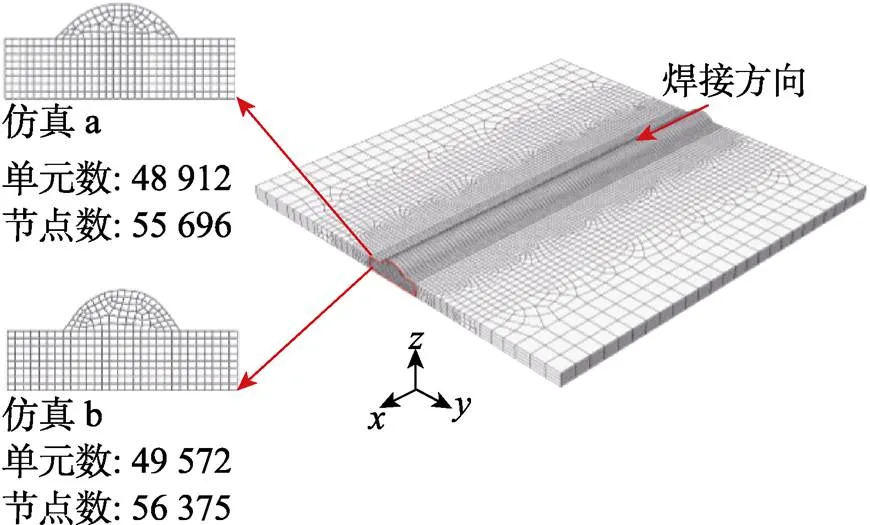
图2 三维有限元模型
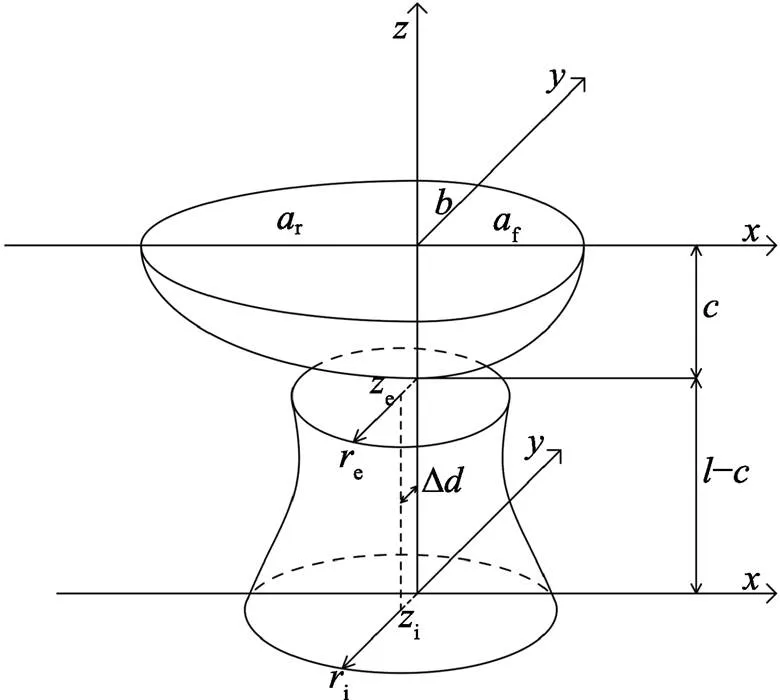
图3 复合体热源模型
在同轴等离子-MIG复合焊过程中存在的电弧偏转现象会影响熔滴过渡和焊缝成形,从而导致熔池形貌的不对称[25]。文中通过将组合热源的下半部分向轴偏移Δ的方式来描述等离子–MIG复合焊中的磁偏吹现象,其中偏移量Δ参考的是实际熔池测量结果中熔池顶部与熔池底部中心点的差值,该体热源的热流分布如下列公式所述:

式中:表示等离子–MIG复合电弧对工件总的热输入功率,m/p、m/p、m/p分别为热效率系数、电弧电压和焊接电流,下标m和p分别表示MIG电弧和等离子电弧;模型中m和p分别设为70%和50%。
上半部分:
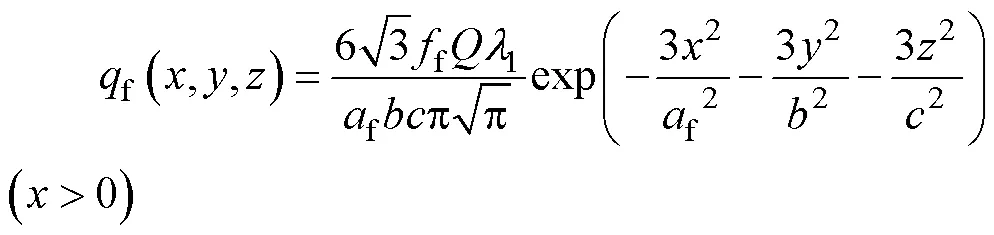
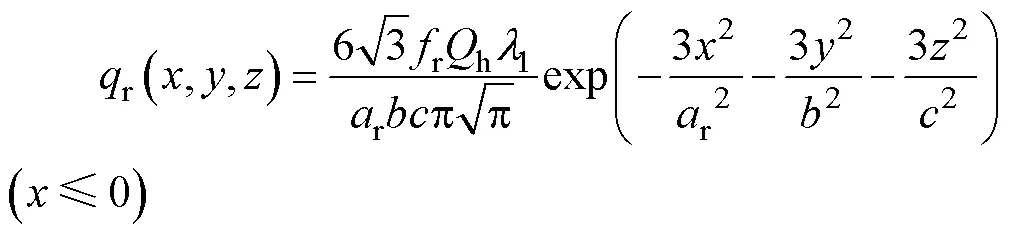
式中:f和r分别为前、后半椭球的热流密度;f/r、、和f/r为双椭球体热源中的分布参数。
下半部分:

式中:v为改进的圆锥体热流密度;圆锥体上、下表面的轴坐标分别为e和i,半径分别为e和i,为与之相关分布参数[11];0是热源在轴方向的分布参数;为工件的厚度;Δ为偏移量,当Δ>0时,复合热源朝轴正方向(即实验中磁偏吹方向)偏转;为时间;0为焊接速度;1/2为能量分布系数。
3 结果与讨论
图4为实验a中焊缝截面与其他3组不同仿真模型的结果对比,其中仿真a采用了生死单元技术,仿真对比1未采用生死单元技术,仿真对比2忽略了余高的影响,三者使用的热源模型相同。对于仿真对比1而言,余高部分在热源加载之前就已经建立,减少了母材受热,使得熔池的仿真结果变小。而仿真对比2忽略了余高,更多的热量传递到母材底部,导致熔池形态偏大。如图4所示,仿真a的计算结果与实验结果吻合良好,说明在TC4合金板堆焊过程的温度场仿真过程中,余高部分的处理方式对仿真结果有较大的影响。

图4 实验a中焊缝截面与仿真结果对比
Fig.4 Comparison between experimental and simulated results of weld cross-section in Experiment a
为了验证上述模拟方法的适用性,文中进行了实验b以及相应的仿真实验,两者焊缝截面的对比如图5所示。表1为熔池顶部、底部宽度以及偏移量Δ实验与仿真结果的对比。比较实验a、b结果可知,当等离子电流由80 A降为60 A时,熔池在顶部和底部的宽度分别减小了7.20%和7.99%而余高增加了18.22%,说明等离子电流的变化对余高的影响比熔宽更为明显。在等离子–MIG复合焊过程中,磁偏吹现象会导致熔池向电弧偏转方向略微倾斜,偏移量随着等离子电流的增大而减少,这是因为复合电弧的功率增加、穿透力更强,使得熔池底部更宽从而减小了偏移量Δ。2组实验和仿真结果都具有很好的一致性,说明文中提出的复合热源模型能够准确地描述等离子–MIG复合焊过程中复合电弧对TC4合金板的热输入情况。
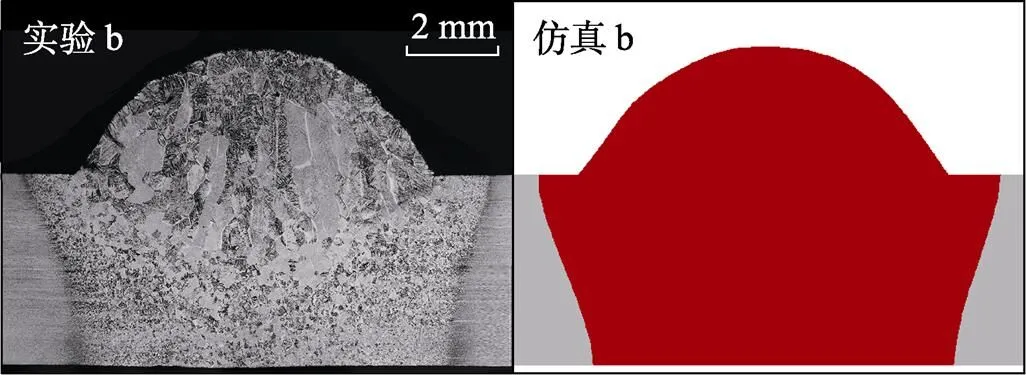
图5 实验b中焊缝截面与仿真结果对比
Fig.5 Comparison between experimental and simulated results of weld cross-section in experiment b
图6为焊接开始第6.00 s,仿真实验a、b中工件顶部、中部、底部温度场与熔池尺寸的对比。由图6可知,余高的加载对温度分布有一定的影响。在工件顶部,热源需要同时向随之生成的余高单元以及母材传热,因此熔池呈现类似子弹的形状。随着远离工件上表面,余高部分的影响逐渐减弱,熔池形态也由水滴形逐渐转变为椭圆形。当等离子电流减小25%时,熔池长度的减少率随着熔池由顶部到底部逐渐增加,最大为13.3%。而熔池宽度的变化相对于熔池长度小很多,这说明由外围等离子电弧与中心MIG电弧组成的复合电弧对工件的热输入非常集中,更易实现深熔焊、焊接效率更高。
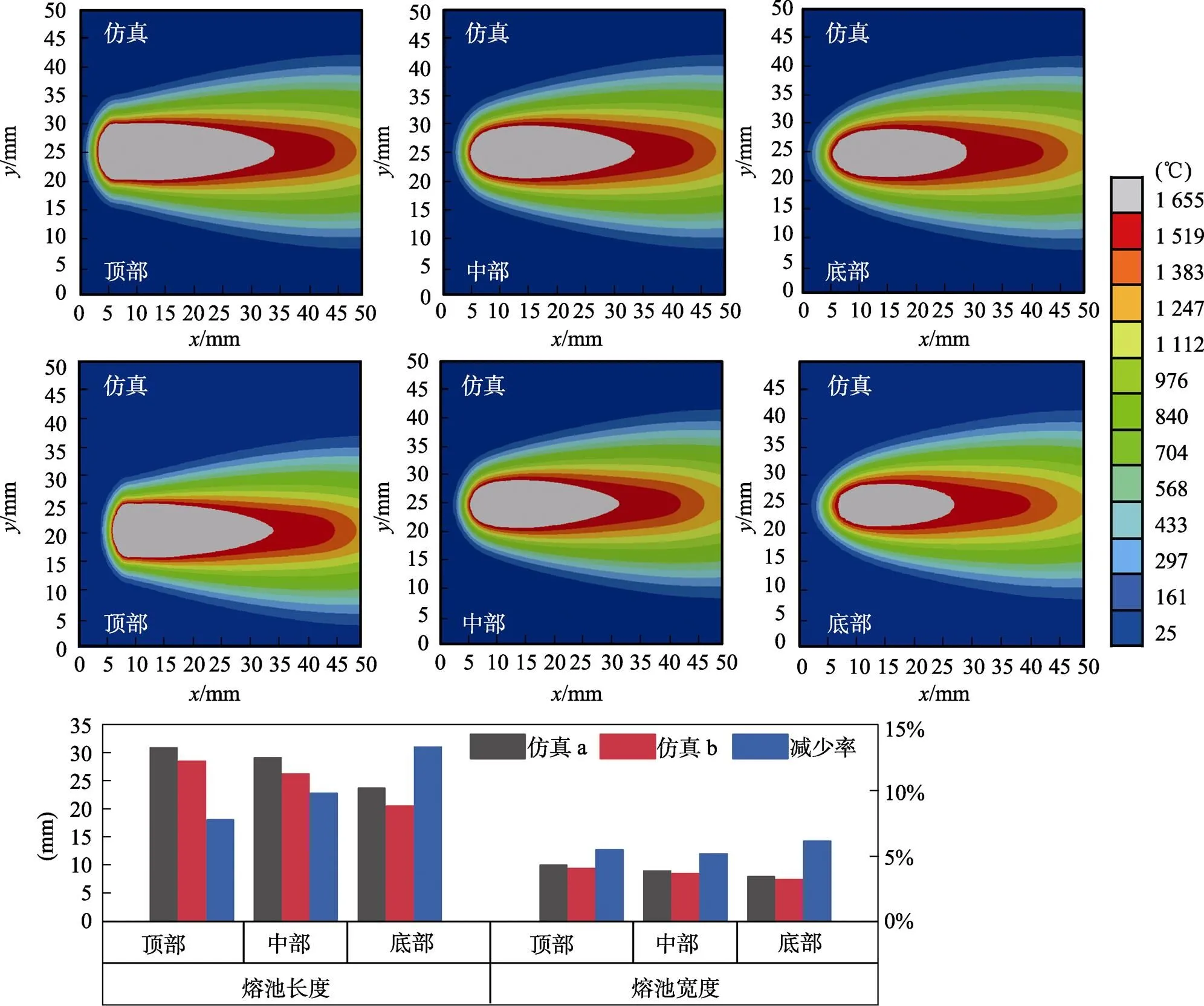
图6 工件顶部、中部以及底部温度场及熔池尺寸比较
表1 熔池顶部、底部宽度以及偏移量Δ实验与仿真结果对比
图7为仿真模型a与b中,测试点、、以及其关于焊缝中心的对称点′、′、′的热循环曲线图,、、点与焊缝中心的距离分别为7.5、8.5、19.5 mm。由图7可知,虽然在等离子-MIG复合焊中存在的电弧偏转现象会导致余高和熔池向一侧倾斜使得焊缝形貌不对称,但是焊缝两侧的温度差相对于工件本身的温度并不明显,而且随着远离焊缝中心逐渐减小。另外,当等离子电流从80 A减小到60 A时,焊缝两侧因磁偏吹引起的温度差略有增大,这可能是由于偏移量Δ因等离子电弧功率减小而增加(如表1所示)而导致的。

图7 A、B、C点以及其关于焊缝中心的对称点A′、B′、C′的热循环曲线
4 结论
1)实验与仿真结果表明,所提出的复合热源模型结合生死单元技术能准确地描述等离子-MIG复合电弧对TC4合金平板堆焊的热作用,通过引入偏移量Δ从而能描述等离子-MIG复合焊过程出现的电弧偏转现象。但相对于工件本身的温度,因磁偏吹产生的温度差并不明显。
2)在TC4合金板堆焊仿真过程中,余高单元的加载会影响模型温度场的分布,随着远离工件上表面,熔池形态由类子弹形转变为水滴形,最终在工件底部呈椭圆形。
3)随着等离子电流的增大,焊缝余高减小、熔池尺寸增大。但是等离子电弧功率的变化对熔池宽度的影响相对较小,这表明等离子-MIG复合电弧对工件的热作用非常集中,更易实现深熔焊、焊接效率更高。
[1] 张智峰, 刘正涛, 谢细明, 等. 钛合金搅拌摩擦焊研究现状[J]. 精密成形工程, 2021, 13(3): 179-187.
ZHANG Zhi-feng, LIU Zheng-tao, XIE Xi-ming, et al. Research Status of Friction Stir Welding of Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2021, 13(3): 179-187.
[2] 李倩. 表面处理对TC4钛合金激光焊接的影响[J]. 精密成形工程, 2021, 13(6): 151-155.
LI Qian. Effect of Surface Treatment on Laser Welding of TC4 Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2021, 13(6): 151-155.
[3] 刘小军, 陈伟, 黄志江, 等. 电弧增材制造航空钛合金构件组织及力学性能研究现状[J]. 精密成形工程, 2019, 11(3): 66-75.
LIU Xiao-jun, CHEN Wei, HUANG Zhi-jiang, et al. Research Progress of Microstructure and Mechanical Properties of Aerospace Titanium Alloy Members by Wire Arc Additive Manufacturing Technology[J]. Journal of Netshape Forming Engineering, 2019, 11(3): 66-75.
[4] 刘世锋, 宋玺, 薛彤, 等. 钛合金及钛基复合材料在航空航天的应用和发展[J]. 航空材料学报, 2020, 40(3): 77-94.
LIU Shi-feng, SONG Xi, XUE Tong, et al. Application and Development of Titanium Alloy and Titanium Matrix Composites in Aerospace Field[J]. Journal of Aeronautical Materials, 2020, 40(3): 77-94.
[5] SWAPNA SAI M, DHINAKARAN V, MANOJ KUMAR K P, et al. A Systematic Review of Effect of Different Welding Process on Mechanical Properties of Grade 5 Titanium Alloy[J]. Materials Today: Proceedings, 2020, 21: 948-953.
[6] DEWANGAN S, MOHAPATRA S K, SHARMA A. An Assessment into Mechanical Properties and Microstructural Behavior of TIG Welded Ti-6Al-4V Titanium Alloy[J]. Grey Systems: Theory and Application, 2020, 10(3): 281-292.
[7] 冯靖, 樊立民, 耿乃涛, 等. 高强钛合金TIG焊接工艺研究[J]. 钢铁钒钛, 2021, 42(6): 158-163.
FENG Jing, FAN Li-min, GENG Nai-tao, et al. Research on TIG Welding Process of High Strength Titanium Alloy[J]. Iron Steel Vanadium Titanium, 2021, 42(6): 158-163.
[8] ZHANG Shi-lin, MA Ying-jie, HUANG Sen-sen, et al. Temperature-Gradient Induced Microstructure Evolution in Heat-Affected Zone of Electron Beam Welded Ti-6Al-4V Titanium Alloy[J]. Journal of Materials Science & Technology, 2019, 35(8): 1681-1690.
[9] 刘容光, 卜文德, 刘小江, 等. TC4钛合金电子束沉积修复工艺研究[J]. 精密成形工程, 2018, 10(6): 102-106.
LIU Rong-guang, BU Wen-de, LIU Xiao-jiang, et al. Electron Beam Deposition Repair Process of TC4 Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2018, 10(6): 102-106.
[10] 于冰冰, 陈志勇, 赵子博, 等. TC17钛合金电子束焊接接头的显微组织与力学性能研究[J]. 金属学报, 2016, 52(7): 831-841.
YU Bing-bing, CHEN Zhi-yong, ZHAO Zi-bo, et al. Microstructure and Mechanical Properties of Electron Beam Weldment of Titanium Alloy TC17[J]. Acta Metallurgica Sinica, 2016, 52(7): 831-841.
[11] KUMAR P, SINHA A N. Effect of Heat Input in Pulsed Nd: YAG Laser Welding of Titanium Alloy (Ti6Al4V) on Microstructure and Mechanical Properties[J]. Welding in the World, 2019, 63(3): 673-689.
[12] 李明军, 陈和兴, 陈永城, 等. 焊接参数变化对TC4钛合金激光焊接成形的影响[J]. 应用激光, 2018, 38(4): 550-555.
LI Ming-jun, CHEN He-xing, CHEN Yong-cheng, et al. The Influence of Welding Parameters Change on Laser Welding Formation of TC4 Titanium Alloy[J]. Applied Laser, 2018, 38(4): 550-555.
[13] AKMAN E, DEMIR A, CANEL T, et al. Laser Welding of Ti6Al4V Titanium Alloys[J]. Journal of Materials Processing Technology, 2009, 209(8): 3705-3713.
[14] AUWAL S T, RAMESH S, YUSOF F, et al. A Review on Laser Beam Welding of Titanium Alloys[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1): 1071-1098.
[15] LIU Li-ming, SHI Ji-peng, HOU Zhong-lin, et al. Effect of Distance between the Heat Sources on the Molten Pool Stability and Burn-through during the Pulse Laser-GTA Hybrid Welding Process[J]. Journal of Manufacturing Processes, 2018, 34: 697-705.
[16] LIU Li-ming, SHI Ji-peng, XU Xin-kun. Analysis- Effective Induction Efficiency of Laser in Pulse Laser-GTA Welding of Titanium Alloy[J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(1): 401-410.
[17] 符成学, 徐家磊, 雷小伟, 等. 钛合金激光-GTAW复合焊接研究进展[J]. 热加工工艺, 2022, 51(9): 13-17.
FU Cheng-xue, XU Jia-lei, LEI Xiao-wei, et al. Research Progress of Laser-GTAW Hybrid Welding Technology in Titanium Alloy[J]. Hot Working Technology, 2022, 51(9): 13-17.
[18] GUO Yang-yang, PAN Hou-hong, REN Ling-bao, et al. An Investigation on Plasma-MIG Hybrid Welding of 5083 Aluminum Alloy[J]. The International Journal of Advanced Manufacturing Technology, 2018, 98(5): 1433-1440.
[19] 胡子鑫, 曾敏, 袁松, 等. 等离子-MIG焊在有色金属焊接中的应用研究现状及展望[J]. 精密成形工程, 2020, 12(4): 37-46.
HU Zi-xin, ZENG Min, YUAN Song, et al. Current Status and Prospect of Applying Plasma-MIG Welding in Nonferrous Metals[J]. Journal of Netshape Forming Engineering, 2020, 12(4): 37-46.
[20] 李丽琼, 金成. 7075铝合金等离子-MIG复合焊接接头热裂纹数值模拟[J]. 电焊机, 2019, 49(7): 95-100.
LI Li-qiong, JIN Cheng. Numerical Simulation of Hot Cracking of 7075 Al Alloy by Plasma-MIG Hybrid Welded Joint[J]. Electric Welding Machine, 2019, 49(7): 95-100.
[21] HERTEL M, FÜSSEL U, SCHNICK M. Numerical Simulation of the Plasma-MIG Process—Interactions of the Arcs, Droplet Detachment and Weld Pool Formation[J]. Welding in the World, 2014, 58(1): 85-92.
[22] GOLDAK J, CHAKRAVARTI A, BIBBY M. A New Finite Element Model for Welding Heat Sources[J]. Metallurgical Transactions B, 1984, 15(2): 299-305.
[23] WU C S, WANG H G, ZHANG Y. A New Heat Source Model for Keyhold Plasma Arc Welding in Fem Analysis of the Temperature Profile[J]. Welding Journal, 2006, 85(12): 284-291(s).
[24] SUN Zhen-bang, HAN Yong-quan, DU Mao-hua, et al. An Improved Simulation of Temperature Field in VPPA-GMAW of Al-Cu-Mg Alloy[J]. Journal of Materials Processing Technology, 2019, 263: 366-373.
[25] LEE H K, PARK S H, KANG C Y. Effect of Plasma Current on Surface Defects of Plasma-MIG Welding in Cryogenic Aluminum Alloys[J]. Journal of Materials Processing Technology, 2015, 223: 203-215.
Simulation of Temperature Field in Plasma-MIG Hybrid Welding of TC4 Alloy
WANG Zhuo-ran, ZENG Min
(School of Mechanical & Automotive Engineering, South China University of Technology, Guangzhou 510641, China)
In order to investigate the temperature field of TC4 alloy during plasma MIG hybrid welding and the effect of arc power on weld pool shape, an improved hybrid body heat source model is proposed, which is capable of accurately characterizing the heat input of the hybrid arc on workpieces. Experiments on 4 mm Ti-6AL-4V plates in plasma-MIG hybrid welding surfacing and a corresponding simulation analysis were conducted. The calculated results of weld cross-section are in good agreement with the experimental results. The results show that, as plasma current increases, the size of the weld pool increases and the weld reinforcement decreases; the plasma arc power has less effect on the width of the weld pool. It is easier to fulfill deep penetration welding and high welding efficiency in plasma-MIG hybrid welding of Ti-6AL-4V alloy.
plasma-MIG hybrid welding; modeling and simulation; temperature field; titanium alloy
10.3969/j.issn.1674-6457.2022.10.012
TG457.19
A
1674-6457(2022)010-0085-06
2022-01-17
广东省自然科学基金(2021A1515011773)
王卓然(1993—),男,硕士生,主要研究方向为焊接过程的数值模拟及控制。
曾敏(1970—),男,博士,副教授,主要研究方向为数字化电源及智能控制。
