激光同轴送粉增材制造粉末束流关键特征表征与分析
2022-09-28徐富家杨义成雷振黄瑞生李荣张彦东
徐富家,杨义成,2,3,雷振,黄瑞生,李荣,张彦东
(1.哈尔滨焊接研究院有限公司,哈尔滨,150028;2.中国机械科学研究总院集团有限公司,北京,100044;3.北京科技大学,北京,100083)
0 序言
激光同轴送粉增材制造技术作为大型关键金属构件高质量直接沉积制造不可或缺的主流工艺方法,制造过程涉及复杂的多因素[1-2]、多流场之间的相互耦合,深刻理解工艺涉及到的关键工艺过程并加以控制,是优化和促进该技术进一步发展的基础[3-4].相关研究表明,粉末束流粉末从环形同轴喷嘴送出后,其空间分布特征,即粉末束流的汇聚性会直接影响到熔覆层的尺寸特征,进而对增材制造效率和构件的成形质量产生重要影响[5-6].粉末束流是由气体和固体粉末颗粒组成的气-固两相流,将汇聚后的粉末束流精准、可控、稳定的送进激光辐照所形成的液态熔池中,是实现该制造方法高精度、高质量和批量化生产的先决条件.
粉末颗粒从环形喷嘴送出后,先汇聚再发散,在空间上是一种离散的三维轴对称结构,常规的检测方法很难精准获取粉末束流的关键特征,并给出合理评价,这为激光同轴送粉增材制造技术关键过程的全面认识和全流程调控增加了难度.实现对粉末束流关键特征的识别与调控已成为当前学术界和工业界共同关注的热点问题,也是该技术走向批量化生产亟需解决的关键难题之一[7].目前关于激光同轴送粉增材制造相关的研究多集中在成形件尺寸精度及组织、性能等方面[8-9],关于零部件加工过程中粉末束流关键特征表征与调控相关的研究涉及较少[10],迄今为止仍缺乏系统性认识.为了实现对粉末束流关键特征的分析,相关研究人员尝试利用灰度表征法分析粉末束流的关键特征,并对灰度表征法的可行性进行了详细论证,但对粉末束流汇聚性相关的研究未有涉及[11].数值模拟作为一种重要分析方法,近年来在粉末束流关键特征分析方面也发挥了重要作用[12-14].
基于已经构建的激光同轴送粉增材制造用粉末束流表征体系,以粉末束流的焦距和有效粉斑直径为研究对象,详尽分析载气、同轴保护气、送粉速率对粉末束流关键特征的影响规律,在加深对粉末束流认识基础上,为粉末束流的调控提供依据,进而对激光同轴送粉增材制造工艺的优化提供数据支撑.
1 试验方法
采用同向增效瞬态成像技术,将亮度均匀的背景光源和高速摄像机以较小的角度直射粉末束流,使粉末颗粒反射光尽可能多、且分布均匀的进入到CCD 内部,提高背景和粉末束流之间的亮度差异.同时采用高分辨率高速摄像机,提高时空分辨率,更加精准的捕获粉末束流的实时状态,拍摄方法及效果如图1 所示.

图1 试验用设备布置示意图Fig.1 Schematic of equipment used for measuring the attenuation between laser and powders
试验用粉末颗粒为气雾化法制备的08Cr19Mn6-Ni3Cu2N 不锈钢球形粉末.其原始粒度介于45~100 μm 之间.送粉器为德国GTV 公司生产的双料斗载气式送粉器,型号为MF-PF2/2,送粉熔覆头为德国Fraunhofer 公司生产的高精度同轴环形喷嘴,型号为COAX-40-S/F,粉末束流的理论焦点位置为6.8 mm.高速摄像拍摄帧数为100 fps.
借助图像灰度处理技术,获取每一帧图像对应像素点的灰度值,定量表征粉末束流在不同空间位置处浓度分布特点.粉末束流沿喷嘴中轴线方向呈环形对称分布特征,在该方向上灰度值最高区域即为粉末束流焦点位置,该位置同送粉喷嘴末端之间的距离称之为焦距,沿着焦点位置的横截面进行灰度值分析即可获得焦点位置处的粉斑直径以及粉末束流的浓度分布特征,其效果如图2 所示.
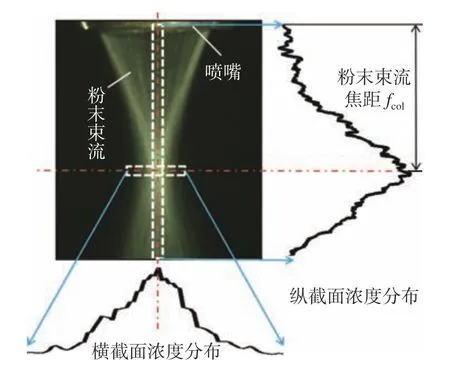
图2 粉末束流焦距及焦距位置处的浓度分布特征Fig.2 Schematic of focal length and the concentration distribution characteristics at the focal position of the powder beam
对焦点位置粉末束流的空间浓度分布特征进行分析,如图3 所示.利用高斯方程对图3a 中焦点位置处的灰度分布实际曲线对应的数据做多元非线性回归分析,得到相应的拟合曲线,如图3b 所示.高斯方程如式(1)所示.

图3 焦点位置灰度数据拟合处理Fig.3 Schematic of equipment used for measuring the attenuation between laser and powders.(a)actual curve;(b) fitting curve

式中:y表示不同位置处灰度值大小;y0表示背景灰度值大小;xc表示粉末束流中心线位置;w为一个标准差[-σ∶σ]对应的宽度,该宽度对应的面积占整个高斯分布曲线所占面积的68.4%.将一个标准差对应的宽度w定义为粉末束流的有效粉斑直径,理论上w值越大,粉末颗粒在空间上的分布就越发散,粉末束流的汇聚性就越差;相反,则说明粉末束流的汇聚性较好.
2 试验结果与分析
2.1 同轴保护气对粉末束流关键特征的影响
同轴保护气一方面保护高温液态熔池不被活性气体氧化,此外防止反弹的粉末颗粒和烟尘污染光学系统.同轴保护气体流量大小对粉末束流宏观形貌的影响如图4 所示,可以清晰看出,随着同轴保护气流量增加,粉末束流宏观形貌发生较大变化.
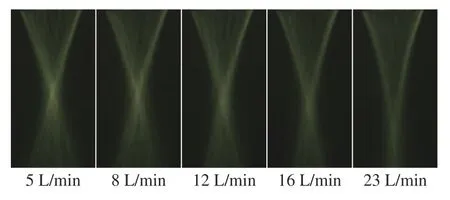
图4 同轴保护气对粉末束流宏观形貌的影响Fig.4 Effect of shielding gas flow rates on the macroscopic-morphology of powder stream
利用灰度表征法,沿着粉末束流中轴线方向对其浓度分布特征进行处理,气体流量对粉末束流焦点位置的影响规律如图5 所示.同轴保护气流量增加,灰度值最大值出现位置下移,气流量为3 L/min时,对应的粉末束流焦距为6.4 mm 左右,当气流量增加到23 L/min 时,粉末束流的焦距增加到9.8 mm左右,这说明同轴保护气流量对粉末束流的焦距影响较大,与此同时,灰度值最大值逐渐减小.
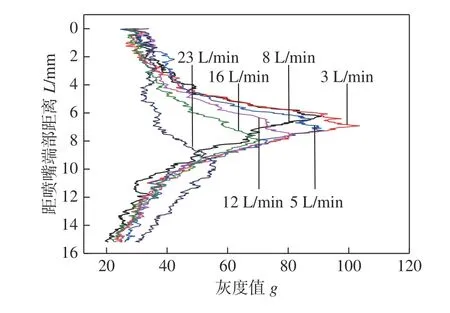
图5 同轴保护气对粉末束流焦点位置的影响Fig.5 Influence of shielding gas flow rates on the focal position of powder stream
利用式(1)对不同同轴保护气流量大小对应的粉末束流焦点位置处的浓度分布数据进行多元非线性回归分析,回归方程相关系数如表1 所示,其决定系数均在0.98 以上,这说明同轴保护气流量改变并未影响到粉末束流焦点位置处的浓度特征.

表1 同轴保护气流量对应的回归方程系数Table 1 Regression equation coefficients corresponding to shielding gas flow rates
同轴保护气对粉末束流有效粉斑直径影响规律如图6 所示,可以看出,同轴保护气流量增加,有效粉斑直径在1.0 mm 上下波动,最大偏差在4.0%,这说明同轴保护气对有效粉斑直径影响较小.

图6 同轴保护气对有效粉斑直径的影响Fig.6 Effect of shielding gas flow rates on effective powder spot diameter
2.2 载气流量对粉末束流关键特征的影响
载气在激光同轴送粉增材制造过程中主要起到将粉末颗粒从送粉器中以一定的速度稳定的送进熔池,此外载气对熔池也起到一定的防护作用.因此载气流量对粉末束流形态、粉末束流焦点位置以及该位置处的浓度分布都会产生一定影响,不同载气流量对应的粉末束流宏观形貌如图7 所示.

图7 载气流量对粉末束流宏观形貌的影响Fig.7 Effect of carrier gas flow rates on the macroscopic-morphology of powder stream
沿着粉末束流中轴线方向对不同载气流量对应的焦点位置进行分析,其结果如图8 所示.可以看出,载气流量越大,粉末束流焦点位置逐渐靠近喷嘴,粉末束流焦距变小,这与同轴保护气流量对焦点位置的影响规律恰好相反.载气流量为2 L/min时,粉末束流的焦距为9 mm 左右,当载气流量提高到10 L/min 时,粉末束流的焦距为6.8 mm 左右,这说明载气流量同样对粉末束流焦点位置影响较大.
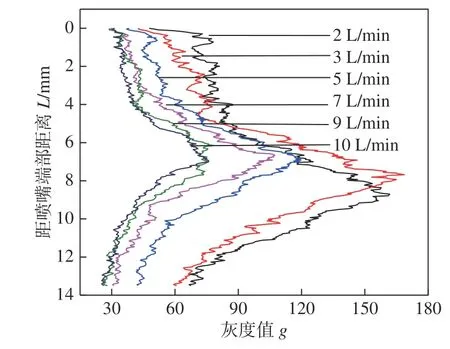
图8 载气流量对粉末束流焦点位置的影响Fig.8 Influence of carrier gas flow rates on the focal position of powder stream
回归分析结果如表2 所示,可以看出随着载气流量增加,粉末束流焦点位置处的有效粉斑直径w逐渐变大,最大灰度值逐渐降低,决定系数R2均在0.98 以上,这说明载气同样只是改变粉末束流的焦点位置,但是不改变焦点位置处的浓度分布特征.

表2 载气流量对应的回归方程系数Table 2 Regression equation coefficients corresponding to carrier gas flow rates
载气流量对粉末束流有效粉斑直径w的影响规律如图9 所示,随着载气流量增加,粉末束流有效粉斑直径以接近线性的规律提升,这说明载气流量提高粉末束流汇聚性下降.
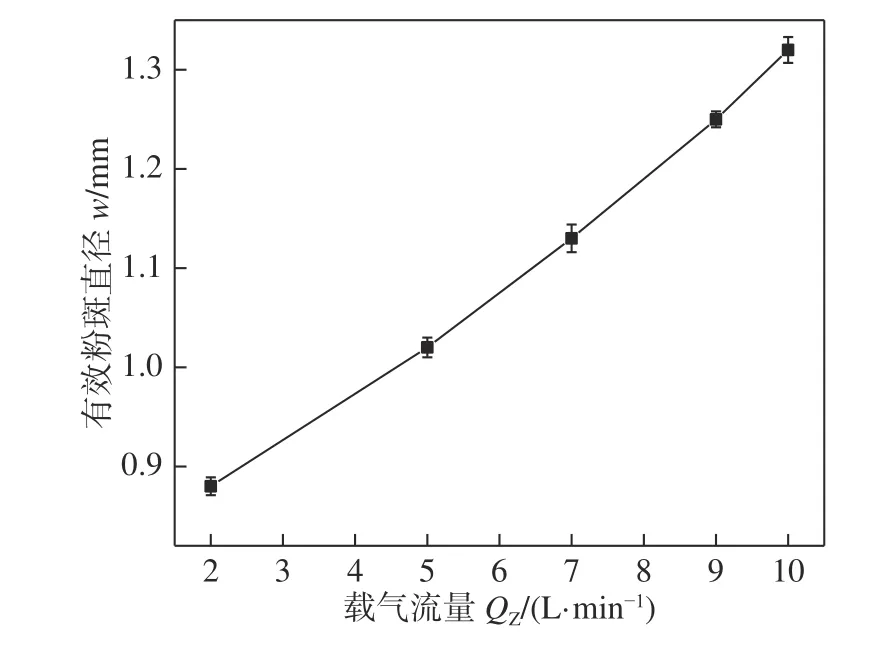
图9 载气流量对有效粉斑直径的影响Fig.9 Effect of carrier gas flow rates on effective powder spot diameter
2.3 送粉速率对粉末束流关键特征的影响
送粉速率对粉末束流宏观形貌的影响如图10所示,可以看出随着送粉速率提高,粉末束流不同区域亮度信息逐步提升,但送粉速率对粉末束流焦点位置影响不大,粉末束流最高点出现的位置均在7 mm 左右,结果如图11 所示.
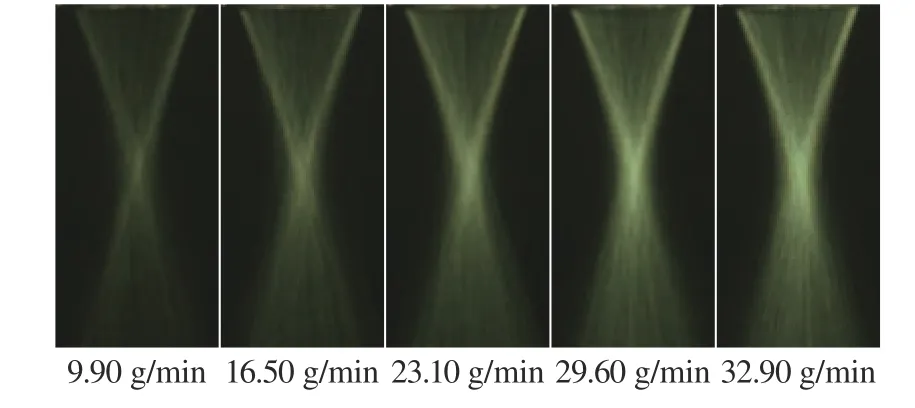
图10 送粉速率对粉末束流宏观形貌的影响Fig.10 Effect of powder feeding rates on the macroscopic-morphology of powder stream
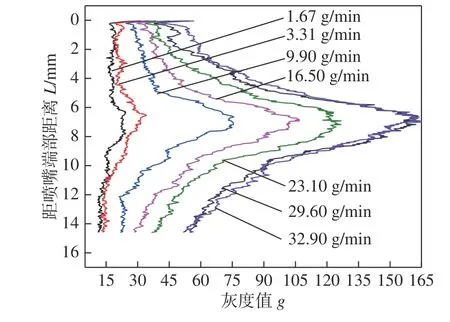
图11 送粉速率对粉末束流焦点位置的影响Fig.11 Influence of powder feeding rates on the focal position of powder stream
高斯多元非线性回归方程关键系数如表3 和图12 所示,可以看出送粉速率提高,粉末束流焦点位置处的有效粉斑直径w在0.98 mm 上下,整个过程较为一致,这说明送粉速率对粉末束流汇聚性影响不大.

表3 送粉速率对回归方程关键系数的影响规律Table 3 Regression equation coefficients corresponding to powder feeding rates

图12 送粉速率对有效粉斑直径的影响Fig.12 Effect of powder feeding rates on effective powder spot diameter
3 结论
(1)建立了激光同轴送粉增材制造用粉末束流焦距和焦点位置处粉末颗粒空间分布的表征与分析方法,实现了粉末束流关键特征的定量化分析.
(2)同轴保护气流量和载气流量是影响粉末束流焦距的主要工艺参数,同轴保护气流量从3 L/min 提高到23 L/min 时,焦距从6.4 mm 提高到9.8 mm;载气流量由2 L/min 提高到10 L/min时,焦距从9 mm 降低到6.8 mm,两者对粉末束流焦距的影响规律恰好相反.
(3)工艺参数的改变几乎不影响粉末束流焦点位置处粉末颗粒空间分布呈典型的高斯分布这一特征,但载气流量增加,有效粉斑直径w变大,从2 L/min 时的0.88 mm,提高到10 L/min 时的1.32 mm,增幅高达50%.
