化工厂压力管道更换常见问题及分析
2022-09-28柴明亭宋学深
陈 哲 柴明亭 宋学深 苏 磊 沈 号
(1.辽宁工程技术大学,辽宁阜新,123000;2.山东能源集团兖矿东华建设有限公司,山东邹城,273500;3.中国水利水电第一工程局有限公司机电安装分局,辽宁大连,116041)
压力管道的定义为:公称压力大于等于0.1MPa,直径大于25mm,输送介质为气体、蒸汽、液化气,最高工作温度高于或等于其标准沸点的液体或可燃、易爆、有毒、有腐蚀性的液体的管道。但化工厂管道使用寿命大概在10年左右就需要进行整体更换,甚至还需要在管道运行时进行非停车作业,危险性巨大。安装单位在中标以及采购相应材料后,还需办理告知文件到当地政府才可进行管道更换作业,告知文件包括告知书、施工及管理人员资格证书、企业安装资质、压力管道安装安全质量监督检验申请书和施工组织设计等文件,具体要求还需参照当地政府政策[1]。准备工作完成之后,最重要的还是在安装单位施工过程中遇到的问题以及相对应的创新型解决办法,以安全为准绳,提高工作效率,保证工期顺利完成,提升企业形象。
1 管线图绘制
1.1 管线图绘制常见问题
化工厂现场管道预置之前需要由技术人员以及管工绘制相应的管道单线图,为焊工预置焊接提供直观的资料。但在现场施工时遇到的不确定性因素颇多,比如:
(1)需要进行压力管道大面积更换的化工厂运行时间必然大于10年,在10年内很大程度上会发生一些难以避免的泄露问题,需要增加一些挡板、止回阀以及支管等进行堵漏或者改道,延长化工设备运行时间,因此只看设计单位给的原始图纸可能会导致遗漏材料、材料盈余以及购买型号不匹配等问题。
(2)有时可能会遇到图纸与现场管线排布路线不同的情况,原因可能是在化工厂初建时建设单位为了给现场腾出较大活动空间或在预制过程中出现失误。如果这时管线图绘制不准确可能会导致安装过程出现错误而导致停工并延误工期的情况,更可能会延误化工厂生产运行,导致亏损。
1.2 管线图绘制常见问题解决办法
(1)首先管线图的绘制可以将图纸与现场真实管线分布情况各绘制一份出来,这样无论甲方想要采取那种方式更换管道都能迅速反应进行管段预置,但一般情况都需要结合现场实际。测量工具一般选择卷尺、米尺,但大型化工设备一般在20米以上,因此也需要准备长距离激光测量仪进行远距离以及高处管道的测量[2]。
(2)其次,现场管道出现阀门、止回阀、挡板、流量表以及支管等设备多余或缺少时,一定要及时与甲方沟通,并理解其中缘由。因为化工厂管道中不仅只有蒸汽,可能还会包括煤气、甲烷,苯蒸汽和萘蒸汽等剧毒气体,如在不明情况时进行切割管道,可能会导致泄露、中毒、爆炸等重大风险事故,甚至出现重大人员伤亡。
最后,管线图的绘制一定要细心、精确,只有打好前期基础,这样在真正停车更换管道时才能更快、更高质量地完成。
2 焊接作业
2.1 压力管道焊接作业常见问题
化工厂压力管道材料一般选择20#钢、304不锈钢以及15CrMo耐蚀钢,其中20#钢焊接性最为优异,较易焊接;而304不锈钢和15CrMo耐蚀钢焊接性较差,容易产生焊接热裂纹,进而导致管件检测不合格,无法进行安装。因此,合理的焊接工艺和高水平的焊工是管道焊接合格的关键[3]。
2.2 确定压力管道焊接作业焊接工艺
2.2.1 合理选择坡口
(1)焊件在组对前,应按图纸(或规范)设计开好坡口,并将焊口表面内外壁油漆、垢、锈等清理干净,直至露出金属光泽,并检查母材无裂纹、夹层等缺陷。
(2)焊件的对口应内壁齐平,焊口清理范围10—15mm,对接接头坡口形式及尺寸如下:
壁厚≤3.5mm的坡口形式按图1-A加工;
壁厚3.6—22.2mm的坡口形式按图1-B加工;
壁厚>22.2mm的坡口形式按图1-C加工。
管子内径或外径不等时应将厚管壁削薄,其削去的厚度与长度之比为1:3。
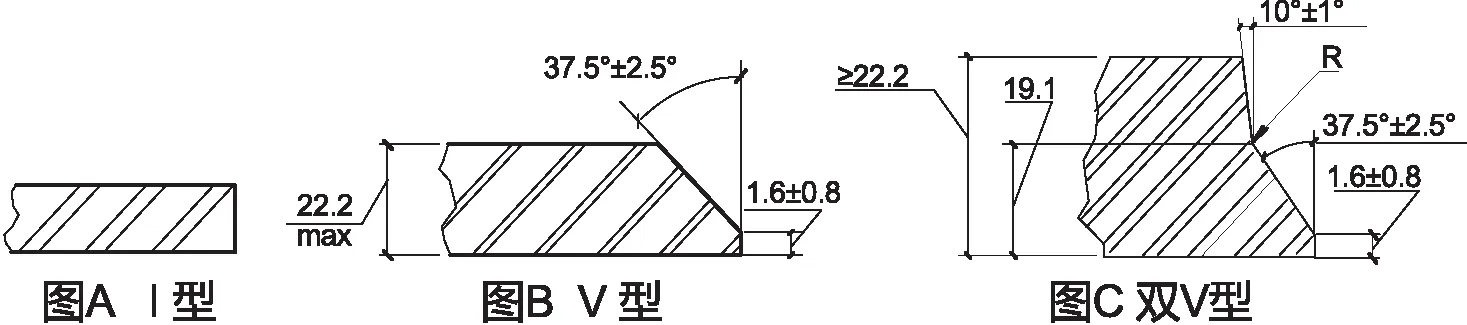
图1 坡口形式
2.2.2 焊材及焊机的选择
在焊接作业前需要将焊条进行烘干处理,防止出现气孔裂纹等的问题,以20#钢,304不锈钢和15CrMo耐蚀钢三种材料为例,焊条使用前应根据其说明书进行烘培,每周重复烘培不得超过两次。烘培好的焊条应装入温度为100—150℃的专用保温箱内,随用随取。焊丝在使用前应清除锈垢和油污,直至露出金属光泽。
焊材选择及焊条烘干见表1。

表1 焊材选择及焊条烘干情况
烘干箱的选择见图2。

图2 自控红外电焊条烘干保温箱
目前施工单位作业使用的电焊机全部更新为脉冲直流电焊机,以前的直流电焊机和交流电焊机已经被淘汰,电焊机的选择见图3。

图3 WS-400脉冲直流电焊机
2.2.3 焊道焊层的确定
(1)氩弧焊打底的焊层厚度不大于3mm。其他焊道的单层厚度不大于所用焊条直径加2mm。
(2)氩弧焊打底的根层焊缝检查后,应及时进行次层焊缝的焊接,以防止产生裂纹,多层多道焊接时,应逐层进行检查,经自检合格后,方可焊接次层,直至完成。
(3)施焊中,应特别注意接头和收弧的质量,收弧时应将熔池填满。
(4)厚壁管道应采用多层多道焊,其中氩弧焊打底的焊层厚度不小于3mm,其他焊道的单层厚度不大于所用焊条直径加2mm,单焊道摆宽度不大于所用焊条直径的5倍,多层多道焊的接头应错开。焊道排列要求如图4,焊道实际状态如图5。
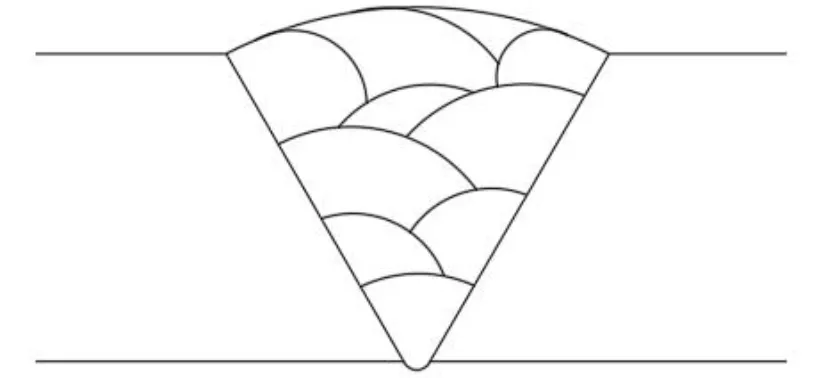
图4 焊道理论排列分布

图5 焊道实际排列分布
3 压力管道的无损检测要求
压力管道厚度小于或等于30mm优先选用射线检测,大于30mm采用超声检测,有色金属压力管道优先采用X射线检测,具有铁磁性的压力管道选用磁粉检测。根据压力管道无损检测标准,化工厂用压力管道GC1管道需要100%无损检测,焊缝等级为Ⅰ级;GC2管道需要20%无损检测,焊缝等级为Ⅱ级;GC3管道焊缝等级为Ⅴ,不需要进行无损检测,可以按现场实际情况进行抽检。当管道直径小于500mm时需要对整条环焊缝进行检测;当管道直径大于500mm时只需要检测长度大于150mm即可。管理人员应熟悉压力管道检测标准,对检测规则进行掌握,防止一些不法检测机构乱检,错检。
施工人员将压力管道预制焊接以及清理焊口后,无损检测部门需要在夜晚无人员在场时进行射线检测,防止射线对人体细胞产生危害,进而导致一系列的并发症[4]。
4 现场施工常见风险以及预防
4.1 管道拆除
煤化工化工厂压力管道中的物质一般为煤气、粗笨、萘、硫铵以及循环水等物质,因此在压力管道更换过程坚决禁止氧乙炔切割管线,只能利用手割刀以及钢锯等冷切割方法对旧管道进行拆除。
在拆除管道时为防止出现突发情况,需要进行以下准备防止出现危险以及将损失降到最低。
(1)等待甲方停车吹扫管道,待管内剩余液体清扫干净后再进行切割。
(2)提前做好技术方案交底,根据方案进行切割作业,使工程有条不紊地进行。
(3)由于煤气和苯等物质具有强毒性、强致癌性,现场需要准备好强力吹风设备并保持现场环境湿润通风,一旦在不确定情况下切割管道导致煤气、粗笨管道泄露时,立即背对众人打开吹风设备并快速逃离现场,等待专业人员抢修,防止出现大的伤亡情况,安全第一,生命至上[5]。
(4)施工人员利用冷切割切管道时需要穿好防化服和防毒面具,虽然较为笨重,但在出现泄露时能够保证生命的安全。
4.2 管道安装
压力管道的更换基本都属于抢修范围的施工,需要施工单位具有过硬的技术水平,以及完善的制度保障和人员配置,才能使管道的置换在保证安全的情况下顺利完成。
旧管道拆除后,新管道的安装依然具有很大的风险,需要我们时刻注意以下几点:
(1)由于长年累月的腐蚀,连接设备的管道以及塔顶、炉顶的法兰及焊接处已经严重腐蚀,随时可能掉落伤人,因此作业人员不能站在塔顶焊接作业,需要两台甚至更多吊车吊物、吊人,在不接触塔台的情况下作业,防止出现高处坠落风险。
(2)化工厂高处的管道一般在20m以上,甚至能达到50m,安装过程底部稍微有一丝偏差,就会导致顶部管口偏离设备连接处很大一段距离,因此,需要购买对应材料的活套法兰对设备口和管道进行连接。
(3)地面管道焊接过程需要注意盲板位置,禁止设备过热以及焊漏,出现爆炸、火灾等风险。
管道在安装后需要立即开车,无法再进行二次抽检,因此,换新管道时需要高超技术的焊工进行焊接以保证良好的焊接质量。
5 结语
“安全第一,生产第二”,本文本着以人为本,生命至上的原则,从图纸绘制、焊接、无损检测以及现场施工常见风险及预防四个方面对化工企业管道更换过程进行了全方位的分析,以期为广大管道安装从业者提供成功的经验,保障施工人员的安全,使工程能够顺利完成。