精整机组拉伸弯曲矫直机工艺参数预设定控制模型研究
2022-08-30孙亚波李宏伟张康武马兰松靳恩辉
孙亚波,李宏伟,张康武,马兰松,靳恩辉
(中国重型机械研究院股份公司,陕西 西安 710018)
0 前言
经冷轧机组轧制后的带钢,必须经过精整处理加工,才能得到高质量的合格产品。精整处理是成品带钢的最后一道工序,因此不得产生新的缺陷,带钢表面不准产生擦划伤和塑形变形。精整机组主要进行剖分、拉矫、重卷、切边、表面检查、涂油等工序。
精整机组在拉矫生产时,多采用拉伸弯曲矫直机,主要用于消除带材的不良板形,例如双边浪、单边浪、中间浪、两肋浪、翘曲及瓢曲和潜在板形不良等,从而使整个带材表面平整、光洁。
拉伸弯曲矫直机多为两弯一矫结构,如图1所示。根据材料的弹塑性延伸理论对带材进行矫直。矫直张力使带材产生一定变形,该变形为弹性变形,带材在矫直张力作用下连续通过两个弯曲单元,使带材沿长度方向产生塑性变形,并形成一定的延伸率,同时矫直单元用来补偿由于张力和弯曲单元共同带来的残余弯曲,从而减少带材内部纵向内应力分布的不均匀性,改善带材的平直度。
通常,拉伸弯曲矫直机都采取延伸率闭环控制,为了提高闭环控制的收敛速度,进而提高拉矫产品质量及成材率,急需研发其工艺参数预设定控制模型。
文献[1-21]详细分析了拉矫生产过程、拉矫机设备结构和拉矫生产电控系统等,探讨了拉矫工艺参数的确定方法,但并没有提出快速、有效的拉矫工艺参数计算方法。
带钢拉伸矫直生产过程是一个复杂的三维弹塑性变形行为。一直以来,拉伸弯曲矫直机结构设计和生产使用工艺参数建立都主要依据实验数据和生产经验数据。文献[14]提出先用MARC有限元软件进行数值仿真计算,再对计算结果运用逐步回归法建立描述带钢拉伸弯曲矫直过程的工艺参数与设备参数以及带钢规格材质之间物理关系的数学表达式,但其精度严重依赖于有限元数值仿真精度、仿真计算工况的选择合理性和逐步回归精度,且得到的数学表达式不适应于后期带钢规格、材质和矫直能力的扩展。
本文在大量研究的基础上[1-21],采用解析法研发了快速、有效的拉伸弯曲矫直机工艺参数预设定控制模型,能有效提高延伸率闭环控制的收敛速度和控制精度,大大提高拉矫产品质量及成材率。
1 延伸率与板形和性能的函数关系
拉伸弯曲矫直机辊系如图1所示。研究了拉矫延伸率与来料板形、成品板形、性能要求的延伸率之间的函数关系,保证拉矫板带的最终板形、性能质量。

图1 拉伸弯曲矫直机辊系简图
来料板形Ir,单位I,为
(1)
式中,lr长为来料长纤维的长度,mm;l0r为来料基本纤维的长度,mm。
矫正后产品的板形Ip,单位I,为
(2)
式中,lp长为矫正后板带长纤维的长度,mm;l0p为矫正后板带基本纤维的长度,mm。
矫正来料板形所需要的延伸率εj为
(3)
为了保证矫正后板带的机械性能,矫正来料需产生的延伸率为εx。拉矫延伸率ε的设定为
(4)
2 延伸率与弯曲单元插入量的函数关系
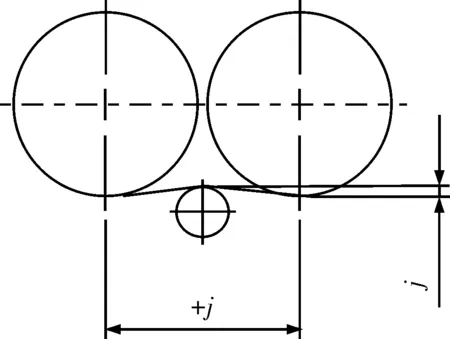
板带在拉弯矫直过程中,由于矫直张力使中性层相对平分层(中心线)移动了a的距离,从而使平分层产生了拉伸变形。如图2所示,Z0为弹性区域的半宽度,如果Z0≥a,则平分层不能产生塑性变形,Z0 图2 板带平分层变形量计算简图 根据平面变形假设[6],弯曲单元产生的平分层变形量即延伸率ε计算为 (5) (6) 弯曲辊半径为R,板带反弯曲率存在的约束: (7) 将弯曲单元简化为如图3所示力学模型,弯曲单元插入量W,即板带反方向弯曲挠度采用莫尔积分法计算。 图3 弯曲单元计算模型图 (8) 式中,t为弯曲辊辊距。 弯曲单元插入量计算流程如图4所示。具体步骤如下: 图4 弯曲单元插入量计算流程图 (1)令矫直张应力预设定值σL等于预设定初值σL0; (4)计算弯曲单元插入量W。 (9) 矫直辊半径为R0,矫直单元的反向弯曲曲率存在约束: (10) (11) 将矫直单元简化为如图5所示力学模型,矫直单元插入量J,即板带反方向弯曲挠度采用莫尔积分法计算。 图5 矫直单元计算模型图 (12) 式中,tj为矫直辊辊距。 为了保证拉矫生产效率和质量,通常采用两弯一矫模式,因此需要通过计算得到工艺参数预设定值,即矫直张应力σL、1#弯曲单元插入量W1、2#弯曲单元插入量W2、矫直单元插入量J,应用于延伸率闭环控制,能有效提高延伸率闭环控制的收敛速度,大大提高拉矫产品质量及成材率。 拉伸弯曲矫直机工艺参数预设定计算流程如图6所示,具体步骤如下: 图6 拉伸弯曲矫直机工艺参数预设定计算流程图 (1)输入已知参数,包含:板带厚度h,开卷张应力σP,卷取张应力σT,屈服强度σs,弹性模量E,弯曲辊半径R,矫直辊半径R0,强化系数η等; (2)设定延伸率目标值εT,可以分为两部分: εT=ξεT1+(1-ξ)εT2 (13) 式中,ξ为分配系数;0≤ξ≤1;εT1为1#弯曲单元产生的延伸率;εT2为2#弯曲单元产生的延伸率。 (3)计算矫直张应力预设定初值σL0, σL0=α(σP+σT) (14) 式中,α为系数。 (4)令矫直张应力预设定值σL等于预设定初值σL0; (7)得到矫直张应力预设定值σL、1#弯曲单元插入量W1、2#弯曲单元插入量W2; (12)计算得到矫直单元插入量J; (13)工艺参数预设定计算结束。 本文所提出的拉伸弯曲矫直机工艺参数预设定控制模型成功应用于某汽车板精整机组。带钢厚度h=1.5 mm,屈服强度σs=400 MPa,开卷张应力σP=28 MPa,卷取张应力σT=42 MPa,弯曲辊半径R=15 mm,矫直辊半径R0=25 mm,延伸率设定值εT=2%,εT1=εT2=1%。 经计算,得到拉伸弯曲矫直机工艺参数如下:矫直张应力σL=80.5 MPa,1#弯曲单元插入量W1=8.398 mm,2#弯曲单元插入量W2=8.398 mm,矫直单元插入量J=2.864 mm。 经工程实践,板带拉矫效果良好,质量完全合格。 通常,拉伸弯曲矫直机都采取延伸率闭环控制,由于其工艺参数预设定值不合理,导致闭环控制的收敛速度缓慢,进而导致了拉矫产品质量及成材率的下降。本文提出的拉伸弯曲矫直机工艺参数预设定控制模型,能有效提高延伸率闭环控制的收敛速度和控制精度,大大提高拉矫产品质量及成材率。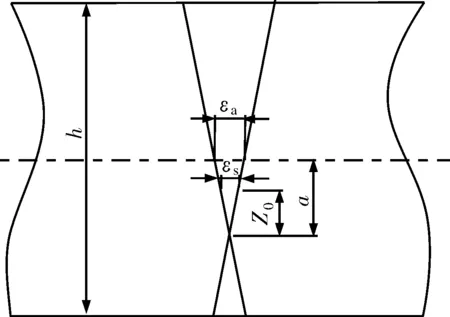



3 弯曲单元引起的板带弯曲曲率与矫直单元插入量的函数关系


4 工艺参数预设定计算方法

5 结束语