胶层-镍箔辅助激光焊钢/镁接头组织与性能
2022-09-28李会明周惦武王新宇贺赵国刘金水
李会明,周惦武,王新宇,贺赵国,刘金水
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙,410082;2.湖南大学,长沙,410082)
0 序言
航空航天和汽车领域,轻量化技术的快速发展是提高能源利用率的有效措施之一[1].使用钢-镁复合结构件代替单一钢结构件,减轻汽车重量,提高燃油利用率和节能减排,因此实现钢和镁有效连接具有重要的现实意义[2].然而实现钢和镁的有效连接充满巨大的挑战[3].一方面,镁的沸点低于铁的熔点,导致焊接过程中镁合金容易发生气化和产生飞溅.另一方面,根据Fe-Mg 相图,铁和镁之间几乎不发生固溶,不能产生金属间化合物.因此需要添加中间元素实现钢和镁冶金结合;另外针对钢和镁的物理性质差异,需要考虑添加胶层,减缓钢/镁层间热量传递,提高焊接工艺的稳定性[3].
国内外学者在镁/钢异种金属焊接方面开展了较多工作.Tan 等人[4]研究了不同厚度铝中间层对镁/钢接头微观结构和力学性能的影响,发现铝中间层促进镁/钢冶金结合,在镁熔合区-钢界面产生不同厚度的Fe-Al 反应层;Wang 等人[5]对6061 铝合金和AZ31B 镁合金进行激光胶接焊,发现由于激光焊接和胶粘剂的复合作用,焊接接头表现出比仅用激光焊接和胶粘剂的接头更好的性能;任大鑫等人[6]通过镁合金激光胶接焊和激光焊接的对比分析,发现添加胶层增加焊接试件对激光的吸收率;王红阳等人[7]研究发现,添加胶粘剂增强熔池内部液态金属的流动性,促进熔池内部异质金属之间冶金反应和相互混合;Liu 等人[8]研究镁与铝合金激光-TIG 混合焊接过程中胶粘剂对电弧行为的影响,发现添加胶粘剂增加激光钥匙孔内的压力,电弧等离子体的电子温度下降,提高焊接效率,增加焊接熔深;周惦武等人[9]以钢/铝为研究对象分别进行激光焊接和激光胶接焊,发现激光胶接焊时,等离子体颜色明亮,形态密度大,熔池宽度两侧熔融态的铝体积分数增多,钢/铝横向结合面积增大.上述研究是单一添加夹层或者是胶层,而关于同时添加夹层和胶层对钢/镁接头组织和性能影响,特别是以镍箔作为中间夹层的研究,目前很少见到相关报道.
文中采用钢板在上、镁板在下且添加胶层-镍箔辅助的激光焊接技术,对厚度1.4 mm 的DP590双相钢和厚度1.5 mm 的AZ31B 镁合金进行焊接,基于热力学计算选择添加箔片元素,分析接头焊缝形貌、显微组织与力学性能,并对接头熔池温度场和流场进行数值模拟.试验结果为实现钢/镁的良好结合提供新的研究思路和理论支撑,为汽车轻量化的发展提供重要的试验基础.
1 试验方法
试验材料选用DP590 双相钢和AZ31B 镁合金,其板厚尺寸分别为100 mm×30 mm×1.4 mm和100 mm×30 mm×1.5 mm,添加胶层为汽车用胶,添加纯镍箔,其厚度0.1 mm.试验用双相钢和镁合金的主要化学成分见表1.

表1 母材化学成分(质量分数,%)Table 1 Chemical composition of base material
采用YLS-4000-CL 型光纤激光器作为焊接热源,最大输出功率为4 000 W,激光波长为1 070 nm,连续输出激光模式为TEM00,抛物反射镜聚焦,焦距镜长200 mm,焦斑直径0.4 mm,光束发散角α<0.15°.焊接前,首先用不同目数的砂纸对双相钢和镁合金的待焊表面,进行打磨去除表面的氧化膜,用丙酮清洗去除表面的油污.采用钢板在上镁合金板在下的搭接方式,搭接长度为30 mm.添加胶层时,为消除胶层和镍箔之间的高度差以及保证胶层涂敷的均匀性,采用镍箔一侧涂敷胶层,之后对焊接试样施加一定的压力,并在常温下固化24 h.添加镍箔以及同时添加镍箔和胶层的焊接示意图分别如图1 和图2 所示.以获得良好的焊缝表面质量为目标,优化的焊接工艺参数如表2 所示.
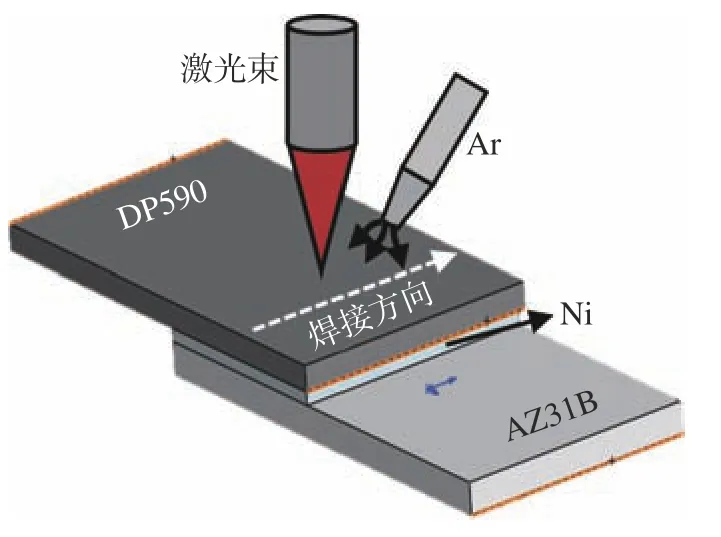
图1 钢/镁添加镍箔焊Fig.1 Steel/Mg with Ni foil welding
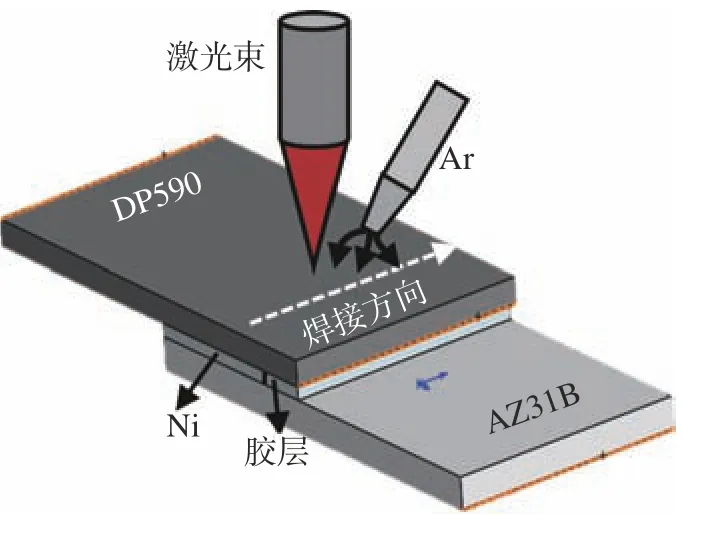
图2 钢/镁添加镍和胶层焊接Fig.2 Steel/Mg with Ni and glue layer welding

表2 焊接工艺参数Table 2 Welding parameters
焊后将焊接接头切割,依次进行镶嵌、研磨和抛光等制成标准金相试样,钢侧采用4%的硝酸酒精进行腐蚀,镁侧采用苦味酸溶液(15 mL 乙酸 +50 mL 酒精+3 g 苦味酸+5 mL 水)进行腐蚀.采用OLYMPUS DSX510 型光学显微镜(OM)、Quanta 250 FEG 型扫描电子显微镜(SEM) 对焊接接头的微观形貌进行观察,采用ESCALAB 250 型能量色散X 射线光谱仪 (EDS)分析接头的化学成分和相组成.拉伸试验用试件按照国家标准GB/T 6396—2008 制备,采用Css-225 型万能材料试验机测试焊接接头抗剪强度,结果取3 个试样的平均值.
2 结果与分析
2.1 焊缝表面形貌
图3 为钢/镁接头表面形貌.发现不同激光功率条件下,单一添加镍箔,焊缝表面出现明显飞溅和塌陷,焊缝不连续(图3a);同时添加镍箔和胶层,飞溅和塌陷明显减少,激光功率1 800 W 时,焊缝表面呈鱼鳞状,焊缝成形性良好.这是因为高能量密度激光的加热作用下,上层双相钢熔化,通过镍箔,将热量传递到下层镁合金,由于镁的沸点远低于钢的熔点,镁燃烧和飞溅,形成镁蒸气并增大镁侧熔池向上的压力,随着压力增大,镁蒸气向上喷出,形成塌陷;而同时添加镍箔和胶层,胶层受热熔化,吸收一部分热量,此时传递到镁合金表面的热量减少,减轻下层镁合金烧损,塌陷减少,此外焊接过程稳定,焊缝形貌得到改善[10].
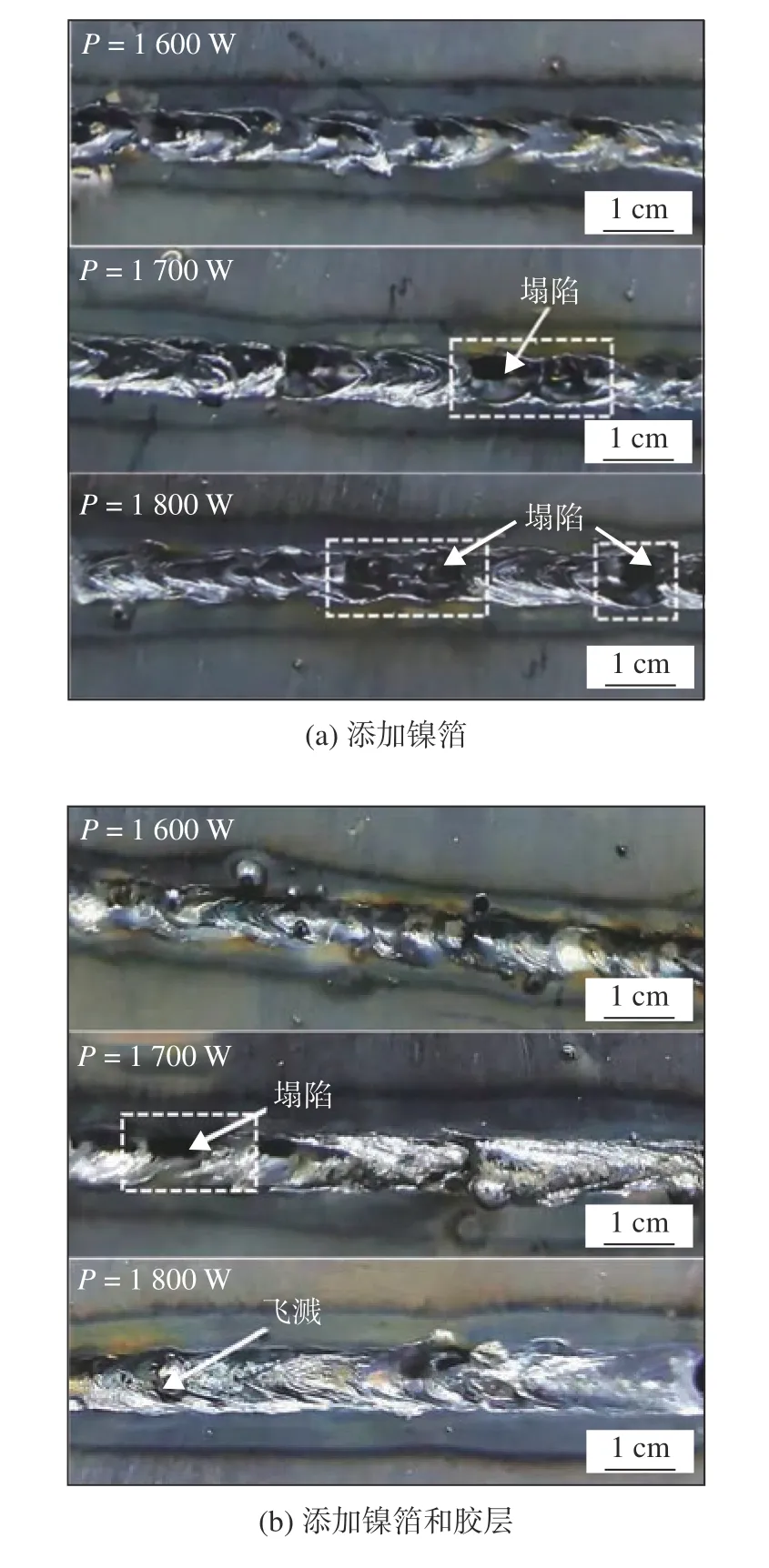
图3 接头表面形貌Fig.3 Surface morphologies of joints.(a) adding nickel foil;(b) adding nickel foil and glue layer
2.2 接头性能
对钢/镁接头进行剪切试验,发现添加镍箔试样的平均抗剪强度为24.22 MPa;同时添加镍箔和胶层,平均抗剪强度为42 MPa,与单一添加镍箔相比,接头平均抗剪强度提高1.73 倍.图4 给出了钢/镁接头水平方向的硬度分布,可以看出,沿着镁合金母材(BM)、热影响区(HAZ) 到熔合区(FZ),接头硬度先增加后减小,镁合金没有明显软化,同时添加镍箔和胶层,与单一添加镍箔相比较,接头熔合区硬度降低.
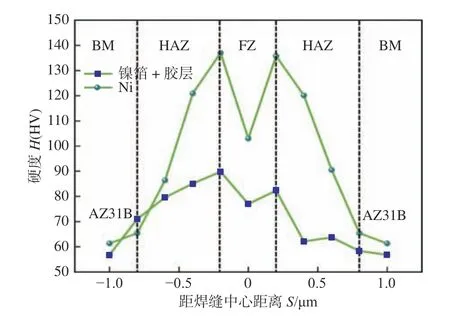
图4 接头显微硬度Fig.4 Microhardness of joints
2.3 接头微观组织
图5 和图6 为钢/镁接头微观组织,图中各点元素成分如表3 所示,发现单一添加镍箔,熔池及附近区域出现大量Mg-Ni 化合物;同时添加镍箔和胶层,熔池产生Mg-Ni 相和Fe-Ni 相混合区.图7 为镁侧熔池横截面SEM 形貌,发现同时添加镍箔和胶层,相对单一添加镍箔而言,焊缝熔化宽度增大.
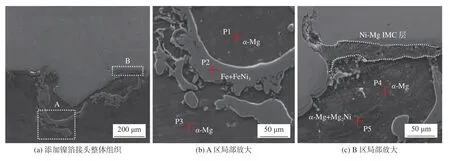
图5 添加镍箔微观组织Fig.5 Adding nickel foil microstructure.(a) adding nickel foil joint overall organization;(b) enlarge A area;(c) enlarge B area
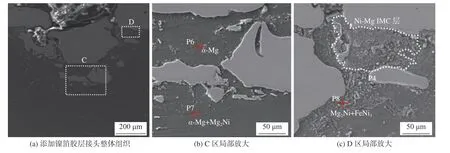
图6 钢/镁添加镍箔和胶层微观组织Fig.6 Microstructure of steel/Mg added Ni foil and glue layer.(a) addition of nickel foil and glue layer to the overall organization of the joint;(b) enlarge C area;(c) enlarge D area
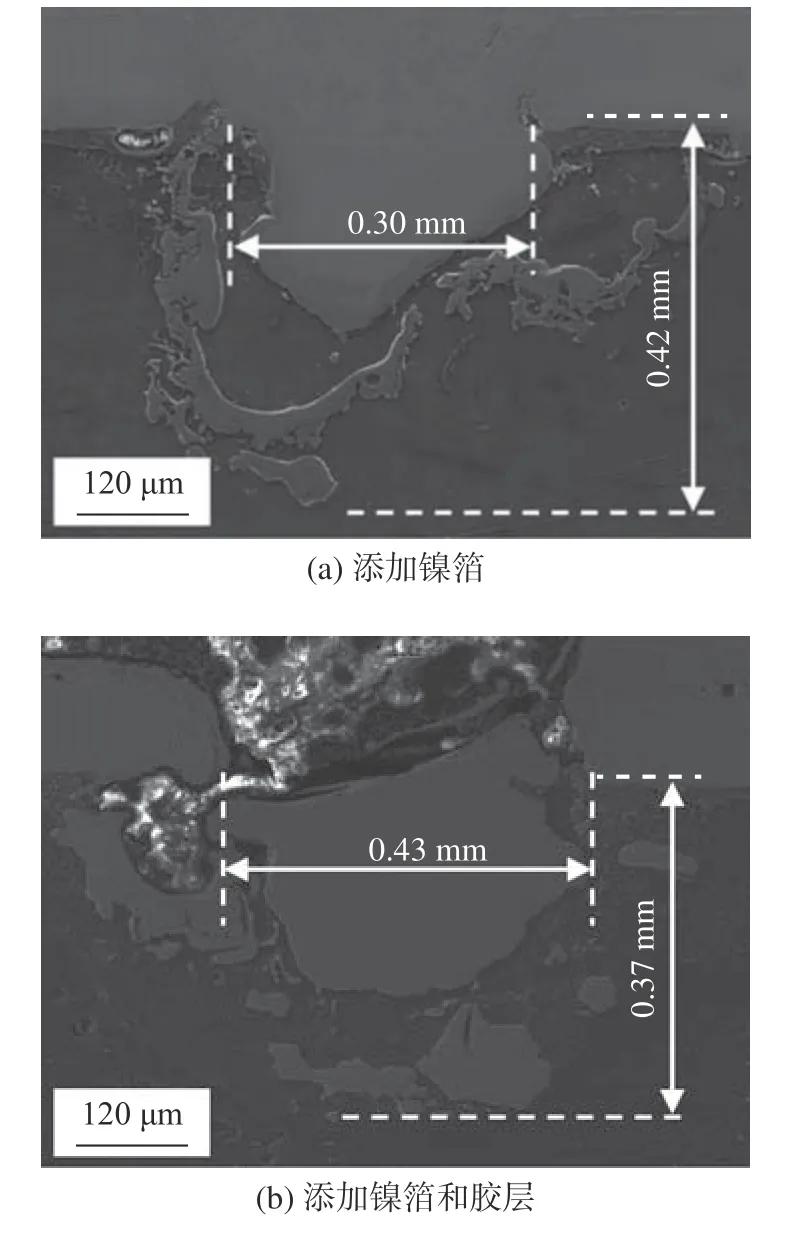
图7 镁侧熔池横截面SEM 图Fig.7 Cross-sectional SEM image of magnesium side melt pool.(a) adding nickel foil;(b) adding nickel foil and glue layer
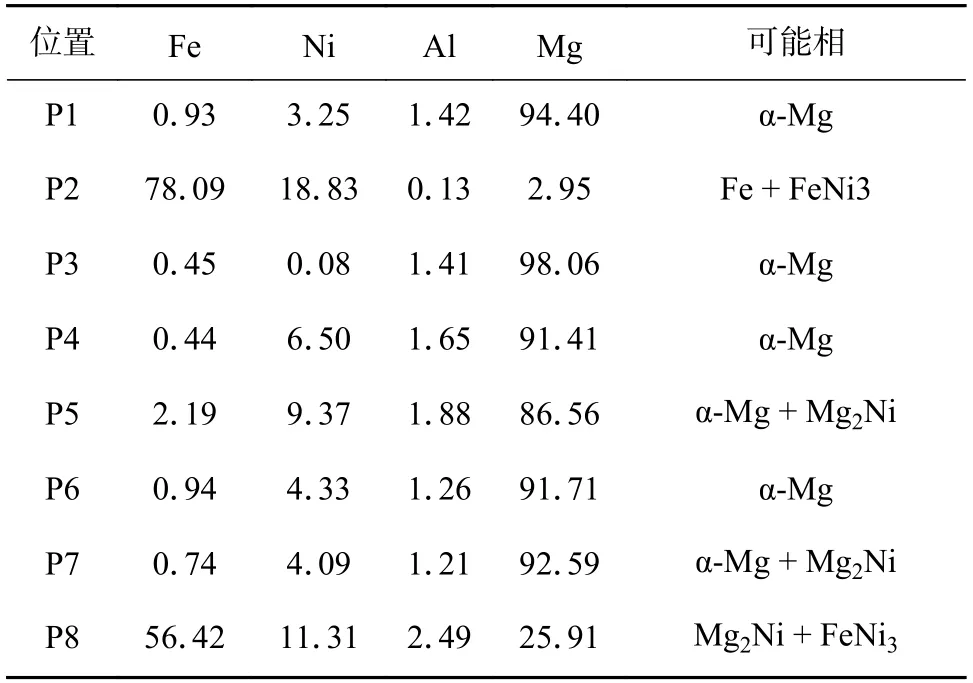
表3 EDS 点成分结果(原子分数,%)Table 3 EDS point composition results
2.4 热力学计算
为实现钢/镁冶金结合,对添加元素进行选择设计,基于Miedema 模型[11]计算二元体系的标准摩尔生成焓.基于Toop 模型[12]计算Ni-Mg-Fe-Al 四元系统的吉布斯自由能以及各个组元的化学势.Ni,Ti 和Cu 分别与Fe 和Mg 标准摩尔生成焓,计算结果如图8 所示.发现Ti-Fe 和Cu-Mg 的生成焓变为负值,即Ti-Fe 和Cu-Mg 可以相互反应生成化合物或固溶体,但是Ti-Mg 和Cu-Fe 的生成焓变为正值,即Ti-Mg 以及Cu-Fe 之间不能相互反应,选择Ti 和Cu 作为中间元素,无法实现钢/镁双向冶金结合;而Ni-Fe 和Ni-Mg 的生成焓变均为负值,即Ni 与Fe 和Mg 之间均可以发生反应形成对应的化合物或固溶体,可以实现钢/镁双向冶金结合,另外Ni 元素还可以提高焊接接头的强度、延展性和韧性[13],这是文中选用镍作为箔片添加元素的重要原因.
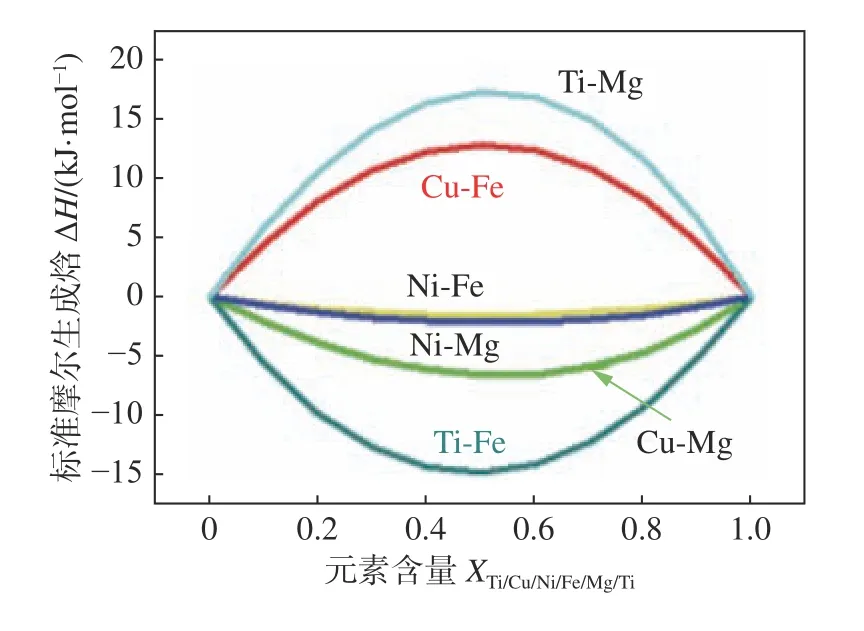
图8 二元系统焓变Fig.8 Enthalpy change of binary system
图9 为Fe-Ni-Mg-Al 四元体系热力学的计算结果.根据图9a,Fe-Al 相的生成焓最低,即Fe-Al 相易生成,然而界面形成的相主要是FeNi 相和MgNi 相,这是由于激光加热阶段,上层钢熔化,镁母材里面的铝元素受热浮力向上扩散.由于FeAl 形成焓低,所以FeAl 比FeNi 和MgNi 易生成.图9b~ 9d 分别为Fe,Mg 和Al 原子的化学势.根据图9b,当体系中Fe 原子的含量一定时,Fe 原子化学势沿着Ni 原子含量的增加方向减小,在降低化学势的驱动下,Fe 原子向Ni 原子扩散.根据图9c,当体系Mg 原子的含量一定时,Mg 原子的化学势沿着Ni 原子含量增大的方向降低,因此Mg 原子向Ni 原子扩散.根据图9d,发现当体系中Ni 原子含量较少时,Al 原子的化学势向Fe 原子含量增大的方向降低,因此在降低化学势的驱动下,Al 原子向Fe 原子扩散.图9e 为Fe-Ni-Al-Mg 体系中Al 原子的化学势,可以看出:当体系中Ni 原子的含量较高时,Al 原子向Ni 原子扩散,所以Ni 原子吸引更多的Al 原子聚集在界面.图9f 为Fe-Ni-Al-Mg 体系的吉布斯自由能计算结果,可以看出,吉布斯自由能随着Al 原子含量的升高而降低.
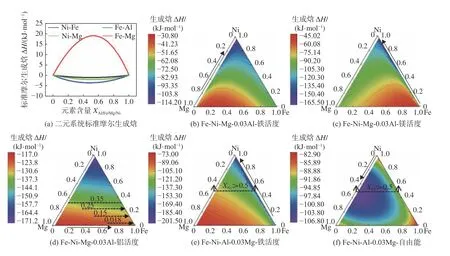
图9 热力学计算结果Fig.9 Thermodynamic calculation results.(a) standard molar generation enthalpy for binary systems;(b) chemical potentials of Fe-Ni-Mg-0.03Al system for Fe;(c) chemical potentials of Fe-Ni-Mg-0.03Al system for Mg ;(d)chemical potentials of Fe-Ni-Mg-0.03Al system for Al;(e) chemical potential of Fe-Ni-Al-0.03Mg system for Fe;(f) free energy of the Fe-Ni-Al-0.03Mg system
2.5 流场和温度场数值模拟
为探索添加胶层在钢/镁焊接中的作用,采用COMSOL 软件对镁/钢接头温度场和流场进行数值模拟(图10).发现单一添加镍箔(图10a),等值面稀疏,温度梯度大;同时添加镍箔和胶层(图10b),等值面密集,温度梯度降低.
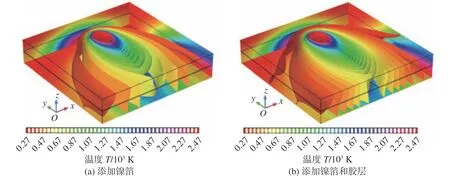
图10 温度等值面Fig.10 Temperature contour.(a) adding nickel foil;(b) adding nickel foil and glue layer
图11 为钢/镁熔池速度场模拟结果.发现单一添加镍箔,在热浮力、表面张力以及重力的作用下,熔融液体从激光热源中心向边缘流动并返回到底部,左右流动情况基本对称,钢侧形成涡流,并且随着激光热源逐渐靠近截面,流速呈现先增大后减小的趋势,0.25 s 达到最大值,即激光热源到达该截面,由于激光热源的靠近,热输入增加,导致熔池中心与熔池边界的温度梯度增加,从而导致熔池所受的表面张力增加,即马兰戈尼效应得到加强,但增大熔池的流动速度之后,由于截面热输入降低,熔池中心和熔池边界的温度梯度降低,导致马兰戈尼效应减弱,流动速度降低[14].同时添加镍箔和胶层,由于胶层的熔点以及沸点较低,0.2 s 时,胶层受热汽化,所以液体流动的方向由胶层向激光热源中心偏转.由于此时熔池所受的热浮力增大,所以熔池的流动速度相比较单一添加镍箔明显增大.0.21 s时,由于胶层汽化导致胶层上方的压强变小,此时熔池流动的方向发生变化,由热源中心向胶层方向偏转,并且在胶层正上方流动速度最大达到4.7 mm/s.从0.23 s 开始,由于胶层蒸发,此时激光热源中心左右两侧向下传热介质均为镍箔,所以此时熔池的流动情况与添加镍箔相差不大,但是由于惯性,添加胶层熔池的流动速度略微大于只添加镍箔熔池的流动速度.0.37 s 时,由于激光热源远离截面,导致截面处热输入降低,熔池中心与熔池边界的温度梯度降低,导致熔池所受的表面张力减小,即马兰戈尼效应减弱,熔池的流动速度降低[15].此时熔池中的液体在重力的作用下,向下流动,由于同时添加镍箔和胶层,熔池所受向下的作用力增大,熔池流动的速度明显大于单一添加镍箔,这也与刘黎明等人[10]得到的结果一致.基于流场模拟结果,可以认为,同时添加镍箔和胶层,推测熔池流动速度增大,促进界面元素的相互扩散和冶金反应.
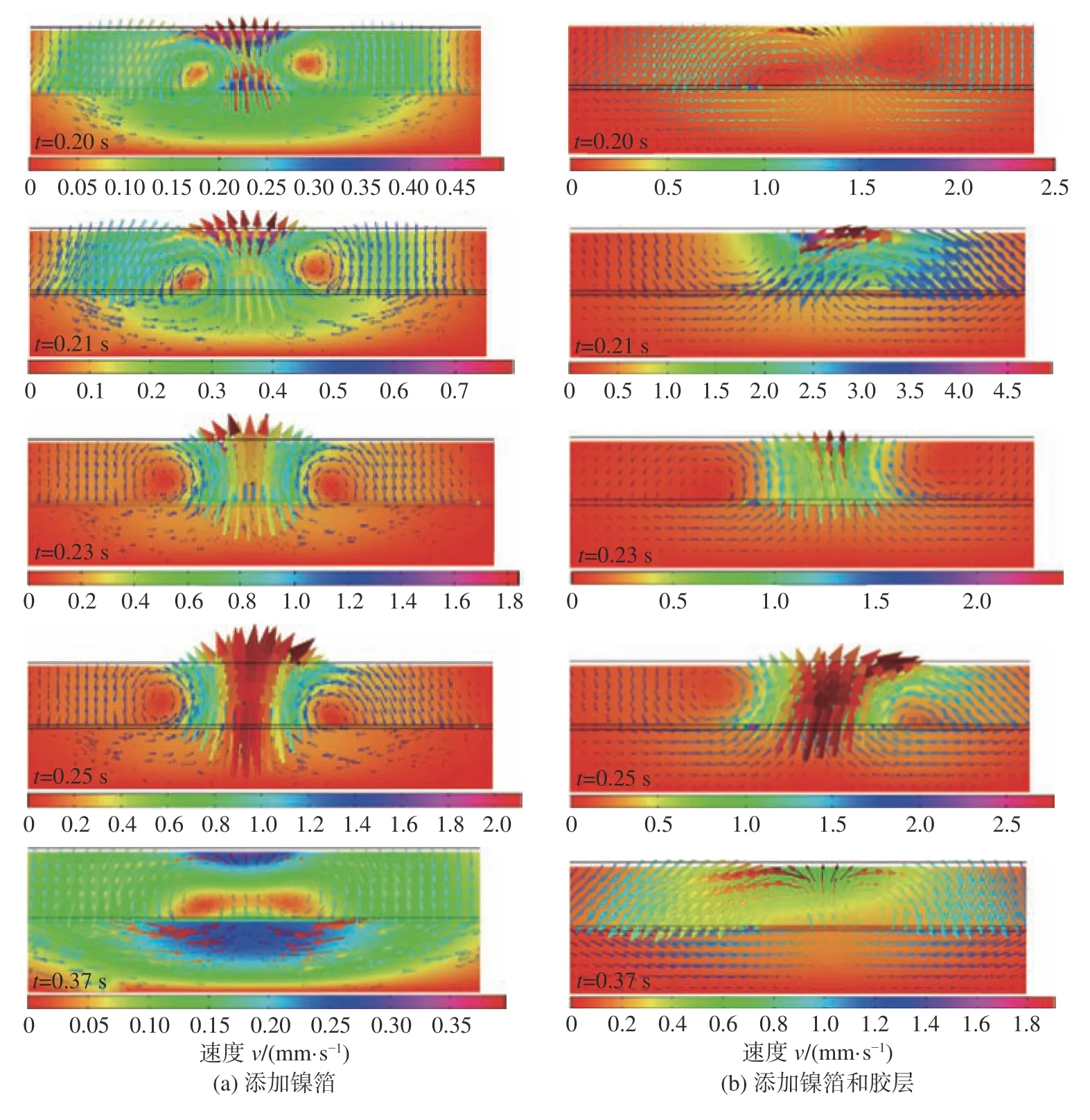
图11 速度场模拟结果Fig.11 Velocity field simulation results.(a) adding nickel foil;(b) adding nickel foil and glue layer
3 结论
(1) 激光功率1 800 W,焊接速度30 mm/s,离焦量为+2 mm,氩气流量为15 L/min 时,添加镍箔可以实现镁/钢冶金连接,同时添加胶层和镍箔,与没有添加胶层相比,接头平均抗剪强度提高1.73 倍.
(2) 添加胶层,焊缝连续光滑,镁侧熔池熔化宽度增大,钢/镁横向结合面积增加,熔池温度梯度降低,熔池流动速度提高,促进界面元素相互扩散和冶金反应,因此同时添加胶层和镍箔时接头性能得到提升.
