多绳摩擦式提升机摩擦衬垫研究综述
2022-09-20高志康刘同欣
高志康,刘同欣
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2矿山重型装备国家重点实验室 河南洛阳 471039
矿井提升机主要用于煤矿、金属矿及非金属矿,承担着煤炭、矿石、人员、材料和设备的提升和运送任务,是联系井下和地面的重要设备,被称为矿山“咽喉”设备。矿井提升机一般分为单绳缠绕式提升机和多绳摩擦式提升机两种。
多绳摩擦式提升机因其提升能力大、提升高度长等特点被广泛应用,它利用摩擦衬垫和钢丝绳之间的摩擦力来提升和下放重物,因此摩擦衬垫是其最为关键的零部件之一。摩擦衬垫不仅承受着提升系统全部钢丝绳张力,还承受着两侧钢丝绳运行中的全部动载荷和冲击载荷,因而摩擦衬垫必须具备足够的摩擦因数、抗压强度和耐磨性能,以保证多绳摩擦式提升机的提升能力和安全可靠性。本文中,笔者将介绍摩擦衬垫的工作原理、材料组分、摩擦因数、检验方法等,并在衬垫安装以及使用维护等方面给出了合理建议。
1 摩擦衬垫的工作原理
摩擦衬垫的工作原理是挠性体摩擦传动原理,也就是利用摩擦衬垫和钢丝绳之间的摩擦力,克服作用于摩擦轮两边钢丝绳的张力差来传递动力,摩擦提升的原理如图 1 所示。摩擦衬垫与钢丝绳之间的摩擦力分布符合欧拉公式[1],即
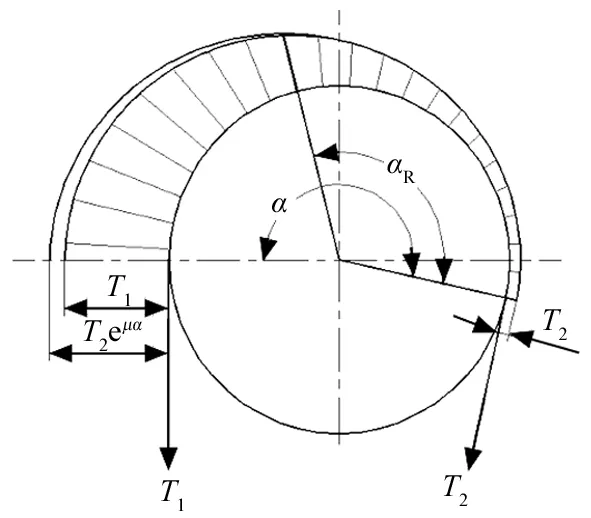
图1 摩擦提升作用原理Fig.1 Working principle of friction hoisting

式中:T1为摩擦轮两侧瞬时最大张力,N;T2为摩擦轮两侧瞬时最小张力,N;µ为衬垫的摩擦因数;αR为在T1、T2作用下围包弧内的蠕动弧。
在µ不变,当整个围包弧α都变成蠕动弧时,摩擦力达到最大值,且必须满足最大摩擦力大于各种工况下钢丝绳的张力差,则可以防止摩擦提升打滑失效。由式 (1) 可得钢丝绳与衬垫间的摩擦力

多绳摩擦式提升机的工作原理:采用数根钢丝绳(一般根数为偶数,常用 4 绳或 6 绳) 搭在摩擦轮上,钢丝绳两端各悬挂一个提升容器,利用摩擦轮上的摩擦衬垫与钢丝绳之间的摩擦力来牵引钢丝绳,使两端提升容器沿直线上下移动,完成提升或下放重物的任务。
2 摩擦衬垫的作用与安装形式
摩擦衬垫是多绳摩擦式提升机的关键元件,它的功能直接影响到提升机的提升能力和安全可靠性。摩擦衬垫的主要作用:保证适当的摩擦因数,实现动力传递;减少钢丝绳张力分配不均的状况;保护钢丝绳,延长钢丝绳寿命。摩擦衬垫的截面一般呈直角梯形,衬垫上车削两个或一个绳槽,分为落地式双绳槽摩擦衬垫和井塔式单绳槽摩擦衬垫两种,如图 2 所示。

图2 摩擦衬垫的结构形式Fig.2 Structural mode of friction liner
摩擦衬垫的安装形式有固定块压块式连接和楔形固定装置式连接两种。
(1) 固定块压块式连接 通过固定块、压块把摩擦衬垫固定在摩擦轮上,再用螺栓将固定块和压块把合在筒壳上。这主要是利用压块两侧斜面与摩擦衬垫的斜面匹配压紧衬垫,如图 3 所示。
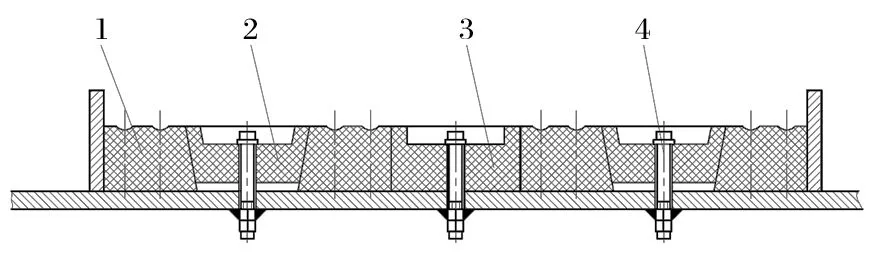
图3 固定块压块式连接Fig.3 Connection with fixed pressing-block
这种安装形式的特点:①安装和拆卸摩擦衬垫简单方便,特别是拆卸其中一块衬垫时,更加便捷;② 固定块、压块采用酚醛材料压铸而成,质量较轻,其强度和尺寸不受浸水影响;③固定块压块质量较小,摩擦轮转动惯量相对较小。
(2) 楔形固定装置式连接 在筒壳外圆上焊接楔形固定装置,再把摩擦衬垫嵌入楔形固定装置内来固定摩擦衬垫,如图 4 所示。

图4 楔形固定装置式连接Fig.4 Connection with wedgy fixing device
这种安装形式的特点是:①摩擦轮因焊接有楔形固定装置,相当于安装了外加强环,使得摩擦轮强度较大;② 楔形槽需要进行机械加工,具有较高的精度,可使摩擦衬垫与筒壳具有较高的贴合度。
两种连接方式对摩擦轮应力与变形、接触效果的影响相差很小[2]。相对来说,固定块压块式连接安装更方便、加工工艺更简单,国内提升机厂家一般选用此种连接方式。
3 摩擦衬垫的材料
3.1 国内摩擦衬垫材料的发展
摩擦式提升机最早是由国外开发研制的,到20世纪六七十年代,已经开始使用涂脂状态下摩擦因数为 0.25 的衬垫,主要衬垫生产厂家有德国 BECORIT公司和 KUEPER 公司、法国 WALTER 公司等。其中,德国 BECORIT 公司生产的 K25 衬垫具有摩擦因数高、性能稳定的特点,在国际提升机厂家中配套率非常高,现在仍然受到广大用户的青睐。
国内衬垫的研究自 20 世纪六七十年代开始,摩擦衬垫早期使用过木材、牛皮、橡胶等天然材料;到 20 世纪 90 年代末,国产摩擦衬垫的摩擦因数一直徘徊在 0.20 左右,衬垫材料主要有聚氯乙稀 (PVC)和聚氨酯 (CPUR) 两种。聚氯乙烯衬垫摩擦因数低,大概为 0.20 左右,耐磨性较差;聚氨酯衬垫在耐磨性上有所提高,但摩擦因数仍然在 0.20~0.23,并且加工性能差、绳槽车削困难,因工艺原因其质量也不稳定,使用中还会出现熔融现象,只适用于摩擦因数在 0.22 以下的工况。后来,国内研究院所又尝试过G-130、NZ 等聚氨酯改进型材料,但效果都不理想。1997 年,洛矿院设立课题研究高性能摩擦衬垫,并于 2001 年研制出了摩擦因数达到 0.25 以上的摩擦衬垫,并通过省部级技术鉴定[3]。目前,国产高性能摩擦衬垫的各项指标日益接近或达到国际水平,不仅在国产提升机上得到广泛应用,也在国际提升机厂家如德国 SIEMAG、瑞典 ABB 的很多提升机项目上得到应用。
国际上,摩擦衬垫一般采用热固性材料,这种材料组织均匀致密、性能稳定;而以前国产衬垫一般采用热塑性材料,这种材料因为分子结构和组织方面的缺陷,不利于材料组织的改进,使用性能不稳定。国内摩擦衬垫技术发展主要经历了天然材料—热塑性材料—热固定材料 3 个阶段,目前国产高性能摩擦衬垫也采用主流的热固性材料。当前国内市场上主要有 3类高性能摩擦衬垫:国产高性能摩擦衬垫、原材料进口国内压制的高性能摩擦衬垫、完全进口的高性能摩擦衬垫,摩擦因数均能达到 0.25 以上。
3.2 摩擦衬垫的材料组成及选用情况
当前摩擦衬垫的材料一般为高分子材料,其化学组成中主要成分为橡胶类聚合物,并添加一些能够提高机械强度的增强剂、增黏剂和固化剂,以及能够缓解老化的抗氧化剂和提高工艺性能的增塑剂等,即衬垫材料主要包括:基体材料+添加剂+填充剂。目前,国内多绳摩擦式提升机摩擦衬垫的类型及选用情况[4]如表 1 所列。

表1 摩擦衬垫的类型及选用情况Tab.1 Types and selection of friction liner
4 影响衬垫摩擦因数的主要因素
4.1 主要影响因素
衬垫的摩擦因数实际上指的是衬垫与钢丝绳组成摩擦副之间的摩擦因数,由于摩擦衬垫与钢丝绳都是弹性体,而弹性体之间的摩擦因数变化规律与刚性体之间的摩擦因数变化规律不同。从摩擦学原理来讲,一般认为摩擦力主要来源于摩擦副的黏着分量与犁切分量。衬垫的摩擦因数是黏着效应、犁沟效应等多种因素综合作用的结果。在实际提升过程中,摩擦因数与接触表面状态、衬垫比压、蠕动速度、接触界面温度等因素有关[5]。
(1) 表面状态 摩擦衬垫的表面状态有干燥、淋水或附有油脂等。正常工况下,摩擦衬垫的表面一般不是单一状态,而是混合多种状态。造成这一现象的原因是:钢丝绳所处的环境比较复杂,其表面会有油脂,同时也受井筒中的水汽影响,还会被煤粉、矿粉等污染,而使其粘附在钢丝绳油脂上。在不同的表面状态下,摩擦衬垫的摩擦因数不同。
(2) 衬垫比压 在工作状态下,摩擦衬垫受到钢丝绳的压力,该压力在钢丝绳围包弧内是不均匀的,且因摩擦衬垫所处位置的不同而有较大差别。根据相关标准规定,正常使用工况下,衬垫比压一般不超过2 MPa。
(3) 蠕动速度 理论情况下,摩擦衬垫与钢丝绳之间是不允许发生相对滑动的,如果发生滑动,即摩擦副失效,容易发生安全事故;但是摩擦衬垫和钢丝绳都是弹性体,其相互间必定存在一定的蠕动,且蠕动速度随钢丝绳弹性、钢丝绳规格、提升速度、钢丝绳张力差的不同而有所不同。当蠕动速度增加时,摩擦因数增加。
(4) 接触界面温度 摩擦衬垫一般安装在提升机房内,与其相关的钢丝绳有室内段、露天段、井筒段,钢丝绳所处的环境比较复杂,各段温度变化较大,与摩擦衬垫接触时,在一定程度上会影响摩擦性能。
4.2 摩擦衬垫摩擦因数的检测
GB/T 10599—2010《多绳摩擦式提升机》中 4.2.1.4要求每台产品的摩擦衬垫摩擦因数不应小于 0.25。JB/T 10347—2015《摩擦式提升机 摩擦衬垫》中4.1 要求:“摩擦因数许用值不应低于使用该摩擦衬垫的提升系统所要求的摩擦因数值,并且最低不应低于0.25”。摩擦衬垫摩擦因数的测试方法可分为现场测试和实验室测试[6-8]两种。
现场测试是利用提升机或者模拟提升机,在一定负荷条件下,人为地制造滑动,通过检测钢丝绳与衬垫发生相对滑动的临界状态时两侧的钢丝绳张力,用欧拉公式计算摩擦因数。实验室测试是使用特制的试验设备或试验台,在规定的试验条件下进行测试,人为地造成钢丝绳与衬垫的相对滑动,分别测量衬垫所受到的正压力以及滑动时产生的摩擦力,用经典的摩擦学公式计算出摩擦因数。
现场测试费时费力,难度大,测试费用高,但测试结果真实可靠,常用于新研发摩擦衬垫进行现场验证;实验室测试简便易行,难度小,测试费用低,但由于这种测试方法有一定的近似性,其结果不能直接应用,需要进一步地分析和计算,常用于摩擦衬垫产品的出厂检验。
AQ 1036—2007《煤矿用多绳摩擦式提升机安全检验规范》中 6.1.10 要求“摩擦衬垫的摩擦因数µ≥0.20 时,每台提升机的衬垫都应做抽样检验”。抽样检验通常采用实验室测试法对摩擦衬垫的摩擦因数、磨损率、硬度这几项参数进行测试,试验条件和方法按 JB/T 10347—2015 中规定执行。
5 摩擦衬垫的使用维护
摩擦衬垫的使用维护一般包括安装、车削、更换3 个方面。摩擦衬垫大多采用固定块压块式连接,以4 绳提升机为例,衬垫的安装方法如图 5 所示。
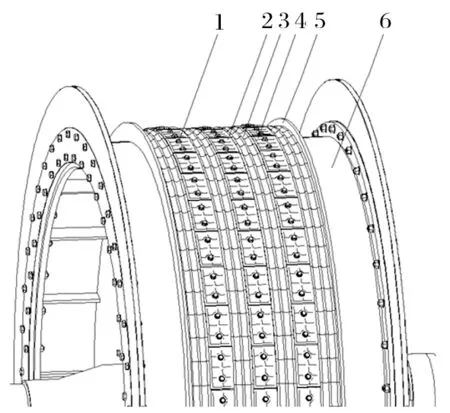
图5 摩擦衬垫安装示意Fig.5 Installation sketch of friction liner
5.1 摩擦衬垫的安装
一般情况下,摩擦衬垫是在提升机制造厂内装配完毕发到现场;遇到特殊情况时,需在现场安装摩擦衬垫。现场安装时,需先对提升机设备进行相应固定,并做好相应的防护工作,然后按以下步骤进行。
(1) 将整个一周的固定块全部装好,使固定块的两侧面到相应的挡绳板内侧面的距离相等,距离误差不得大于 0.2 mm,按拧紧力矩要求把紧螺栓。
(2) 将第 1 圈和第 4 圈摩擦衬垫没有斜度的一侧紧靠挡绳板内侧面放于筒壳上 (注意:当衬垫与焊缝发生干涉时,应修正衬垫的倒角),将第 2 圈和第 3圈摩擦衬垫没有斜度的一侧紧靠固定块的侧面,使相邻的摩擦衬垫相互靠近,并紧贴筒壳。装配时,摩擦衬垫在一圈上的接头应与相邻的一圈上的接头错开。
(3) 嵌入压块,用螺栓将压块把紧,同时轻轻敲击衬垫后部,使衬垫间紧贴无缝,按拧紧力矩要求把紧螺栓,使摩擦衬垫紧紧地固定在筒壳上。
(4) 转动摩擦轮,用同样的方法装完整圈衬垫,每圈的最后一块按实际情况修配,要稍长一点,嵌入后将相应的压块螺栓把紧。
(5) 全部衬垫装配完后,应按拧紧力矩要求检验各螺栓是否把紧,衬垫在任何方向上不许有松动现象。
摩擦衬垫安装完成后,还需做以下检查工作。
(1) 挂绳后,慢慢启动提升机,运行几个循环后,检查所有螺栓的拧紧力矩,如果紧固力不够,用扭力扳手按力矩要求重新紧固螺栓。
(2) 运行一段时间后,重新检查固定块和压块的所有螺栓的拧紧力矩,如果紧固力不够,用扭力扳手按力矩要求重新紧固螺栓。
(3) 在使用中,为了防止锈蚀,需要在钢丝绳上(包括绳芯) 涂油时,必须使用经过认证且与摩擦衬垫匹配的专用增摩脂,严禁钢丝绳带有许用增摩脂之外的其他油脂和油污,否则会降低摩擦因数。
5.2 摩擦衬垫的车削
对于多绳摩擦式提升机,初次安装衬垫、更换新的衬垫,或因衬垫磨损不均匀需修正衬垫时,需要用车槽装置对摩擦衬垫进行绳槽车削,以增加钢丝绳与衬垫间的接触面积,调节各钢丝绳间的拉力,进而延长钢丝绳和摩擦衬垫的使用寿命。
在安装和使用中,摩擦衬垫的关键参数主要有绳槽半径、绳槽中心距、绳槽底径差、绳槽底径径向跳动,其要求如表 2 所列。如不符合要求时,就需要对绳槽进行车削。
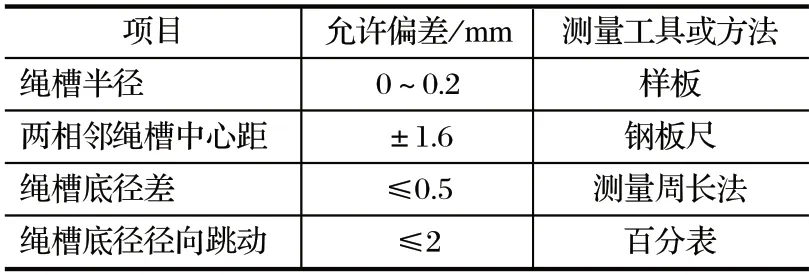
表2 摩擦衬垫安装和使用要求Tab.2 Installation and service requirements for friction liner
车槽装置按使用场合,可以分为落地式提升机车槽装置和井塔式提升机车槽装置;按车削方式,可以分为传统机械式车槽装置和数控式车槽装置。落地式提升机车槽装置一般安装于提升机司机侧摩擦轮处;井塔式提升机车槽装置一般安装于提升机摩擦轮正下方,这样可以在不拆卸钢丝绳的情况下对摩擦衬垫绳槽进行车削。目前多绳摩擦式提升机大多采用传统机械式车槽装置,如图 6 所示。
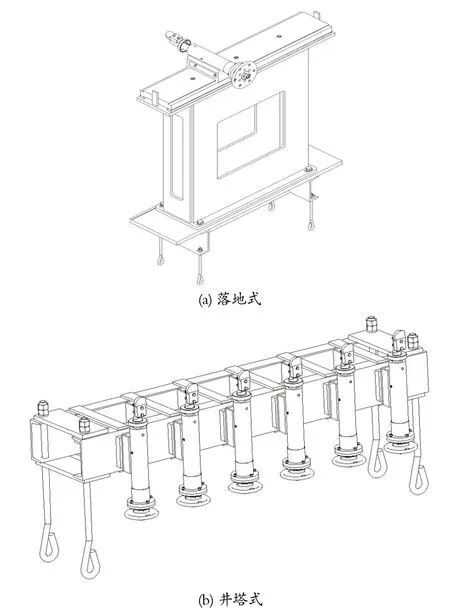
图6 传统机械式车槽装置Fig.6 Conventional mechanical grooving device
传统车槽装置利用车刀车削的原理进行绳槽加工修正,具有结构简单、易于操作、成本低的特点。但相对来说,每次车削绳槽前,需要人工测量各绳槽的尺寸情况,并进行对刀;一个绳槽车削完后,需要记录总进刀量,作为下一个绳槽车削的参考值;车削一次进给量少,车削速度慢,加工光洁度、圆整度较差;车削过程耗时长,工作效率较低;车削操作时,容易出现啃刀、震刀现象。
基于以上原因,应市场需求就出现了数控车槽装置,如图 7 所示。数控车槽采用铣刀铣削的原理进行绳槽加工,并通过数控系统自动控制铣刀的进给量和运动精度,自动检测绳槽加工质量,并反馈到操作界面。
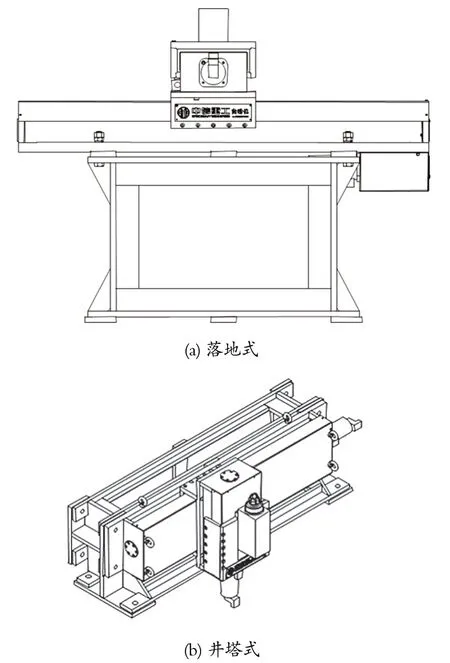
图7 数控车槽装置Fig.7 CNC grooving device
5.3 摩擦衬垫的更换
《煤矿安全规程》中第 421 条规定“摩擦轮绳槽衬垫磨损剩余厚度小于钢丝绳直径,绳槽磨损深度超过 70 mm”时必须更换[9]。GB 16423—2020《金属非金属矿山安全规程》中 6.4.7.3 规定:“摩擦衬垫绳槽直径:提升管理部门每周组织检查 1 次,各绳槽直径差应不大于 0.8 mm;包括车削量在内的衬垫厚度减小量达到衬垫厚度的 2/3,应更换衬垫”。因此,摩擦衬垫使用一段时间后,当磨损量超出相关规定的要求时,就需要更换衬垫。
因磨损严重或其他原因更换衬垫时,首先将提升机容器固定起来,再将钢丝绳松绳并拆下固定,然后松开压块的连接螺栓,拆下旧衬垫,安装新衬垫。
6 结语
随着市场经济的不断发展,我国对矿产资源的需求量大幅度增长,矿井井深也在进一步加大,目前国内有些已经实施的项目井深已经达到 1 500 m,有些储备项目初步设计的井深甚至达到 2 000 m,这对提升机的提升能力提出了更高要求,同时对摩擦衬垫的性能要求也越来越高。目前,国内已有单位研发出了一种新型的高比压、高摩擦因数衬垫,衬垫比压达到2.5 MPa,摩擦因数达到 0.28,可以满足深竖井大吨位多绳摩擦式提升机的需求。
国内摩擦衬垫的技术研究在不断进步,生产工艺也在不断改善,使得其关键参数如衬垫比压和摩擦因数得到不断提升,但在实际应用中,进口材质衬垫和进口材料国内压制的衬垫仍占据大多数的市场份额。造成这种局面的原因,一方面源于客户长期形成的进口材质优于国产材质的固有观念,另一方面也是对国产材质提出更高要求,希望国内摩擦衬垫研究和生产单位今后在基础材料方面增加投入,持续创新并提高品质。此外,国内一些标准、规程相关内容的迟滞性,在一定程度上限制和影响了国产新产品的应用推广,在此也呼吁有关部门能从促进产品进步方面考虑,及时跟进、修订相关标准和规程。