3D打印细石混凝土调配及其可打印性和力学性能
2022-09-02侯少丹建庄珍华
侯少丹,肖 建庄,段 珍华
(1.同济大学土木工程学院,上海 200092;2.绍兴文理学院土木工程学院,浙江 绍兴 312000;3.同济大学工程结构服役性能演化与控制教育部重点实验室,上海 200092)
当前大部分3D打印建筑以及研究中所使用的 3D打印混凝土(3DPC)并不含粗骨料,而是3D打印砂浆[1-3].一方面,是由于打印机挤出口尺寸较小,不能打印粗骨料混凝土;另一方面,粗骨料增大了混凝土可打印性和流变性的离散性,难以调控其早期性能.与砂浆相比,混凝土具有更好的长期性能和更低的造价.因此,实现含粗骨料混凝土的打印是3DPC在建筑行业应用中的迫切要求[4-5].
当前,含粗骨料3DPC在施工时的制备方式上存在困难与挑战.由于3D打印要求混凝土具有流动度低、触变性高、凝结时间短等特点[6-8],需要使用多种外加剂对其工作性能进行调控,因此运输过程中可能会发生工作性能损失大、达到初凝时间等问题[9],因此3DPC不能像普通混凝土一样在搅拌站制备之后运输到现场施工.当前在实验室开展的3DPC研究中,通常是搅拌完成后直接进行打印,如果实际施工时采用这种方法,需要在施工现场准备材料并现场拌和,该方法受现场场地条件以及环境评测要求的限制.
基于此,本文提出通过细石混凝土(SAC)现场调配制备3D打印SAC的方法,并研究了不同增稠材料对SAC工作性能和流变性的调控规律,同时对3D打印SAC试件的可挤出性和早期力学性能进行了测试.
1 试验
1.1 原材料
水泥(C)为P·O 42.5水泥;细骨料为普通河砂,中砂,细度模数为2.69;细石粗骨料为普通碎石,粒径为5~10 mm;粉煤灰为F类二级粉煤灰,28 d活性指数为85.00%;再生粉体来源于建筑固体废弃物,主要含废弃黏土砖和废弃混凝土,主要氧化物为Ca O、Si O2、Al2O3和Fe2O3,粒径为5~40μm,中位粒径为10μm,28 d活性指数为80.05%,其他基本性能(如水化热,微观形貌等)见文献[10-11];偏高岭土(MK)的平均粒径为10μm,28 d活性指数不小于110.00%;减水剂(SP)为粉末状聚羧酸减水剂;羟丙基甲基纤维素(HPMC)的黏度为200 Pa·s;拌和水为自来水.SAC水胶比(质量比,文中涉及的比值、用量等均为质量比或质量分数)为0.32,最大粒径为10 mm,胶凝材料为水泥、粉煤灰和再生粉体,粉煤灰和再生粉体的用量相同,均为水泥质量的15.5%,砂率为60.0%,单位用水量为186 kg/m3,通过调节减水剂的用量,控制SAC的坍落度为200~230 mm.
1.2 3D打印细石混凝土制备方法
考虑到商品混凝土对工作性能的要求与3DPC差异较大,本文提出通过SAC现场调配制备3D打印SAC的方法,具体步骤为:(1)首先进行SAC配合比设计,并在搅拌站制备SAC.考虑到SAC的运输和泵送要求,同时能够尽量保证SAC的可打印性的要求,要求SAC的坍落度在160~180 mm,并具有较小的坍落度损失.(2)运输SAC至施工现场,然后添加相应的材料开展二次搅拌,调控混凝土的工作性能,使其满足可打印性的要求.该过程中,二次搅拌增稠材料的种类和用量以及二次搅拌时间均与SAC在现场的工作性能有关.(3)通过施工现场二次驳运,将制备的3D打印SAC输送至打印机中进行施工.
本文提出的3D打印SAC制备方法,一方面有利于解决3DPC的生产运输难题;另一方面能避免3DPC大批量生产时带来的现场原料堆放和环保问题.该方法以SAC为基本材料,无需对现有的商品混凝土制备程序进行大幅度调整,工艺简单,有利于推动3DPC的大批量应用,具有实际工程意义.
1.3 试验方法
1.3.1 SAC的工作性能和流变性试验
根据GB/T 50080—2016《普通混凝土拌合物性能试验方法标准》,测试SAC的坍落度和扩展度.采用Con Tec流变仪测试SAC的流变参数.流变仪内筒直径和高度均为10.0 cm,外筒直径为14.5 cm.试验时控制最大速率从0.5 r/s渐变为0.1 r/s,期间共采集6个点的转速和扭矩,并通过Reiner-Rivlin方程计算出其屈服应力和塑性黏度[12].
1.3.2 SAC的工作性能调配及早期性能测试
SAC的工作性能和流变性测试完成后,在保持其水胶比不变的条件下进行二次搅拌时加入不同的增稠材料(水泥、HPMC、MK),搅拌5 min,每次加入的增稠材料掺量w以胶凝材料的总质量计,水泥掺量wC分别为1.00%、3.00%、5.00%,HPMC的掺量wHPMC分别为0.03%、0.05%、0.10%,MK的掺量wMK分别为0.50%、1.00%、1.50%.二次搅拌完成后,立即对SAC开展如下试验:(1)工作性能和流变性试验,测试方法见1.3.1;(2)挤出性测试,采用自主研发的装置[13]开展挤出性研究,并通过挤出力的大小评价SAC的可挤出性;(3)湿坯强度(green strength)测 试,根 据ASTM D2166《Standard test method for unconfined compressive strength of cohesive soil》,将混凝土装入φ70×140 mm的圆柱形模具中,静置5~10 min后拆除模具,并开展无侧限抗压强度试验[7],加载速率为30 mm/min,从二次搅拌后第15 min开始测试,之后每隔15 min进行1次测试,直至90 min结束测试.
1.3.3 3D打印SAC试件的制备及其硬化后力学性能测试
用辽宁格林普公司提供的配备了表面平整系统[14]的龙门架式混凝土3D打印机,尺寸为8 m×6 m×6 m,打印头采用螺杆挤出方式,挤出口直径为100 mm.试验时打印速率为50 mm/min,打印路线为直线,长度为1 000 mm,每层高度为30~50 mm,共打印3层,打印完成后记录打印条的宽度及高度,用于评价3D打印SAC的可打印性.试件打印完成1 d后,将其切割成100 mm×100 mm×100 mm的立方体试块和100 mm×100 mm×400 mm的棱柱体试块,根据GB/T 50081—2002《普通混凝土力学性能试验方法标准》,测试3D打印SAC的28 d抗压强度、劈裂抗拉强度和抗折强度.考虑到3D打印SAC力学性能的各向异性,开展不同加载方向的力学性能试验,加载方向示意图见图1.另外,为开展3D打印试件和浇筑试件的对照试验,采用相同的3D打印SAC材料制备浇筑试件(cast).
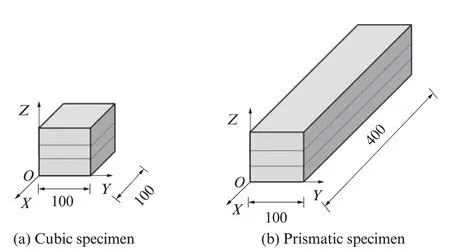
图1 加载方向示意图Fig.1 Diagram of loading direction(size:mm)
2 结果与分析
2.1 不同增稠材料对SAC性能的影响
2.1.1 坍落度和扩展度
不同增稠材料对SAC坍落度和扩展度的影响见表1.由表1可见:SAC的初始坍落度为210~225 mm,扩展度为430~440 mm;二次搅拌时不同增稠材料的加入使SAC的坍落度和扩展度均降低,且随着增稠材料用量的增大,其降低程度增大.这是因为新拌混凝土中胶凝材料的絮凝作用导致自由水和有效减水剂用量减少,这时再加入其他胶凝材料会加快吸收新拌混凝土中的自由水,导致其工作性能降低,且二次搅拌过程中加入的增稠材料容易团聚,增大了其工作性能损失.与水泥相比,MK对SAC工作性能的影响更大.当水泥、MK的掺量均为1.00%时,SAC的坍落度分别下降了11.4%、31.0%,扩展度分别下降了27.9%、54.5%,这是因为MK的颗粒粒径较小,比表面积较大,加入新拌SAC后会快速吸收自由水.与水泥、MK相比,HPMC对新拌混凝土工作性能的影响最大,当其掺量为0.10%时,SAC的坍落度、扩展度分别降低了35.6%、37.5%,这是因为高分子化合物HPMC上有很多羟基,能够与水分子形成氢键,增加溶液的黏度,而这种黏弹性液体均匀分散在砂浆内,增大了颗粒间的摩擦力和附着力[15-16].预试验结果显示,当混凝土的坍落度为90~130 mm时,方可实现3D打印的连续、稳定挤出.SAC的二次搅拌过程中,当HPMC、水泥、MK的掺量分别为0.10%、3.00~5.00%、1.50%时,SAC能够满足打印性的要求.后文研究中增稠材料HPMC、水泥、MK的掺量分别为0.10%、5.00%、1.50%,制备的SAC分别记为HPMC0.10、C5.00、MK1.50.

表1 不同增稠材料对SAC坍落度和扩展度的影响Table 1 Effect of different viscosity materials on slump and slump flow of SAC
2.1.2 屈服应力和塑性黏度
屈服应力和塑性黏度影响3D打印SAC的挤出性和挤出瞬间的变形能力.当3D打印SAC在挤出过程中受到的剪应力大于屈服应力时,即可保持混凝土的流动状态,但当屈服应力过小时,会导致挤出瞬间混凝土的变形较大.塑性黏度是混凝土内部阻碍流动的性能,与混凝土的密实性、可加工性有关,当塑性黏度较大时可避免沉降和离析现象的发生.不同增稠材料对SAC屈服应力和塑性黏度的影响见表2.由表2可见,当HPMC、水泥、MK的掺量分别为0.10%、5.00%、1.50%时,二次搅拌后SAC的屈服应力分别增加了27.56%、50.48%和40.94%,塑性黏度分别增加了34.56%、20.25%和23.26%.加入5.00%的水泥或1.50%的MK后,SAC的屈服应力有大幅度提升,塑性黏度的增大程度小于屈服应力.这是因为水泥和MK掺入新拌SAC后快速吸水,导致颗粒间的浆体膜厚度减小,从而增大了颗粒间摩擦力,使得SAC的屈服应力快速增加.HPMC掺入后,由于HPMC在新拌SAC中吸水膨胀后形成胶体膜结构,吸附在水泥颗粒表面,增大了分子间的作用力,从而使SAC塑性黏度有了较大幅度的提升.

表2 不同增稠材料对SAC屈服应力和塑性黏度的影响Table 2 Effect of different viscosity materials on yield stress and plastic viscosity of SAC
2.2 3D打印SAC的早期性能
2.2.1 挤出性
3D打印SAC挤出时的位移与挤出力之间的关系见图2.由图2可见:试验开始时,先开展预挤出试验,控制挤出速率v为300 mm/min,该过程可使混凝土达到密实状态;当位移达到140 mm左右时,降低挤出速率至100 mm/min,并持续1~2 min,此时挤出力呈现1个近似平台的阶段,说明混凝土已经达到密实状态并被匀速挤出;在混凝土被匀速挤出的过程中,挤出力仍呈缓慢上升的趋势,这是由于在挤压过程中,随着混凝土中浆体的减少,粗骨料逐渐被挤压至变截面的锥形区域,导致挤出力缓慢上升.本文采用图2所示的挤出流程开展3D打印SAC挤出性测试,记录挤出阶段中挤出速率为100 mm/min、位移为200~300 mm段的挤出力,取该阶段挤出力的平均值作为3D打印SAC的挤出力,用于评价3D打印SAC的挤出性.挤出力越大,挤出性越差.
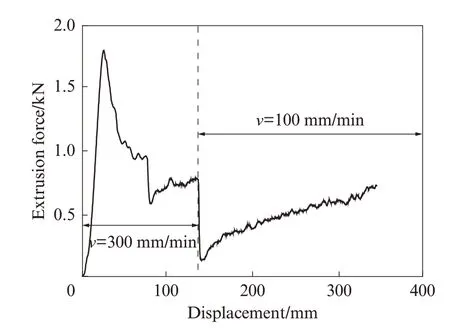
图2 3D打印SAC挤出时的位移与挤出力之间的关系Fig.2 Relationship between displacement and extrusion force during extrusion of 3D printable SAC
不同增稠材料对3D打印SAC挤出力的影响见图3,图中横坐标t为二次搅拌结束后的静置时间.由图3可见:二次搅拌刚结束时,尽管不同组的3D打印SAC坍落度均控制在90~130 mm,其挤出力仍存在较大的差距,掺加1.50%MK的3D打印SAC挤出力最大(605.4 N),是掺加5.00%水泥或0.10%HPMC的3D打印SAC挤出力的4倍左右;随着静置时间的延长,MK对挤出力的增长趋势影响最明显,其次是水泥和HPMC,当静置时间为30 min时,掺加MK、水泥、HPMC的3D打印SAC的挤出力分别增长了341%、241%、63%.不同增稠材料对3D打印SAC挤出力的影响可以从混凝土中水泥的水化进程方面解释:MK较细的颗粒及其较高的活性能够加快水泥的早期水化进程,随着水泥水化的进行,水泥颗粒间的作用越来越强,导致其流动性逐渐丧失,进而增大了挤出力;HPMC会吸附在水泥颗粒表面,延缓水泥的早期水化进程,进而对挤出力随静置时间变化的影响较小[17].
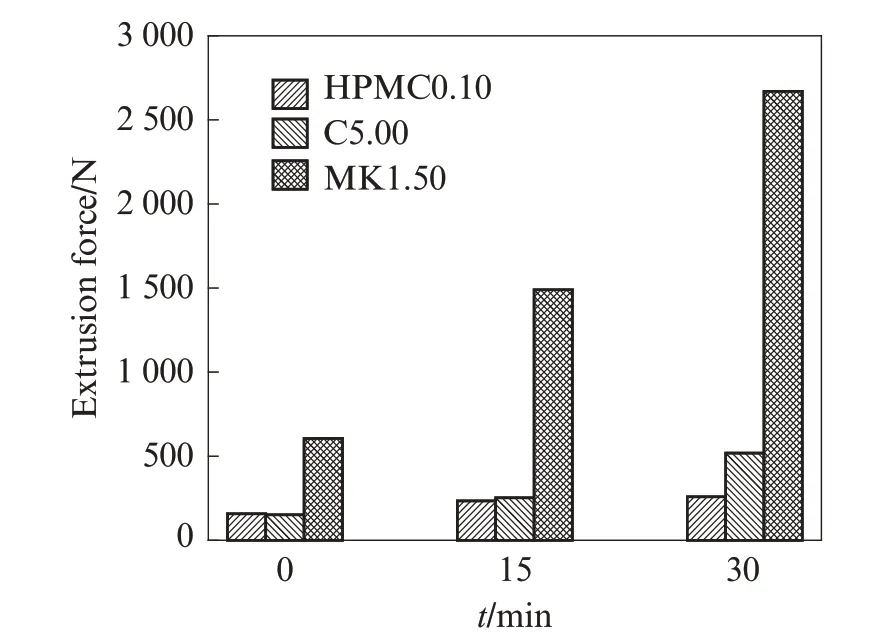
图3 不同增稠材料对3D打印SAC挤出力的影响Fig.3 Effect of different viscosity materials on extrusion force of 3D printable SAC
3D打印SAC坍落度与挤出力之间的关系见图4.由图4可见,随着坍落度的增大,3D打印SAC的挤出力逐渐减小,两者之间存在较好的拟合关系,这说明在实际工程中,可以通过控制3D打印SAC的坍落度来初步调控其挤出性.另外,3D打印SAC从制备完成到实际挤出需要一定的中间过程,该过程中要求其工作性能满足打印的要求,因此对坍落度/挤出力的经时变化有较高的要求.将3D打印SAC工作性能满足打印要求的持续时间称为“工作时间”,挤出力的经时变化越大,越不利于其工作时间.由图4建立的坍落度和挤出力的关系以及适合打印的坍落度范围,可以确定当挤出力大于1 488 N时,3D打印SAC不能被流畅挤出.结合图3、4可知,1.50%MK掺入之后3D打印SAC挤出力快速增长,且其工作时间在15~30 min,而5.00%水泥或0.10%HPMC调配的3D打印SAC挤出力增长较为缓慢,其工作时间较长,均大于30 min.
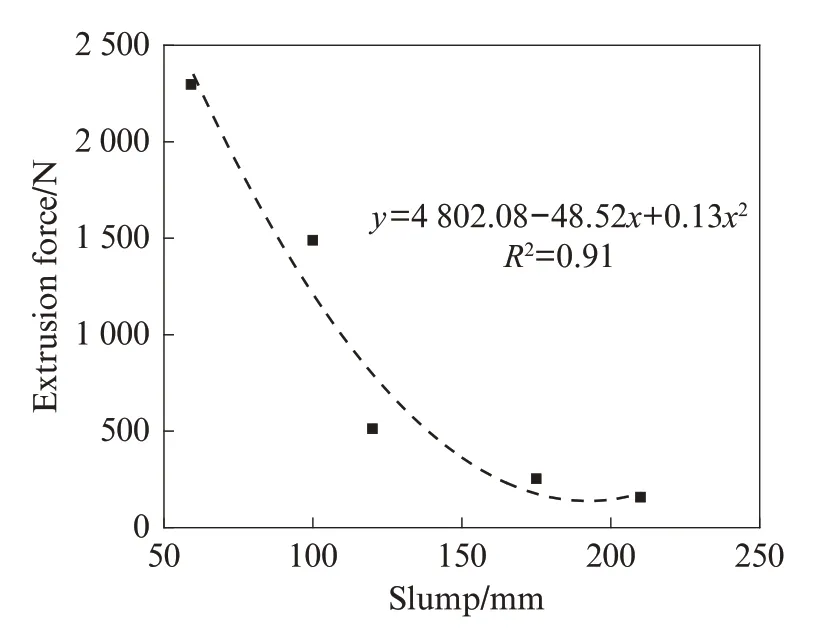
图4 3D打印SAC坍落度与挤出力之间的关系Fig.4 Relationship between slump and extrusion force of 3D printable SAC
2.2.2 湿坯强度
3D打印SAC湿坯强度的增长与其可建造性密切相关,湿坯强度增长速率越快,可建造性越高,在规定时间内的打印层数越高,因此可加快打印速率,提高施工效率.不同增稠材料对3D打印SAC湿坯强度的影响见图5.由图5可见:3D打印SAC的湿坯强度随静置时间的延长而增长,二次搅拌时掺入5.00%水泥或1.50%MK对3D打印SAC湿坯强度的影响规律近似,90 min内分别增长了1.88、1.98倍,而0.10%HPMC的掺入对3D打印SAC湿坯强度的影响较小,90 min内仅增长了1.3倍.这可由2.2.1讨论中的不同增稠材料对水泥水化作用的影响来解释.
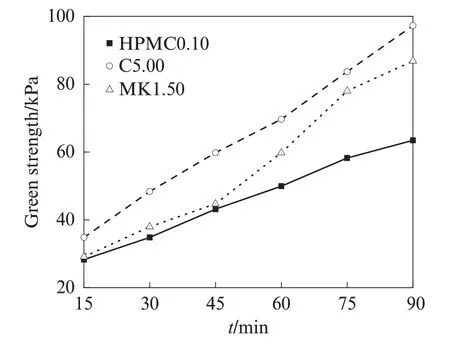
图5 不同增稠材料对3D打印SAC湿坯强度的影响Fig.5 Effect of different viscosity materials on green strength of 3D printable SAC
2.3 3D打印SAC的实际打印效果及力学性能
由前文分析可知,二次搅拌时通过掺入不同增稠材料可将SAC调配为满足3D打印要求的工作性能.为了验证本文提出的方法,用掺入0.10%HPMC的3D打印SAC(HPMC0.10)开展实际打印试验,并研究了其力学性能.
2.3.1 实际打印效果
3D打印SAC打印后的效果见图6.由图6可见:3D打印SAC具有较好的挤出性,能够被均匀、连续地挤出;由于表面平整系统的作用,3D打印SAC的表面较光滑,存在较小的空隙,能够观察到明显的层间痕迹;挤出后单条的宽度为100 mm,与挤出口的直径相同;由于限制了水平变形,因此3D打印SAC存在向下的挤压力,导致其最底层混凝土出现变形(见图6(a)),这可以通过提高3D打印SAC的可建造性或调整挤出速率或每层打印时间进行改善;图6(b)显示在打印路线提升点的周围存在裂缝,这可以通过调整打印头在提升时的出料速率和提升速率进行改善.
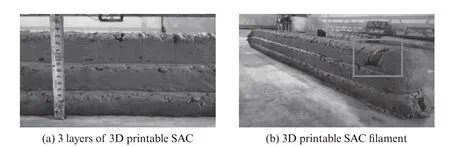
图6 3D打印SAC打印后的效果Fig.6 Printing result of 3D printable SAC
2.3.2 力学性能
层层堆叠的打印方式导致3D打印SAC在不同加载方向的力学性能差异较大,即其力学性能具有各向异性[18-19].3D打印SAC的力学性能见图7(图中HPMC0.10-X为试件HPMC0.10的X方向,其他类推).由图7可见:3D打印SAC的抗压强度存在明显的各向异性;与浇筑试件相比,其X、Y、Z方向的抗压强度分别降低了38.73%、40.46%和20.03%,X和Y方向的抗压强度近似,且均小于Z方向的抗压强度;当劈裂面为X Z或Y Z时,3D打印SAC的劈裂抗拉强度变化较小,分别为浇筑试件的108.07%、95.06%;当劈裂面为X Y平面时,劈裂抗拉强度有明显的下降,降低幅度为26.46%;3D打印SAC的抗折强度高于浇筑试件,Y、Z方向分别提高了19.54%、17.23%.
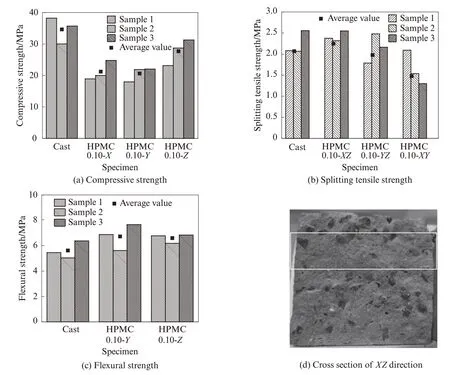
图7 3D打印SAC的力学性能Fig.7 Mechanical properties of 3D printable SCA
3D打印SAC强度的各向异性与层层堆叠的建造方式有关,其会导致层间界面存在空隙,进而使混凝土的密实度、抗压强度降低.对3D打印SAC的抗压强度而言:当加载方向为Z方向时,试件的层间界面与加载方向垂直,因此其抗压强度较高;当沿X和Y方向加载时,试件的层间界面与加载方向平行,裂缝会沿层间界面快速发展,导致其抗压强度降低.对3D打印SAC的劈裂抗拉强度而言:受力面X Y面与层间界面平行,因此其劈裂抗拉强度最低,由X Z方向的劈裂截面(见图7(d))可以明显看到试样中部存在较多的空隙,这证明了层间界面导致X Y面内存在较多空隙.然而,层间界面对3D打印SAC抗折强度的影响较小,这是因为添加表面平整系统后,3D打印SAC挤出后原本产生的横向变形被限制,因此会沿Y方向产生挤压力,导致混凝土更加密实,另外,混凝土上层对下层的压力也会导致3D打印SAC内部更密实,骨料与浆体之间的黏结力更大,进而提高其抗折强度.与3D打印砂浆一致,3D打印SAC抗压强度均小于浇筑试件[18-19].对于3D打印SAC的抗折强度,Ding等[20]的研究结果与本文一致.受试件尺寸、打印方向、层间黏结等影响,不同受力方向3DPC的抗压强度、劈裂抗拉强度和抗折强度的大小并没有统一的规律.
3 结论
(1)对于初始坍落度为210~225 mm的细石混凝土(SAC),二次搅拌时当羟丙基甲基纤维素(HPMC)、水泥、偏高岭土(MK)的掺量分别为胶凝材料质量的0.10%,5.00%、1.50%时,能够满足3D打印对混凝土工作性能的要求.
(2)二次搅拌时,0.10%HPMC能够显著提高3D打印SAC的塑性黏度,90 min内其湿坯强度增长了1.3倍,对挤出力经时变化、工作时间和可建造性的影响较小;1.50%MK能够有效提高3D打印SAC的挤出力,但其工作时间低于30 min;5.00%水泥或1.50%MK有利于3D打印SAC的可建造性.
(3)3D打印SAC的28 d抗压强度具有明显的各向异性,较浇筑试件明显降低,降低幅度在20.03%~40.46%;Y、Z方向的抗折强度较浇筑试件提高了17.23%~19.54%.
