正丁烷制顺酐小试及单管反应工艺的研究
2022-10-19师慧敏张东顺张作峰
冯 晔,师慧敏,张东顺,张作峰
(中国石化 北京化工研究院,北京 100013)
顺酐是一种重要的有机化工原料,广泛应用于不饱和树脂、涂料、油漆、农药、医药等产品的生产[1-2]。随着可降解材料越来越广泛的应用,顺酐作为丁二酸、丁二醇单体的前体,是低值化产品转化为高附加值精细化工品的有效途径。尽管正丁烷法氧化制顺酐是最早实现工业化的低碳烷烃氧化工艺,但与工业上其他选择性氧化工艺(丙烯酸、丙烯腈生产工艺)的高转化率及产物的高选择性相比,顺酐的收率偏低,因此提高顺酐收率一直是工业上努力的方向[3-5]。正丁烷法氧化制顺酐是以正丁烷为原料,在钒磷氧(VPO)催化剂的作用下,转化为顺酐、CO、CO2和其他副产物的过程。正丁烷法氧化制顺酐的反应器有固定床和流化床,工业上主要应用固定床,顺酐收率在55%~60%(w)之间[6-8]。顺酐生产工艺通常在盐浴加热的列管固定床反应器中进行,温度为390 ~430 ℃,正丁烷含量低于1.8%(φ)。反应器主要采用长为3.5/6.0 m,内径为21 ~25 mm 的列管[9-10]。固定床和流化床均采用VPO 催化剂,该催化剂被认为是目前顺酐生产中具有高选择性的非均相催化剂[11]。
本工作采用自主研发的VPO 催化剂[12],分别在小试反应器以及单管反应器上进行评价,考察了气态空速(GHSV)、温度、正丁烷含量等工艺因素对正丁烷法氧化制顺酐反应的影响,并将小试及单管反应器评价结果进行对比分析,为催化剂工业应用提供理论依据及操作指导。
1 实验部分
1.1 小试及单管反应器
小试反应器的反应管长为80 cm,管内径为21 mm,催化剂装填量为120 mL,装填高度低于50 cm。单管反应器的反应管长4 m,管内径25 mm,装填量控制在1.0 ~1.2 L。小试和单管反应器的反应管均为不锈钢,反应管内均内置可移动热电偶;单管反应器外置熔盐循环管循环移热。空气和正丁烷分别经质量流量计计量后经混合预热后进入反应管中,在活化后的VPO 催化剂作用下生成顺酐。在反应器进口处及尾气出口处加装支路,对进口原料及出口尾气进行收集,并进行组分分析。图1 为单管反应器反应流程。
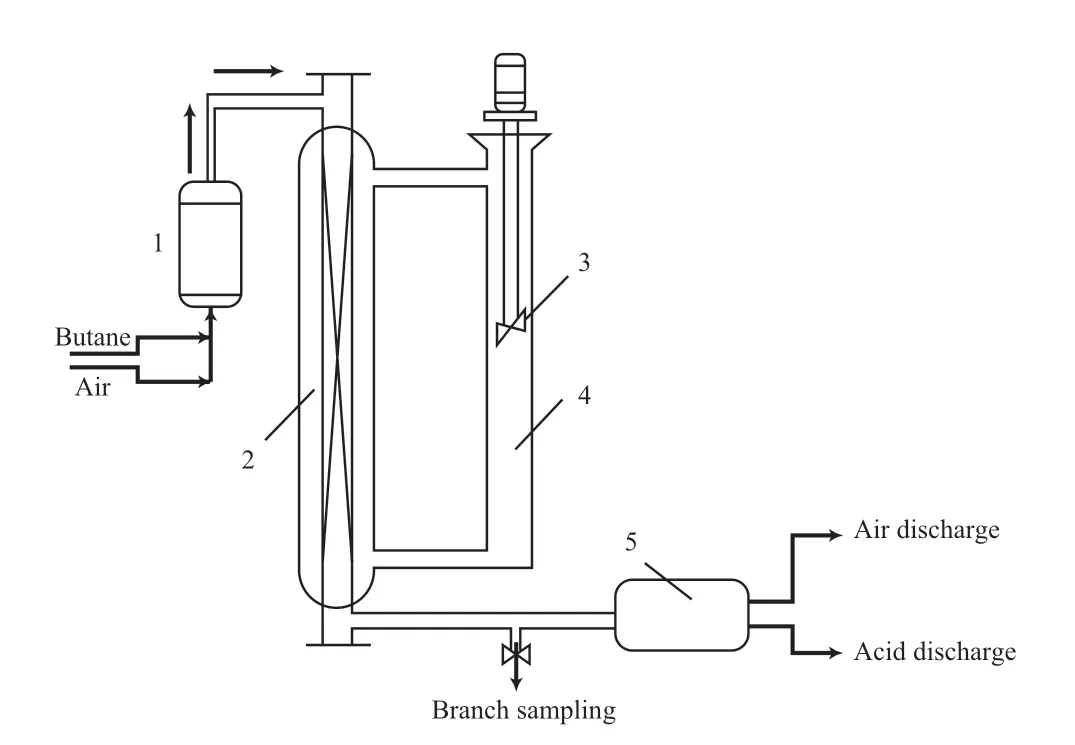
图1 单管反应器反应流程Fig.1 The flow chart of single tube fixed bed reactor.
1.2 反应器及催化剂参数
反应器及催化剂参数见表1。
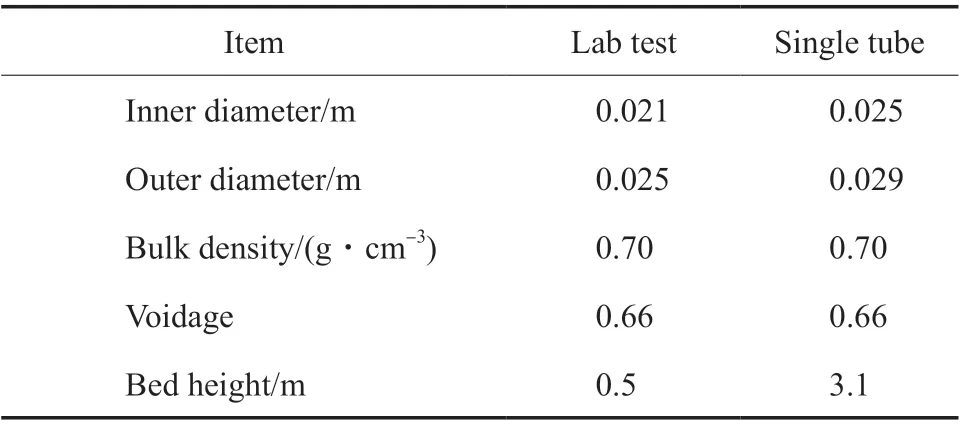
表1 反应器及催化剂参数Table 1 Parameter of reactor and catalyst
2 结果与讨论
2.1 反应器内外扩散的影响
对于正丁烷制顺酐固定床反应,需考虑内外扩散阻力对小试和单管反应器的影响。根据工业操作范围,小试和单管反应器操作温度为395 ~405 ℃,正丁烷含量为1.5%~1.8%(φ),且考虑到小试和单管实验的催化剂特性相同,因此小试和单管反应器的内扩散影响基本一致。表2 为不同GHSV下小试和单管反应器的线速度、床层雷诺数、外扩散因子及床层压降。由表2 可知,相同GHSV 下,线速度随床层高度增大而增大,但单管反应器的线速度大于小试反应器。而随着GHSV 的增大,单管与小试反应器的床层压降均增大,且单管反应器压降增加比小试反应器更加明显。提高GHSV 对小试反应器的线速度影响更大一些,因此GHSV的提高对于小试反应器外扩散影响更加明显。考虑到外扩散影响,随着线速度增加,外扩散传质因子逐渐减小,说明提高线速度有利于减小外扩散阻力。单管反应器的线速度大于小试反应器,传质因子小于小试反应器,因此外扩散阻力对单管反应器的影响小于小试反应器。实际操作中小试反应器的线速度难以提高到与单管反应器的线速度相同,而工业装置及单管实验中由于线速度较大,外扩散阻力影响较小。外扩散阻力对反应器内反应的影响包括两方面:一方面外扩散阻力使催化剂外表面短时间内积聚一定量的顺酐,顺酐产物可能会进一步生成副产物COx,降低了顺酐收率;另一方面,外扩散阻力一定程度影响气固两相间顺酐和正丁烷的分压差,外扩散阻力越大,气固两相间顺酐和正丁烷的分压差越大,外扩散影响相对较小的单管反应器,正丁烷和顺酐的分压差小于小试反应器,正丁烷从气流主体较快到达催化剂外表面,顺酐从外表面较快进入气流主体,因此加快主反应速率,可促进正丁烷转化率的提高,抑制深度氧化的发生[5]。主反应速率提高,正丁烷转化率明显提高。因此一定条件下提高GHSV,对减小外扩散阻力及改善转化率有利。但实际条件下,GHSV 过大,反应的转化率会明显下降,正丁烷利用率降低,因此需保持适当的GHSV 操作范围。

表2 不同GHSV 下小试和单管反应器的线速度、床层雷诺数、外扩散因子及床层压降Table 2 Comparison of linear velocity,Re,external diffusion factor,bed pressure drop between lab test and single tube at different GHSV

图2 不同GHSV 下小试与单管反应器的正丁烷转化率、顺酐选择性和顺酐收率Fig.2 The conversion of n-butane,selectivity to maleic anhydride and yield of maleic anhydride in lab test and single tube at different GHSV.
2.2 反应器传热的影响
由于正丁烷制顺酐反应为强放热反应,需要加强径向传热,增强有效导热能力。而径向传热的主要影响因素为雷诺数与管径。增强径向传热的有效措施为提高线速度及减小管径。表3 为不同GHSV下小试和单管反应器的导热系数。由表3 可知,单管反应器的径向导热系数均大于小试反应器,且提高线速度均有利于两者的反应器径向传热,随着线速度的增加,两者导热系数差也在逐渐增大,说明单管反应器的径向传热效果较好,适当地提高线速度有利于径向传热。

表3 不同GHSV 下小试和单管反应器的导热系数Table 3 The coefficients of heat transfer of lab test and single tube at different GHSV
图3 为小试和单管反应器床层温度分布。
由图3 可知,小试反应器的床层温度及热点温度明显高于单管反应器,热点温差高达42 ℃。l/L为测试点到进气口的距离与反应管长度的比值。小试反应器热点对应的l/L为0.100 0 左右,单管反应器热点对应的l/L为0.145 2 左右。由于实际条件下小试反应管床层较短,轴向传热不够充分,小试床层温度较高。对于单管反应器,线速度及雷诺数大于小试反应器,因此径向导热系数较大,径向导热效果较好,热点温度较低且床层温度更接近熔盐温度。单管反应器由于反应床层较长,轴向传热较充分,且熔盐移热及时,因此单管反应器的传热效果明显优于小试反应器。单管反应器热点及床层温度的降低有利于催化剂使用寿命延长,也有助于确保单管反应器的运转以及催化剂性能稳定。因此,操作中考虑有效控制床层温差及热点温度对单管反应器乃至工业化试验十分重要。
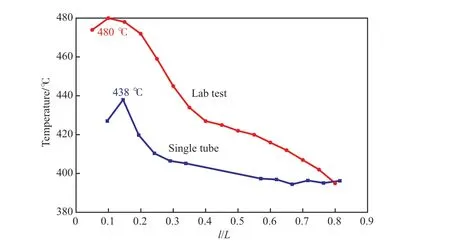
图3 小试和单管反应器床层轴向温度分布Fig.3 The axial temperature distribution of bed of lab test and single tube.
2.3 正丁烷含量的影响
正丁烷氧化制顺酐除主反应生成顺酐外,副反应还会产生CO,CO2等副产物,由于副产物的选择性较低,现忽略它们的影响,主要考察正丁烷含量对反应动力学的影响,根据Redox 机理,简化反应模型。采用徐龙伢等[13]的氧化还原两站点动力学模型,发现与实验结果相吻合的正丁烷的反应级数为0,因此反应为氧气的零级反应。且单反应模型[14]以及两站点模型[15]的优化模型都说明正丁烷反应制顺酐的反应速率受正丁烷含量的级数影响,气相氧的影响可忽略。反应速率控制由正丁烷分压占主导,气相氧分压并不影响反应速率,直接参与反应的实际为晶格氧。考虑正丁烷含量的影响实为必要,反应速率随着正丁烷局部分压的变化而变化,随着局部分压增大反应速率增大,但实际过程中由于产生副产物COx,正丁烷含量过高会导致副产物增加,生成顺酐的正丁烷的局部分压减小,反应速率减小,且对转化率和收率不利。另外,由于正丁烷含量在一定程度上影响反应速率和副反应,而主、副反应均为放热反应,且副反应放热量比主反应高,所以正丁烷含量的变化也会影响床层温度及热点温度。因此合适的正丁烷含量也是正丁烷制顺酐的一个重要工艺指标。表4 为正丁烷含量对小试反应器性能指标的影响。表5 为正丁烷含量对单管反应器性能指标的影响。由表4 和表5 可知,当GHSV=1 500 h-1时,正丁烷含量为1.50%~1.80%(φ)的单管反应器的正丁烷转化率较稳定,达83%~85%(x);而正丁烷含量为1.50%~1.70%(φ)的小试反应器的正丁烷转化率可达82%~85%(x),但正丁烷含量为1.50%~1.60%(φ)的小试反应器的顺酐选择性较低为63%~68%(x),随着正丁烷含量提高到1.70%~1.80%(φ),顺酐选择性有所提高,但正丁烷转化率下降到78%~80%(x)。这可能是因为低含量下生成的顺酐进一步氧化使选择性下降,而高含量下副反应增加使正丁烷分压减小,转化率降低。进一步提高GHSV 至1 800 h-1,此时小试反应器的热点温度已经接近500 ℃,催化剂易发生破坏性的相变造成性能下降,因此此时小试反应器继续提高GHSV 受限;GHSV=1 800 h-1时,由于单管反应器具有良好的传热性能,热点温度较稳定,转化率有所提高,最高可达89%(x),收率最高可达100%(w)。继续提高GHSV 至2 000 h-1,单管反应器热点温度仍在440 ℃以下,收率可达97%(w)以上。综上所述,与小试反应器相比,单管反应器的操作范围可适用较高GHSV,可采用进一步提高GHSV 及正丁烷含量的方法增大操作处理量,使催化剂反应性能更好,各项指标更稳定。

表4 正丁烷含量对小试反应器性能指标的影响Table 4 The performance indexes of lab test at different n-butane concentration
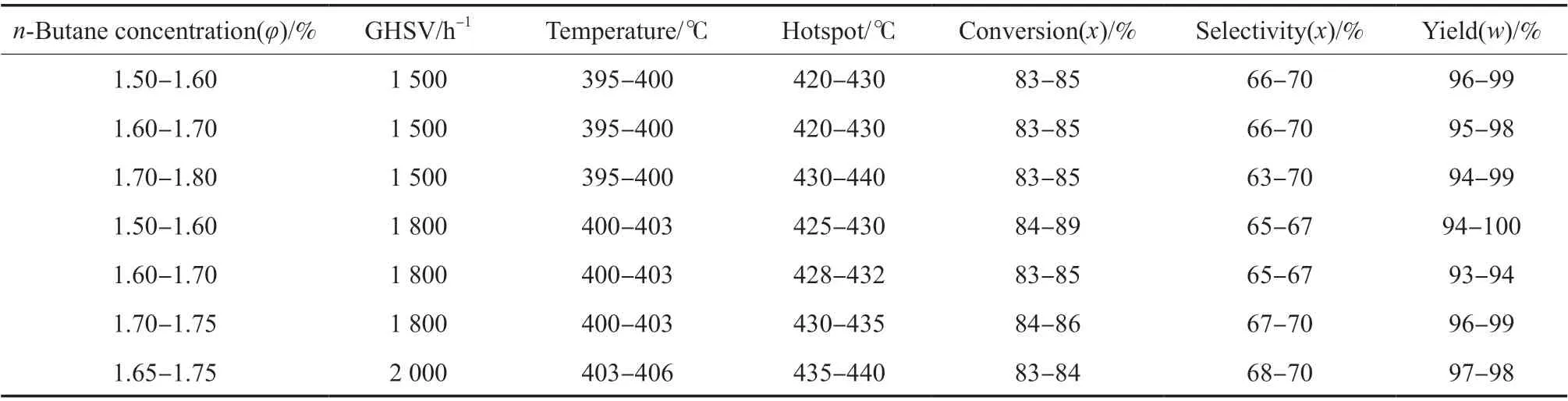
表5 正丁烷含量对单管反应器性能指标的影响Table 5 The performance indexes of single tube at different n-butane concentration
图4 为不同正丁烷含量下单管反应器的床层温差变化曲线。由图4a 可知,在GHSV=1 500 h-1、正丁烷含量为1.60%~1.68%(φ)时,床层温差较低,随着正丁烷含量提高至1.74%(φ),反应热点温差(可达40 ℃)及床层温差较高,正丁烷含量在1.68%(φ)时反应性能最优,此时顺酐收率达到95%~98%(w)。由图4b 可知,提高GHSV 至1 800 h-1,热点温差有所下降,正丁烷含量为1.73%(φ)时热点温差为33 ℃,这与线速度增加,单管传热增强有关,而不同正丁烷含量下反应管后部的床层温差曲线基本重合,这说明此范围内单管稳定性能及催化剂性能均较好。由图4c 可知,继续提高GHSV 至2 000 h-1,热点温差及床层温差略有增大,但催化剂性能及单管性能仍较稳定。综上所述,GHSV=1 800 ~2 000 h-1、正丁烷含量为1.65%~1.73%(φ)条件下,催化剂床层在单管反应器中表现出较优的性能,顺酐收率达95%(w)以上。
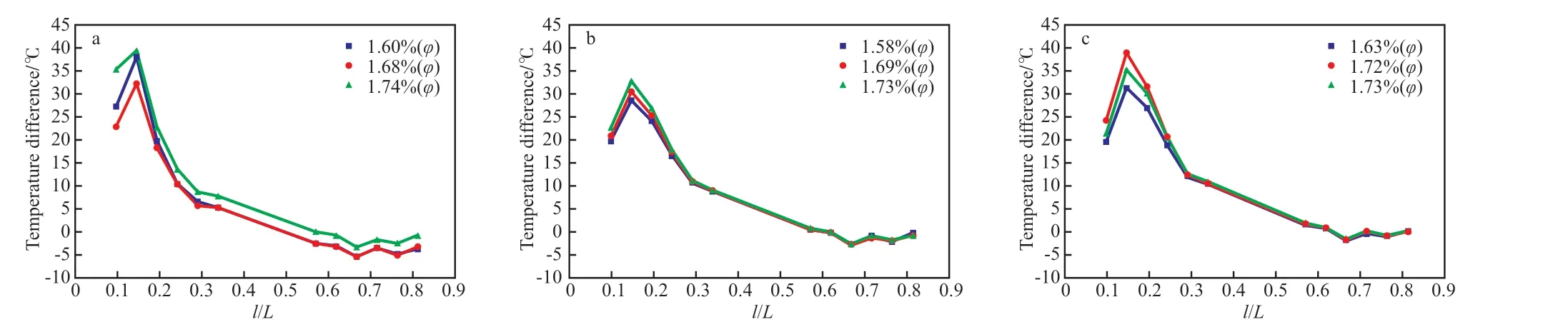
图4 不同正丁烷含量下单管反应器的床层温差变化曲线Fig.4 The bed temperature difference distribution of single tube at different n-butane concentration.
2.4 操作区域
根据单管实验结果,考察GHSV 与熔盐温度对顺酐收率的敏感程度,以GHSV、熔盐温度为变量,绘制操作区域,结果见图5。以顺酐收率高于95%(w)为目标,GHSV 允许波动在16%以内,正丁烷含量在1.60%~1.80%(φ)范围内。由图5 可知,温度在395 ~403 ℃、GHSV 在1 500 ~2 000 h-1范围内的操作区域,顺酐收率达95%(w)以上。
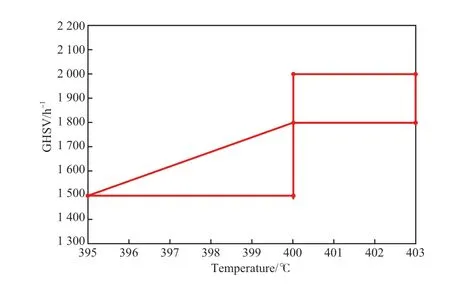
图5 单管反应器的操作区域Fig.5 The operation area of single tube.Yield of maleic anhydride of more than 95%(w).
3 结论
1)提高线速度对传质和传热均有利,其他操作条件相同情况下,外扩散阻力和传热阻力随线速度增加而减小,因此提高线速度是增强传质和传热的有效途径。单管反应器中外扩散影响小于小试反应器,单管反应器的热稳定性较好。
2)与小试反应器相比,单管反应器由于较好的传热性能,操作范围更广泛,可适当提高GHSV及正丁烷含量,操作处理量更大,催化剂应用性能及反应性能较好。
