CVC轧辊非对称磨损的磨削力均化方法
2022-10-13叶梦传丁国龙汤明俊赵大兴余运清
叶梦传,丁国龙,2,汤明俊,赵大兴,2,余运清
(1.湖北工业大学机械工程学院,湖北武汉 430068;2.湖北省包装装备工程技术研究中心,湖北武汉 430068;3.武汉市精华减速机制造有限公司,湖北武汉 430068)
0 前言
板材成形加工工艺中,轧辊是板材轧制生产加工中主要消耗件之一,不仅对轧辊磨削精度和加工效率要求高,且磨削余量大。轧辊磨削力对轧辊磨削振动、砂轮磨损、工件加工质量和设备的稳定性都会产生影响。
国内外许多学者对磨削力建模进行了研究。牛文铁和徐燕申通过测量磨削过程中的磨削力,利用回归分析方法得到了磨削力的经验公式。何玉辉、WU、张建华等探讨了超声振动对摩擦力的影响,以最大未变形磨削厚度服从瑞利分布为前提,获得了磨削力的预测模型。TAWAKOLI、BHADURI等对超声波磨削软材料进行试验研究,结果表明超声磨削时法向磨削力约降低了60%,切向磨削力降低了40%。黄智等人针对磨削力的高动态特性,采用一种相互正交的独立弹性元件测量三向正交磨削力,并设计出动态的磨削力测量平台。
WERNER通过研究磨粒在磨削过程中的几何分布和运动过程,建立了磨削力的力学模型。MALKIN、BADGER 等认为磨削力的大小与磨损面积有关,磨削力与磨削过程中的切削变形力和摩擦力有关。LI 、HECKER等在一系列的加工试验基础上,提出了关于切屑变形的磨削力模型。
尽管磨削力模型的研究成果较多,但由于磨削对象不同,磨削力模型不能通用。因此,需要根据CVC轧辊的工作特性和磨削的磨损量等,对磨削力模型进行修正,从而准确预测轧辊磨削力。
1 CVC轧辊的非对称磨损
1.1 CVC轧辊的工作特性
连续变化的辊形凸度(CVC)能代替平辊、凸辊、凹辊等轧辊控制板材变形。CVC轧辊通过窜动轧辊改变凸度,达到均匀加工板材的目的。
本文作者前期研究中采用离散化变凸度辊形的自适应设计方法得到CVC轧辊的曲线方程,如式(1)所示:
()=+++
(1)
式中:为轧辊的名义直径;、、为辊形相关系数。CVC 2 250 mm热轧工作辊的系数如表1所示。

表1 CVC辊形系数
1.2 CVC轧辊非对称磨损的辊形曲线
借助Pomini系统自带的辊形曲线监控软件PROFIWIN,通过测量臂的辊形测量传感器,对2 250 mm热轧辊的磨损轧辊表面等距离采集1 000个点的数据,并绘制磨损曲线。
以Sinumerik 840Dsl数控系统作为开发平台,开发的轧辊磨削软件通过OPC UA工业协议实时提取轧辊表面磨损量数据,使用MATLAB绘图命令绘制实际的磨损形貌。如图1所示,CVC轧辊存在明显的非对称磨损现象,且磨损形貌整体呈现出帽形,需要进行大余量磨削。
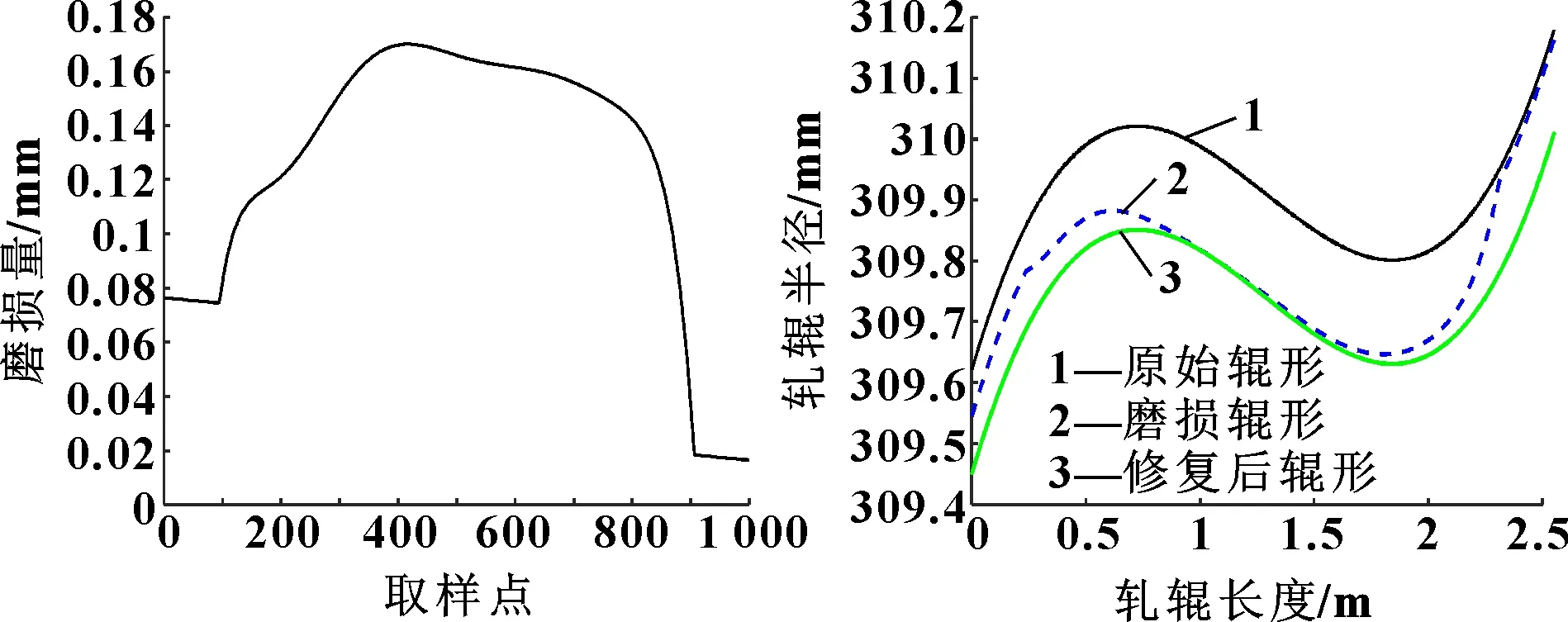
图1 1 000取样点的磨损量 图2 轧辊非对称磨损曲线
如图2所示,磨损曲线与正常曲线相比,磨损量呈现出不均匀分布。非对称磨损会影响板材变形,导致板材轧制质量劣化。因此,需要合理的加工工艺进行磨削修正处理。
2 磨削力均化模型的建立
2.1 轧辊磨削力模型的建立
在Pomini HD-425万能数控轧辊磨床上,采用外圆纵向磨削的方式对轧辊进行加工,砂轮和轧辊的运动如图3所示。在磨削的过程中,沿砂轮的宽度方向砂轮前沿部分参与磨削,该部分的宽度等于轴向进给量。磨削加工过程中3个磨削分力如图3所示。其中,为法向磨削力;为切向磨削力;为轴向磨削分力,轴向分力较小,可不计。由于砂轮的磨粒具有较大的负前角,一般法向磨削力大于切向磨削力;为砂轮速度;为轧辊速度;为轴向进给速度;为磨削深度。
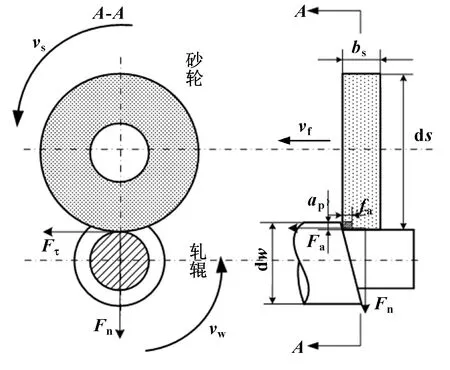
图3 磨削运动及磨削分力示意
磨削力与磨粒形状、磨粒分布和轧辊材料等参数有关。为简化磨削力的模型,文中做如下假设:
(1)砂轮上的磨粒尖端分布在砂轮圆周上,磨粒的形状是具有一定顶角的圆锥,且圆锥的回转轴线通过砂轮的圆心;
(2)不同磨粒切削产生的切屑之间不产生干涉;
(3)不考虑磨削过程中的温升对轧辊表面质量和砂轮磨粒的切削性能的影响。
磨粒加工受力如图4所示,建立单个磨粒的磨削力数学模型,再推广建立多磨粒的磨削力数学模型。
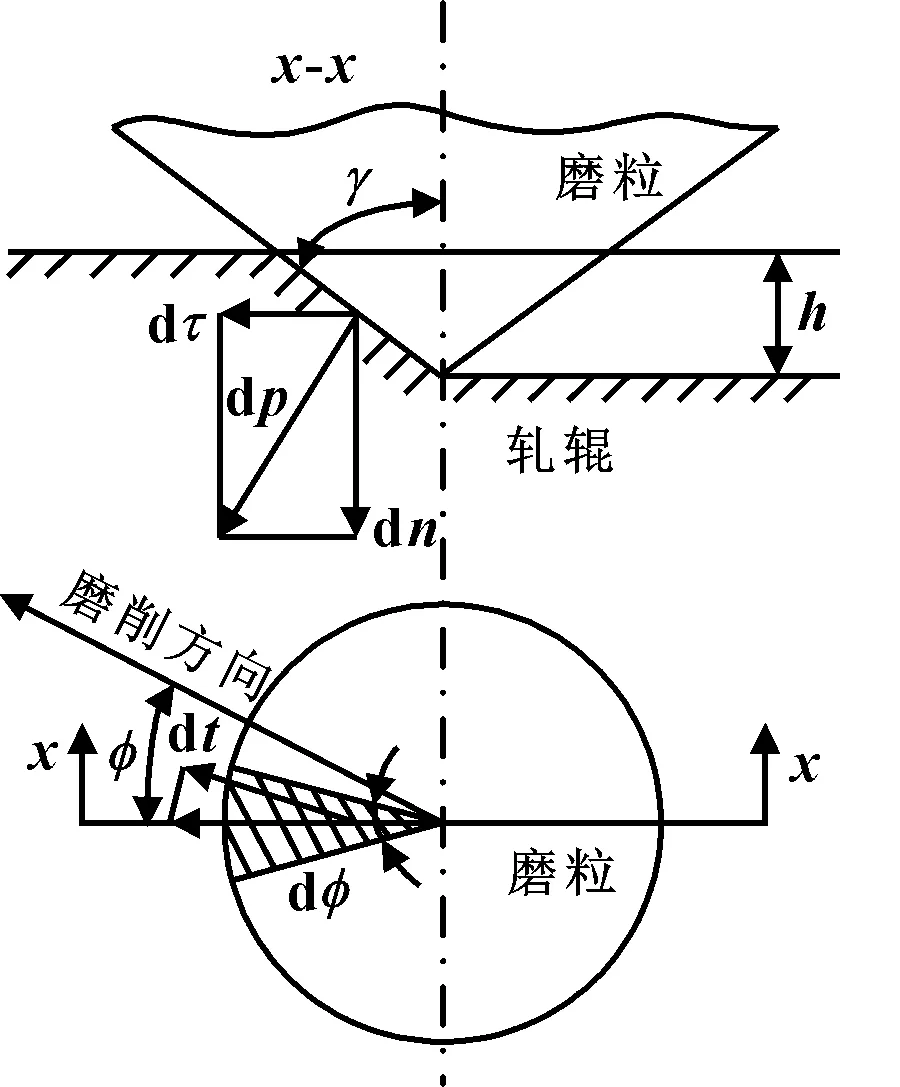
图4 磨粒加工受力

(2)
式中:为单个磨粒的切向分力;为单个磨粒的法向分力;为单位磨削力,计算公式如式(3)所示:

(3)
式中:为磨粒密度相关系数;为材料相关系数;为经验常数,一般范围为0~1;为单(双)行程结束时磨削进给量。
未变形磨削深度如式(4)所示:

(4)
式中:为圆锥半顶角;为轧辊半径;为砂轮半径。
将式(3)(4)代入式(2),得:

(5)
设为同时参与磨削的有效磨粒数,通过下述方法求出,在外圆磨削时,工件与砂轮的接触弧长为

(6)

(7)
由于和远远小于,/和/接近于0,则磨粒数为
(8)
磨削过程中的总切向磨削力和总法向磨削力为
(9)
CVC轧辊磨损后半径可以通过CVC轧辊曲线方程()求得,用()表示;磨削加工后的轧辊曲线用()表示,则轧辊各截面的磨削深度与轧辊长度的函数()为
()=()-()
(10)
设轧辊各截面的回转线速度()为
()=()
(11)
将式(10)(11)代入式(9),对磨削力模型进行修正,得到关于CVC轧辊的磨削力模型:

(12)
2.2 CVC轧辊磨削力均化
CVC轧辊非对称磨损磨削加工过程中,轧辊每个截面的磨削余量不尽相同,且最大磨削余量和最小磨削余量的差值可达到163 μm。传统的磨削方法是砂轮以固定的轴向进给量进行磨削,每个截面磨削深度等于该截面的磨削余量。在磨削整个轧辊的过程中,磨削力的波动大,不仅会影响加工表面的质量;而且在磨削余量小时截面轴向进给速度慢,加工效率较低。式(12)可化简成以下的形式:
5 5军1 6 3师4 8 9团7连战士刘万传在拔除“法国楼”工事的战斗中奋不顾身,所在连被授予对越自卫反击战攻坚英雄连,个人获勋章。但他事后在接受采访中有两句话令人印象深刻:“我只想活命”、“赶快结束战争”。

(13)

由式(13)可知,当轴向进给量恒定时,切向磨削力()和法向磨削力()与()成正比;当轴向进给量不恒定,轧辊长度与轴向进给量函数关系用()表示,以恒定磨削力磨削加工时,()与轴向进给量()成反比。
设轧辊的总长为,磨削力均化之前的轴向进给量为,平均切向磨削力和平均法向磨削力为
(14)
切向力与法向力的关系可由下式表示:
(15)
若将()在磨削轧辊的全行程中均化后,根据式(15),()也会均化。将式(14)代入式(13),当()=时,反求出随变化的轴向进给量()为
(16)
自适应地调整轴向进给量,使磨削力始终保持在平均值附近,可以有效地降低磨削力波动。
3 CVC轧辊磨削实例
在Pomini HD-425型数控万能轧辊磨床上进行了2 250 mm热轧工作辊的磨削试验,实际加工场景如图5所示。

图5 2 250 mm热轧工作辊实际加工图
CVC轧辊磨削的主要加工参数如表2所示。
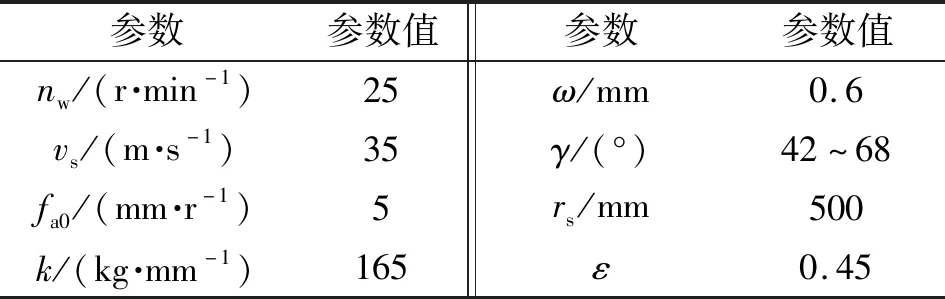
表2 轧辊磨削参数
由表2可知:磨粒的锥角处于一定波动范围内,是由于在轧辊磨削的不同阶段,砂轮的磨粒会产生磨损的现象,且每个磨粒的锥角也不尽相同,因此对磨粒的锥角进行统一,取均值50°。磨削力均化前,砂轮初始轴向进给量采用恒定值,切向磨削力和法向磨削力的变化如图6所示。
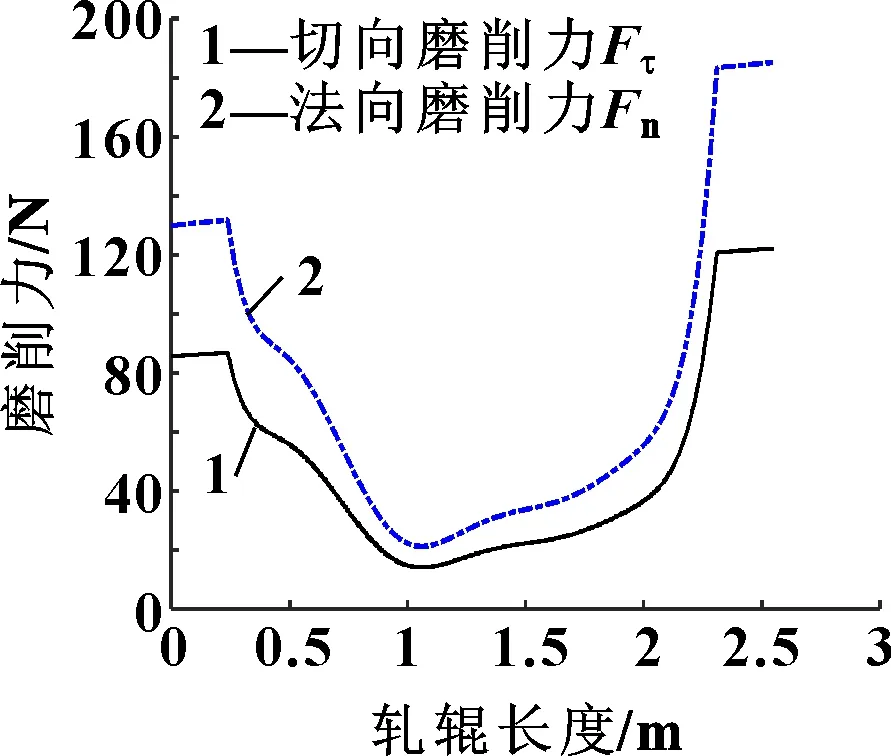
图6 均化前磨削力变化曲线
磨削力的最大值、最小值、平均值、标准差如表3所示,可知磨削力的波动较大。

表3 均化前磨削力的指标 单位:N
拟合前后轴向进给量对比如图7所示,其中的原始进给量通过公式(16)计算。可知:在轧辊两端的进给量有突变现象,若砂轮主轴的刚性较差,突变的加速和减速会使砂轮在惯性的作用下损伤轧辊表面,影响磨削精度。因此,对轴向进给量曲线进行拟合,在保证曲线形状不发生较大变化的前提下,使曲线变得平滑。
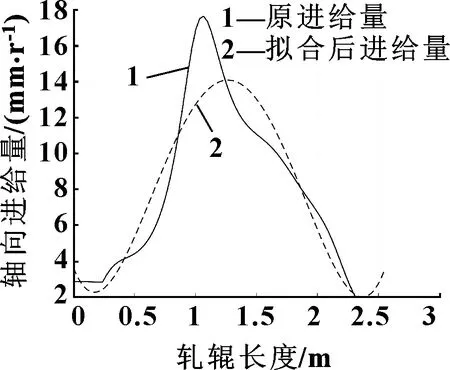
图7 拟合前后轴向进给量对比
文中采用曲线拟合最小二乘法进行线性回归。轧辊长度为自变量、轴向进给量为因变量,高阶线性回归的公式为
()=++++
(17)
式中的参数取值如表4所示。
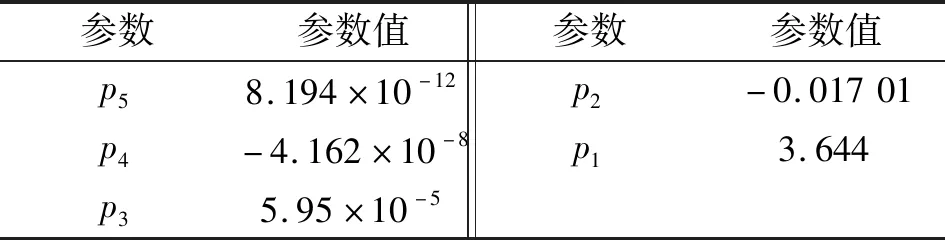
表4 拟合公式的参数取值
将拟合得到的轴向进给量()代入式(12)中,可求得均化后切向磨削力()和法向磨削力():
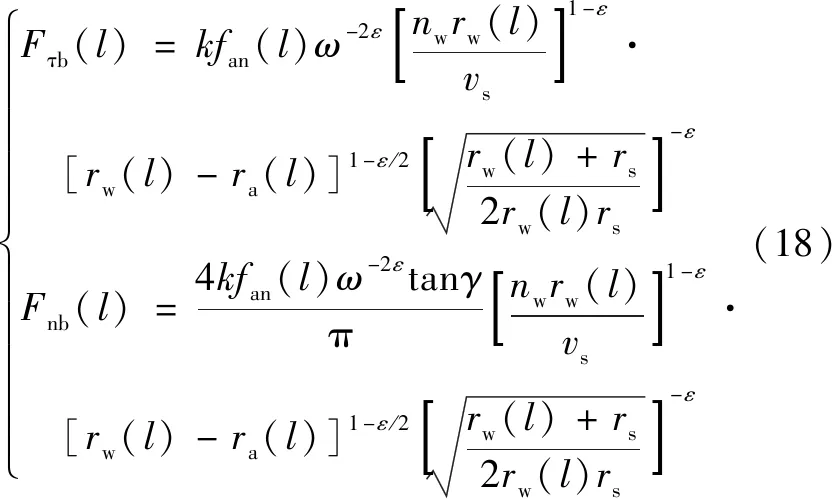
均化前后的磨削力变化曲线如图8所示。
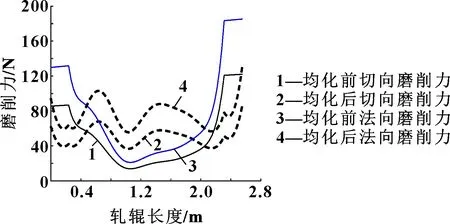
图8 均化前后磨削力变化曲线
均化后磨削力的最大值、最小值、平均值、标准差如表5所示。

表5 均化后磨削力的指标 单位:N
均化后磨削力与均化前磨削力进行对比,切向磨削力和法向磨削力的平均值几乎不变,最大值分别下降了36.3、55.1 N,标准差分别下降了23.9 、36.2 N,均化效果明显。
4 磨削力均化程序设计
利用Qt Creator的开发库,开发一款磨削力均化PC端软件,磨削力均化软件的设计流程如图9所示。
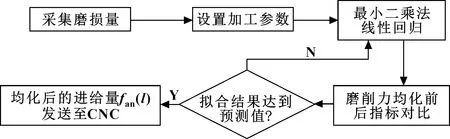
图9 磨削力均化的程序设计流程
机床的测量臂对未加工的轧辊进行探伤,导入采集的点数据,绘制轧辊磨损形貌。通过采集的CVC辊形磨损量,确定磨削加工的余量,设置磨削加工参数(包括砂轮转速、轧辊转速等),通过轧辊磨削力模型反求出磨削轴向进给量曲线方程,并采用最小二乘法进行线性回归,得到磨削力均化后的进给量方程,计算磨削力均化前后的平均值、最大值、最小值和标准差。若均化后的标准差达到拟合效果,则根据轧辊的长度进行磨削参数的分配,最终将均化后的磨削加工参数导入到数控系统中;若拟合效果未达到预设值,则提高最小二乘法线性回归的阶数,求得更平滑的进给量曲线,再将均化后的磨削加工参数导入到数控系统中进行实际加工。
5 结论
(1)提出了CVC轧辊非对称磨损的磨削力均化方法。通过Pomini系统的辊形曲线监控软件PROFIWIN等距采样得到磨损的辊形曲线;针对恒定轴向进给量会导致磨削力波动较大,建立多磨粒磨削力均化模型,提出了时变轴向进给量的磨削工艺进行磨削力均化,均化后的磨削力波动较小。
(2)利用Qt Creator的开发库,开发一款磨削力均化PC端软件。该软件可以为工艺人员选取工艺参数提供理论参考,从而保证CVC轧辊的高效磨削加工。
