刀具负倒棱对Ti6Al4V干式切削的影响研究
2022-10-12赵庆军李海峡贾天明彭俊杰唐辉阳杜明聪
赵庆军,李海峡,贾天明,彭俊杰,唐辉阳,杜明聪,2
1森泰英格(成都)数控刀具股份有限公司;2燕山大学机械工程学院
1 引言
Ti6Al4V钛合金是目前应用较为广泛的高温钛合金,同时也是飞机发动机部分零部件理想的制造材料。由于其导热性低和化学活性高,导致切削过程中温度高刀具磨损严重,属于难加工材料,加工过程中需要耗费大量切削液,容易对环境造成严重污染[1]。
干式切削技术是指在切削过程中不使用切削液,消除了切削液带来的负面影响。由于缺少切削液的润滑、冷却和排屑作用,使得切削力和切削热急剧增加,刀具寿命大幅下降,因此对刀具、机床和切削参数的选择提出了更高的要求。
在钛合金的干式切削过程中,大多数情况下都会产生锯齿状切屑并且伴随大量发热。切削参数和刀片形状决定了工件材料的流动方式,进而影响切屑的形成。刀具在切削过程中的受力和受热主要集中在刃口处,在精密加工中尤为明显[2]。刀具刃口的形状对切削过程中的力-热特性具有重要影响[3-5]。在刀片刃口处加工负倒棱是一种常见的刃口处理形式,增加负倒棱可以增大刃口楔角和提高刀具强度,从而提高切削过程的稳定性,优化刀具散热能力,以获得更好的表面质量,提高刀具使用寿命[6]。本文基于Deform 2D软件进行仿真试验,探究了刀具负倒棱参数对Ti6Al4V钛合金干式切削的影响。
2 干式车削Ti6Al4V的有限元建模
由于钛合金锯齿状切屑形成时间很短,试验过程难以观察到材料的变形细节,同时也难以获取应变、温度等瞬时参数。因此,可以借助有限元数值模拟方法研究刀具负倒棱对钛合金切削过程的影响规律。
2.1 建立几何模型
基于Deform 2D软件进行车削加工仿真。由于三维切削过程较为复杂,计算时网格数量太多,不便研究钛合金金属流动情况,为简化刃口切削模型,采用正交切削模型进行仿真试验。模型如图1所示,几何模型由刀具和工件组成。
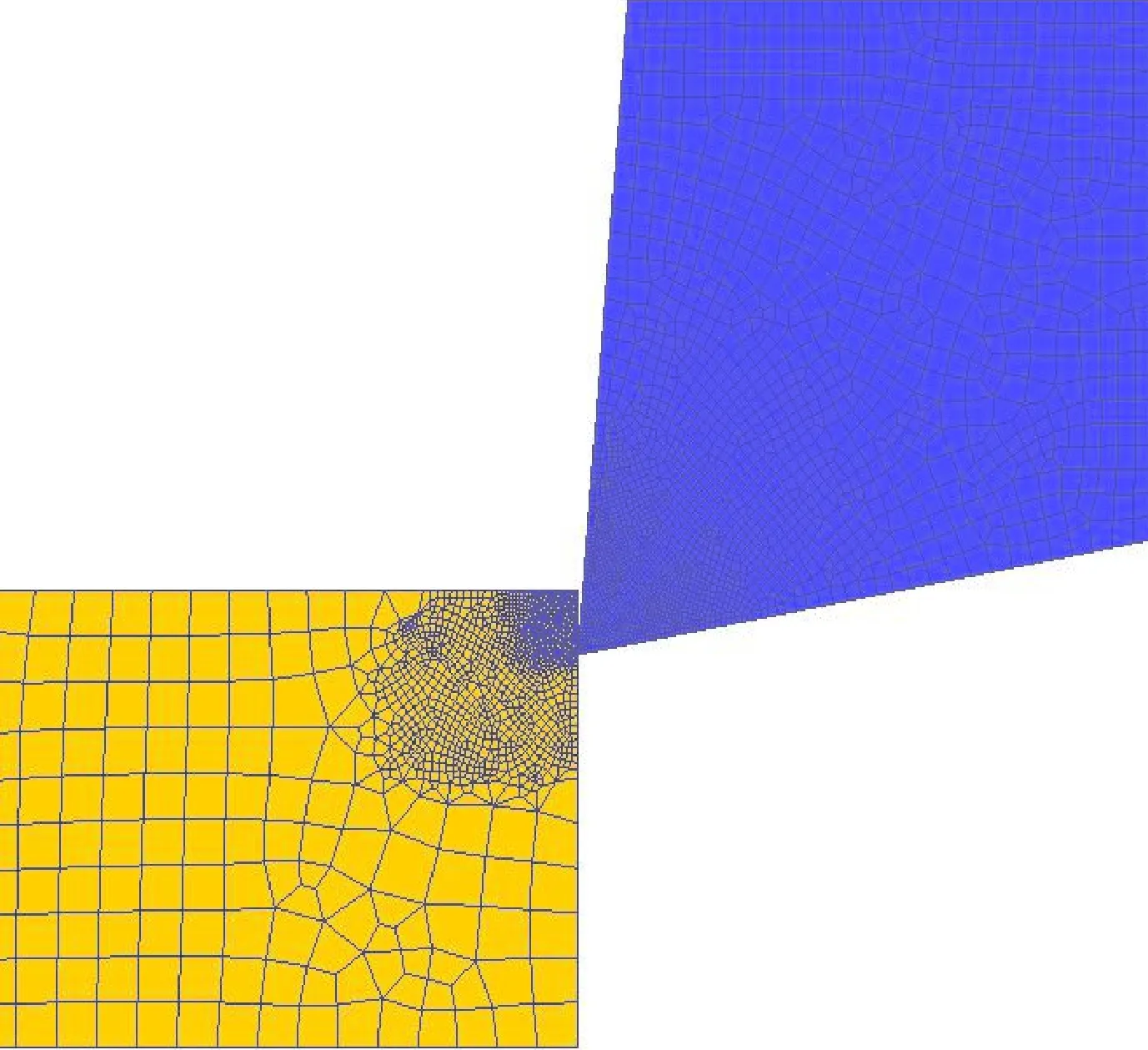
图1 正交切削的有限元模型
工件尺寸为6mm×0.7mm,切削深度为0.5mm,进给量为0.1mm。刀具前角为5°,后角为10°。
2.2 建立本构模型
在金属变形过程中,涉及第一、第二变形区热-力耦合问题,材料各层之前应力、应变和温度有很大差异。为准确描述钛合金切削过程中的弹塑性变化规律,反映切削过程中切屑的形成和发热情况,采用Johnson-Cook流动应力模型作为工件材料的本构模型。Ti6Al4V的流动应力模型可表示为
(1)

表1为工件材料的物理参数[7]。刀具设为刚体,材料选择软件中自带的WC材料。

表1 Ti6Al4V的本构模型参数
2.3 切屑分离准则
由于钛合金切削过程中会产生锯齿状切屑,所以材料分离准则的选择非常关键。采用Cockcroft & Latham 断裂准则,其表达式为
(2)

2.4 摩擦模型
在切削时,刀具与工件之间会发生摩擦。对于前刀面与切屑之间的接触,Zorev N.N.[9]认为存在粘结区和滑动区,并分析了作用在前刀面上的法向应力和摩擦应力沿前刀面的分布规律。在粘结区,剪应力和材料的屈服应力相等;在滑动区,摩擦系数μ为常数,满足库伦摩擦定律[10]。在切削仿真过程中,常见的摩擦模型为
(3)
式中,τ为摩擦应力;τcrit为临界剪切屈服强度;σ为接触面上的法向应力。
3 试验方案设计与仿真结果
在刀具负倒棱工艺中有两个重要的参数,即倒棱宽度w和倒棱角度α,如图2所示。
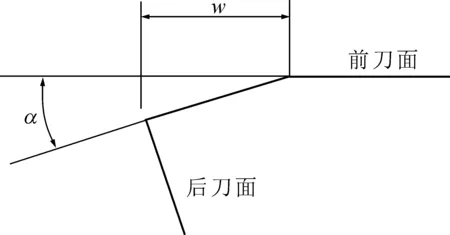
图2 刀具负倒棱
以倒棱宽度和倒棱角度为变量的单因素仿真方案见表2。由于倒棱宽度过宽会改变刀具前角,倒棱角度过大会产生较大负前角,故选取0.04~0.16mm的倒棱宽度和5°~20°的倒棱角度作为试验范围。

表2 单因素仿真方案
借助Deform 2D软件进行切削仿真,切削长度为3mm,切削速度为60m/min,室温20℃。试验计算出切削振动频率和主切削力振幅,并获得切削热和前刀面温度。试验结果见表3。
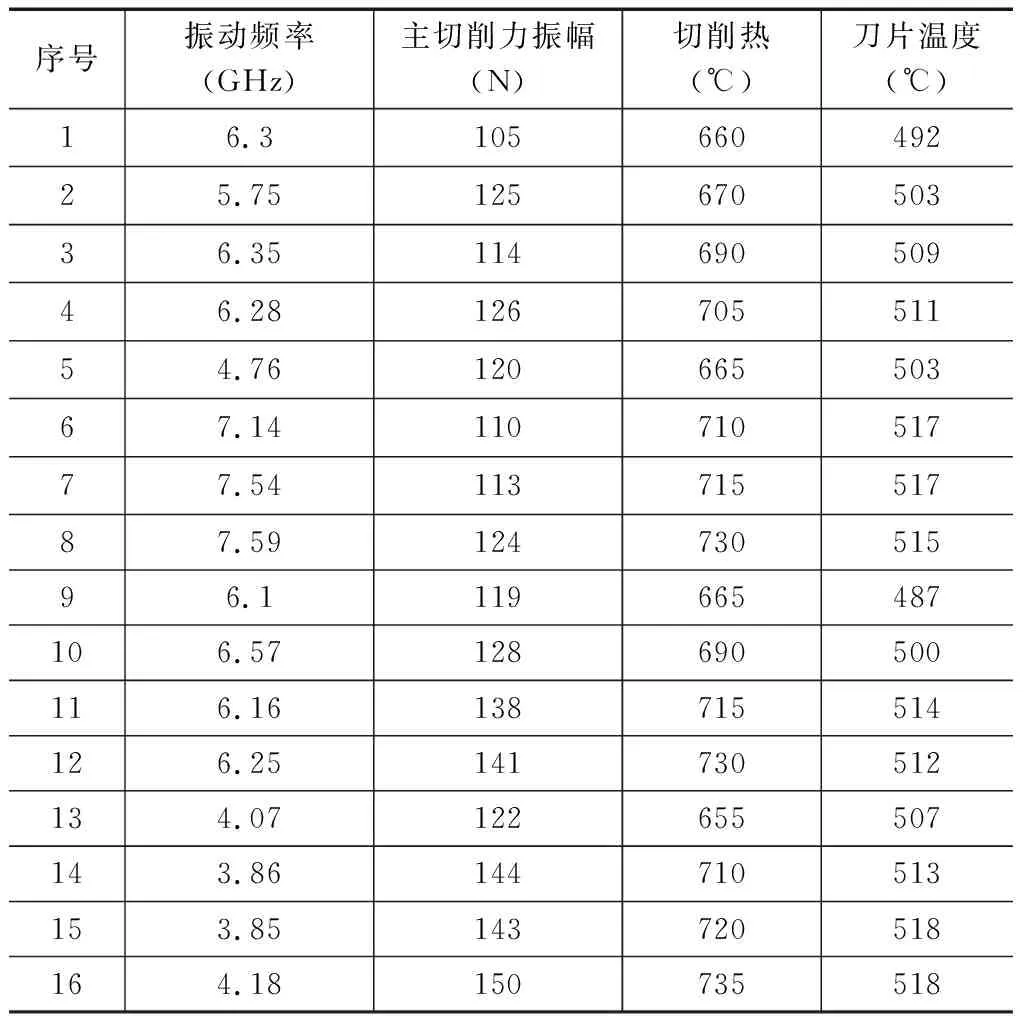
表3 仿真试验结果
4 仿真结果分析
切屑成型的过程是负倒棱通过改变刀具与工件材料作用的方式以及工件材料的流动方向,进而改变切削力、振动频率、切削热和刀具寿命等切削性能参数。通过对倒棱参数进行研究,从而分析切削参数对切削振动和切削热影响的规律。硬质合金刀片切削钛合金时的主要磨损形式为粘结磨损、氧化磨损和扩散磨损,氧化磨损主要发生在前、后刀面的边缘区域。
4.1 负倒棱对切削力的影响
由于钛合金在大部分切削速度下会产生锯齿状切屑,其在形成过程中会产生切削力的瞬间波动,使加工产生噪音和振动,降低加工表面质量和刀具寿命。如图3所示,主切削力随着切屑的产生出现了周期性的波动[11]。
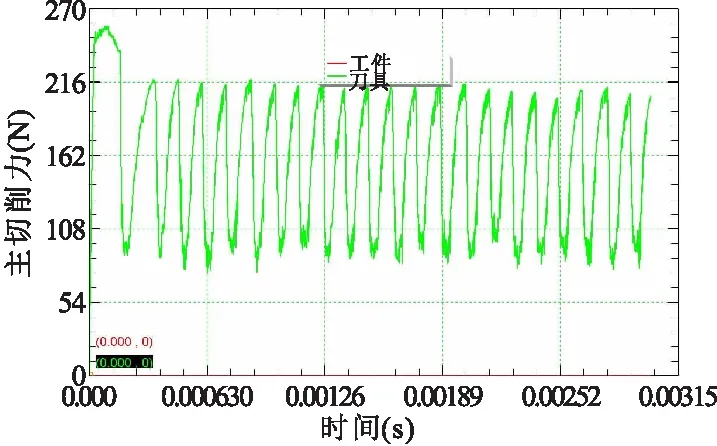
图3 主切削力变化情况
图4是切屑产生过程中的等效应变分布。可知,工件受刀具挤压作用逐渐隆起,随着变形的增大,切削主变形区应力集中并产生剪切滑移,形成锯齿状切屑并产生切削力波动。
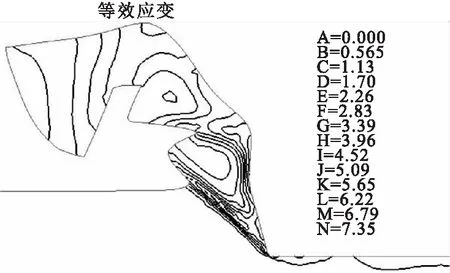
图4 等效应变分布
对表3的试验结果取均值,得到倒棱宽度对切削振动的影响规律(见图5)和倒棱角度对切削振动的影响规律(见图6)。

(a)倒棱宽度对主切削力振动频率的影响
(a)倒棱角度对主切削力振动频率的影响
由图5a可知,随着倒棱宽度的增加,切削过程中的频率先上升再下降,在倒棱宽度为0.08mm时达到最大,此时锯齿状切屑的锯齿最小,切屑最平滑;由图5b可知,随着倒棱宽度的增加,主切削力的振幅总体上逐渐增加,在0.04~0.08mm时振幅保持不变,大于0.08mm后开始明显增加,此时切削力的波动越来越大,主切削力也越来越大。倒棱宽度的增加,增大了倒棱和切屑接触面积,使得刀-屑间的摩擦作用加剧,第一变形区的宽度增加导致切削力明显增加,主切削力振幅也随之增加。
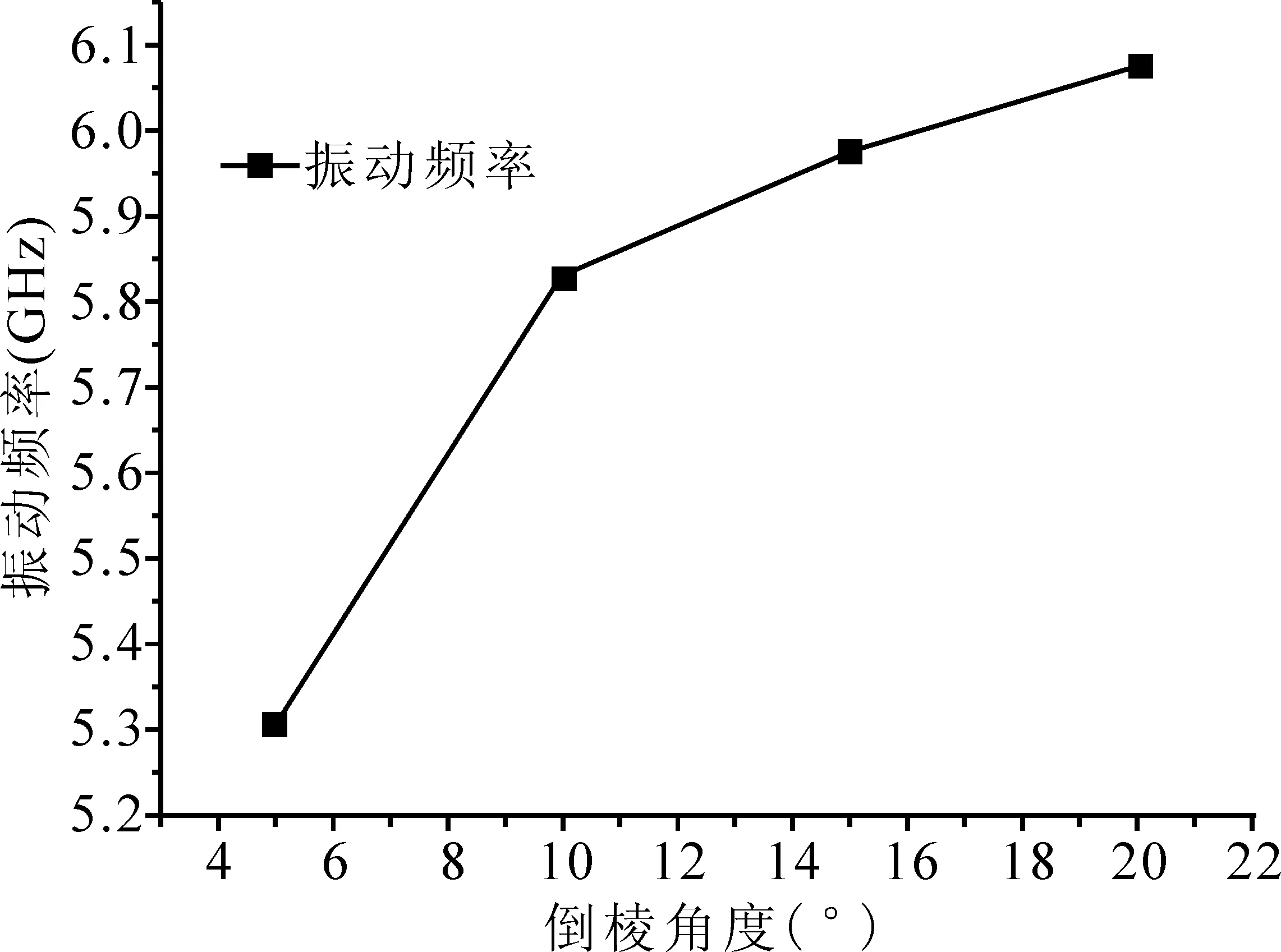
由图6a可知,随着倒棱角度的逐渐增加,切削过程的振动频率越来越大,在5°~10°时变化明显,从10°开始,增加幅度减缓,趋于平稳;由图6b可知,随着倒棱角度的增加,主切削力振幅总体呈线性增加。这是由于随着倒棱角度的增加,切削过程中的负前角增大,切削过程中的剪切角变小,刀具对工件的挤压作用更加明显,导致切削力增加,主切削力振幅也随之增加。
4.2 负倒棱对切削温度的影响
由图7a可知,随着倒梭宽度的增加,切削温度逐渐上升,在0.04~0.08mm时温度上升显著。倒棱宽度对前刀面最高温度的影响并不显著,由图7b可见,倒棱宽度的增加提高了切削过程的发热量,同时也提高了刀片的散热能力。这是由于随着负倒棱宽度的增加,前刀面和切屑的接触面积增大,摩擦作用加剧,导致切削热明显增加,但是由于散热面积更大,前刀面的最高温度没有明显增加,因此可以在提高刃口强度的前提下保证刀具寿命。

(a)倒棱宽度对切削热的影响
由图8可知,切削热和前刀面最高温度随着倒棱角度的增加而增加,前刀面最高温度的增加幅度更为平缓。这是由于负倒棱增大了负前角,工件变形程度更大,导致发热更多。因此,倒梭角度的增加提高了切削过程的发热量,增加了刀片的散热能力。
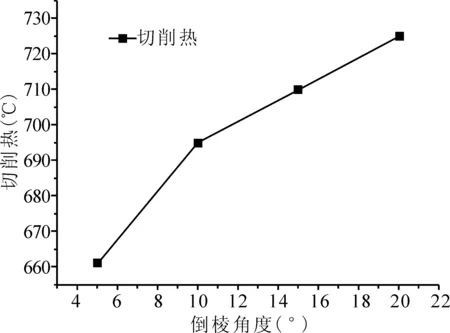
(a)倒棱角度对切削热的影响
5 结语
刀片的负倒棱结构对钛合金干式切削过程有显著的影响。切削过程的振动频率随倒棱宽度的增加先增加后减小,主切削力振幅随倒棱宽度的增加而增加,倒棱宽度大于0.08mm后,主切削力增加明显。
振动频率和主切削力随倒棱角度的增加而增加。切削温度和前刀面最高温度随着倒棱宽度和倒棱角度的增加而增加,但刀尖处散热情况变好。当倒棱宽度为0.08mm,倒棱角度15°时,可以保证足够的的刃口强度、较小的锯齿尺寸和较小的主切削力振幅,既能提高加工质量,又能延长刀具寿命。
