砂型铸造工艺资源和环境负荷评价研究
2022-08-26郑孟超吴进军李晶莹
郑孟超, 吴进军, 李晶莹, 王 营
(1.机械科学研究总院, 北京 100044; 2.中机生产力促进中心有限公司, 北京 100044)
0 引言
当前环境问题日益凸显, 全球各国对传统制造工业的污染问题愈发重视。 铸造作为一种传统的金属成型工艺,既在制造工业领域中占据举足轻重的地位,同时也是资源消耗与环境污染问题的重要源头。 据统计, 中国2020 年铸件产量已达5195 万t,同比增长6.6%,已连续21 年居世界首位。 然而铸造行业发展模式仍然较为粗放,环保治理与安全生产仍相对薄弱[1]。
为了减少铸造过程对资源和环境负荷的影响, 提升铸造业的绿色化水平, 国内外学者从节能减排、 环境影响、 除尘净化等各方面对铸造工艺的的环境影响问题进行了探索。 J Zheng 针对砂型铸造提出了碳排放预测模型,通过工艺优化设计平均节约了21%~24%的工艺碳排放[2]。 朱莹对砂型铸造废气净化系统进行了改造设计并进行实例应用[3]。 王婷婷对铸造企业各生产工序颗粒物排放开展研究,总结出铸造企业清洁生产减排潜力[4]。 熊小琦则针对山西铸造行业的大气污染物进行了排放特征及治理措施的研究[5]。 目前有关研究主要集中在铸造工艺某一类型的环境影响, 缺少对砂型铸造工艺过程资源和环境负荷的综合影响研究, 对于不同砂型铸造工艺之间资源和环境负荷综合影响差别数据不够。
本文针对两种典型砂型铸造工艺, 建立了铸造工艺资源和环境负荷评价指标体系,计算得出指标权重,采用生命周期评价方法计算两种砂型铸造工艺资源和环境负荷数据并依据评价指标体系进行资源和环境负荷的综合评价, 评价结果进一步提升对于铸造工艺资源和环境负荷综合影响的认识,识别铸造工艺关键环节,为铸造工艺绿色化提升提供坚实基础。
1 典型铸造工艺资源和环境负荷评价指标体系研究
1.1 砂型铸造工艺流程及环境影响要素分析
砂型铸造是一种将金属熔炼成流动的液态合金,然后烧注到具有一定形状特征、尺寸要求的砂型型腔中,冷却凝固以后获得所需要零部件毛还的成型方法[6]。砂型铸造可满足各类形状、尺寸、重量铸件要求,是铸造行业应用最为广泛的铸造工艺。
砂型铸造主要有湿砂型铸造工艺、 非粘土砂型铸造工艺、水玻璃自硬砂型铸造工艺等不同类型。砂型铸造工序过程繁多,其主要的工序环节有混砂、造型、制芯、合箱、熔炼、浇注、冷却、开箱、落砂、抛丸、清理等。依据其工艺机理,将砂型铸造工序过程总结为熔炼、造型、浇注、清理四个过程。 在熔炼过程,主要使用冲天炉、电炉等设备使金属熔化为铁水;在造型过程,主要是将混砂得到型砂与芯砂制成砂型与型芯,之后下芯、合箱得到所需要的铸型;在浇注环节,主要是人工或者浇注机将熔炼过的铁水浇入砂箱内,进入冷却工段进行冷却使金属定型;在清理过程, 主要是将金属铸件从砂箱中取出并清理其表面粘砂,切除浇冒口,进行打磨后得到成品铸件。
砂型铸造生产过程具有排放环节多、投入材料多、能源消耗大、排放污染物严重的特征,其各环节消耗与排放情况见表1。

表1 砂型铸造工艺流程分析
1.2 典型铸造工艺资源和环境负荷评价指标体系构建
基于上述典型铸造工艺分析, 砂型铸造生产过程中涉及到的物料种类较多, 能源消耗主要为设备工作过程耗电,排放则以粉尘等废气为主。为综合评估以上消耗与排放对资源和环境负荷的影响, 选取以下指标评价典型铸造工艺资源和环境负荷。 评价指标见表2。
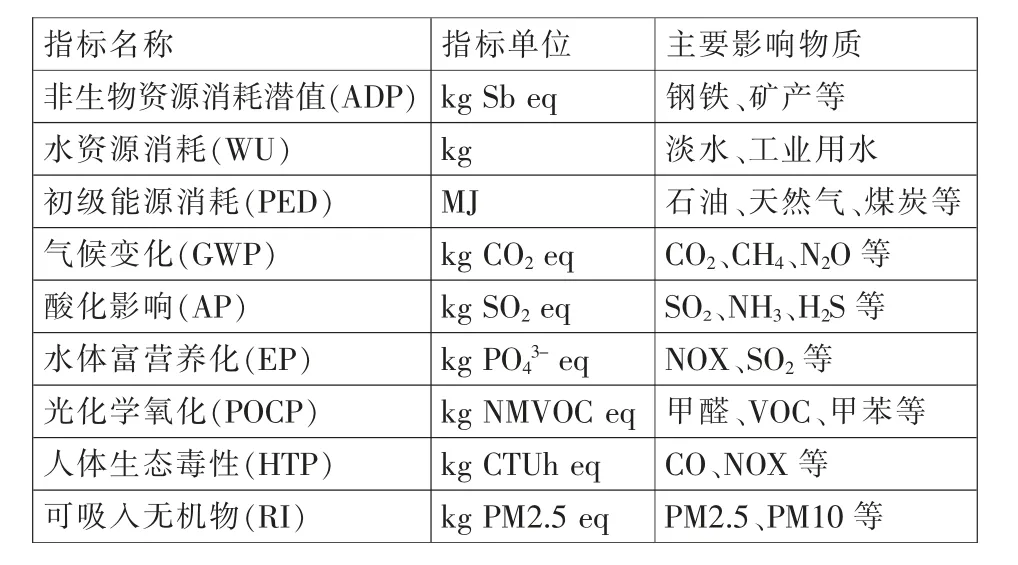
表2 评价指标
非生物资源消耗潜值 (Abiotic Depletion Potential,ADP) 用以评估过程中对自然界各类矿场资源的消耗潜值, 以金属锑 (Sb) 为基准物质。 水资源消耗(Resource Depletion-water,WU)主要评估过程对自然界可资利用的水源消耗潜值。 初级能源消耗 (Primary energy demand,PED)主要评估过程对自然界的一次能源消耗潜值,如煤炭、石油、天然气等。 气候变化(Climate Change,GWP)主要评估各类温室气体对全球变暖的影响潜值,以CO2为基准物质。酸化影响(Acidification Potential,AP)主要评估一些酸性气体对酸雾、酸雨等危害形成的影响潜值,以SO2为基准物质。 水体富营养化(Eutrophication Potential,EP)主要评估含有N、P 等元素的物质对水质污染的影响潜值。 光化学氧化(Photochemical Ozone Creation Potential,POCP)主要评估一些气体污染物在阳光下发生化学反应生成臭氧等污染物对环境的影响潜值。 人体毒性潜值(Human Toxicity Potential,HTP) 主要评估一些有毒污染物对人体可能产生的毒性影响潜值。 可吸入无机物(Respiratory Inorganics,RI) 主要评估气体中可入肺的颗粒物对人体健康的影响潜值。
针对砂型铸造,根据上述分析建立由三个一级指标,九个二级指标组成的评价指标体系。指标体系见图1。该指标体系综合了生产过程对资源消耗、环境负荷、人体健康三个维度的影响, 在每个维度细分为多个二级指标用以详细计算不同要素的环境影响程度,覆盖了矿产、水资源、能源、温室气体、酸性气体、臭氧层影响、颗粒物、人体毒性影响等多个方面, 能够比较全面地评估典型铸造工艺生产过程中对于资源和环境负荷的影响情况。
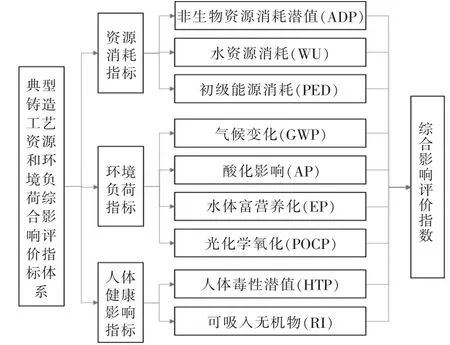
图1 评价指标体系
1.3 评价综合指数计算
德尔菲调查法(Delphi Method)是一种利用匿名函询形式集中业内专家意见的统计方法, 该方法能够较好地综合领域内专家的集体智慧, 集中行业专家的丰富专业经验,获得较为科学统计结果。 为确定各项指标权重,本文采用Delphi 法以调研问卷形式对铸造行业专家、 高校相关领域教授、铸造企业资深技术人员开展调研,统计各专家对典型铸造工艺资源和环境负荷评价指标体系各项指标的重要程度分析情况,采用自填式问卷收集数据,发放并回收问卷20 余份,有效问卷20 份。 依据调研数据,计算获得指标权重,权重计算方法如式(1)。

式中:αi—第i 项指标的权重值;ki,x—第x 位专家对第i 项指标的权重赋值。 典型铸造工艺资源和环境负荷评价指标权重见表3。
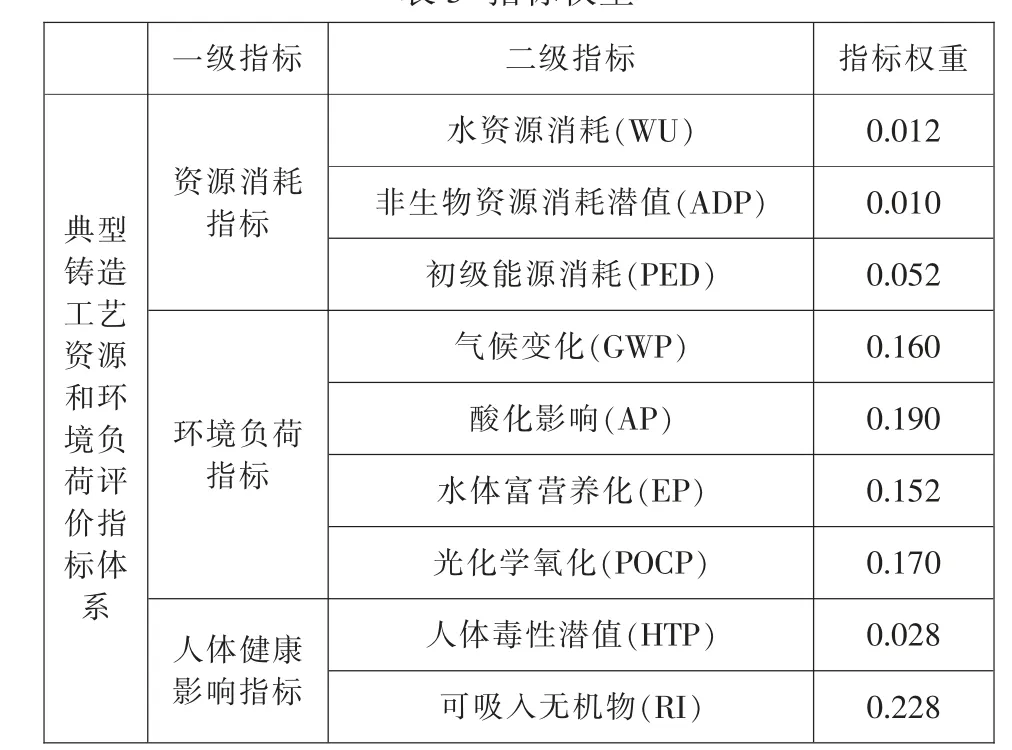
表3 指标权重
为了对典型铸造工艺资源和环境负荷评价情况作出更直观有效地评价, 在其资源和环境负荷评价结果的基础上提出综合评价指数。 综合评价指数计算过程为:
(1)选取评价对象,确定系统边界,采用清单分析获得生命周期过程中输入与输出的原始数据。
(2)根据典型铸造工艺资源和环境负荷评价指标体系计算生命周期评价结果,获得该过程的各指标评价值。
(3)根据各指标基准值对评价结果进行归一化,获得各指标无量纲化评价结果。
(4)依据各指标权重与无量纲化评价结果,采用线性加权法计算获得综合评价结果。 综合评价方法如式(2)。

式中:CIj—第j 种典型铸造工艺的综合评价结果,SERi,j与αi,j分别为第j 种典型铸造工艺第i 项指标的归一化评价结果与指标权重。
(5)依据综合评价结果对典型铸造工艺资源和环境负荷情况进行对比分析,做出结果解释,识别环境负荷影响较大环节,提出改进意见。
2 典型砂型铸造工艺生命周期影响评价计算
2.1 目标与系统边界
砂型铸造有湿砂型铸造工艺、 非粘土砂型铸造工艺等不同类型, 本文选取湿砂型铸造的静压铸造工艺与非粘土砂型铸造的V 法铸造工艺进行案例计算, 计算方法采用生命周期评价方法。 生命周期评价(Life Cycle Assessment,LCA)是一种评价产品、工艺或活动的原材料获取、产品生产、运输、销售、使用、维护直到最终处置整个生命周期产生的潜在环境影响的系统化环境管理工具[7]。
为方便两种铸造工艺评价结果对比分析,选取单位质量铸件(吨产品)作为功能单位,计算以某铸造工艺生产铸造一吨铸件过程中的资源消耗、能源消耗与环境负荷的情况。
评价系统边界应包括铸造生产过程的所有环节。 根据上文研究,将两种典型铸造工艺归纳为熔炼、造型、浇注、清理四个过程,包括了铸件从原材料经制造、加工形成合格成品出厂的全部生产过程。 其中原材料与辅助材料包含其开采过程, 开采过程数据使用中国生命周期核心数据库(CLCD)[8],生产过程数据则根据企业实际生产过程进行实地采集与调研获取。
2.2 清单分析
依据企业实际生产过程调研数据,静压铸造工艺与V法铸造工艺生产过程清单分析表见表4 和表5。
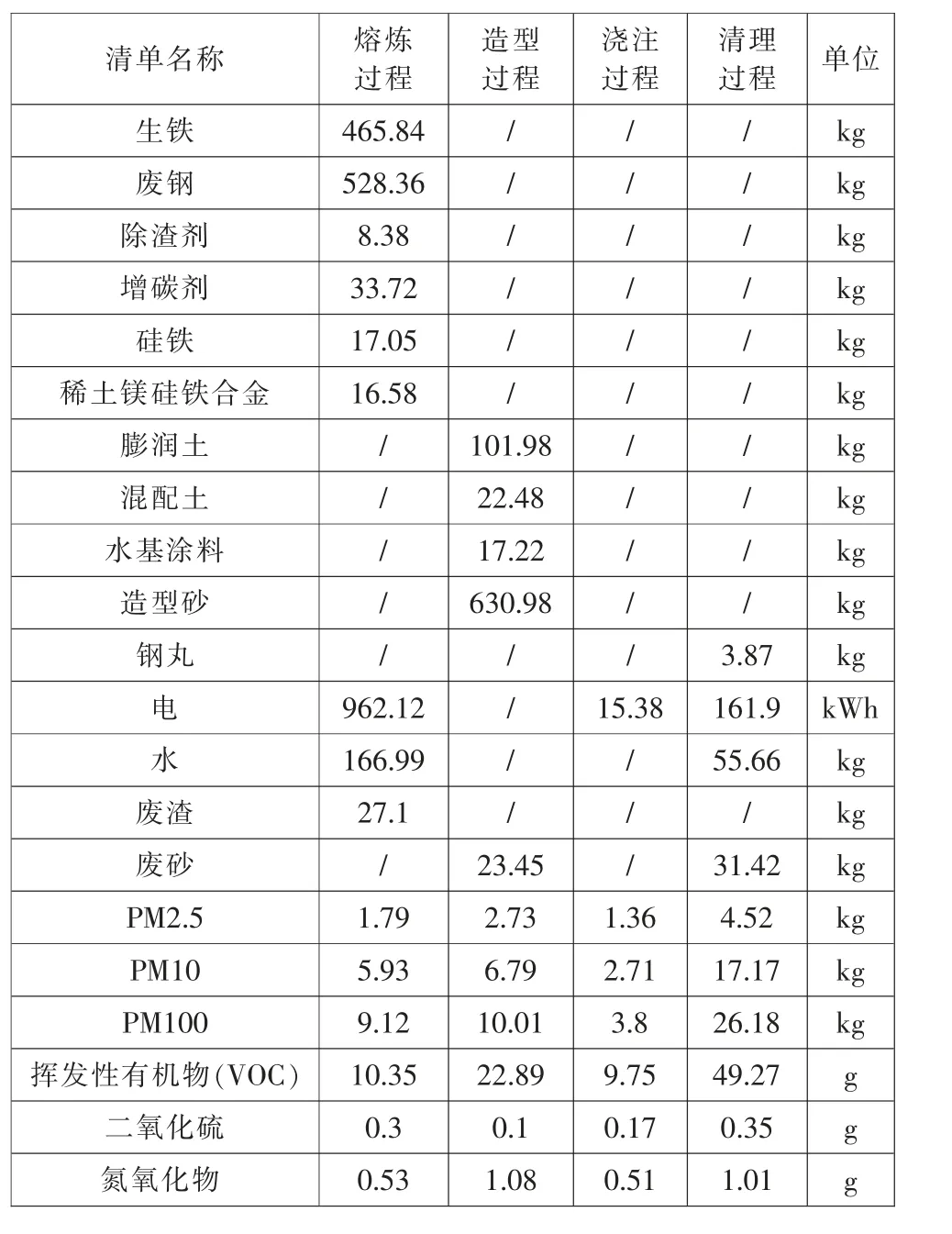
表4 静压铸造工艺清单分析

表5 V法铸造工艺清单分析
2.3 生命周期影响评价结果
评价结果分析主要是对清单分析数据与生命周期评价结果进行定性或定量的评价与解释。基于指标体系研究,主要考虑对资源消耗、 对环境负荷以及对人体健康影响三个方面进行评价,因此选取气候变化(GWP),非生物资源消耗潜值(ADP)等九个指标计算得出生命周期评价结果。
静压铸造工艺生命周期评价结果见图2,V 法铸造工艺生命周期评价结果见图3。

图2 静压铸造工艺评价结果

图3 V 法铸造工艺评价结果
3 典型砂型铸造工艺综合评价
3.1 综合评价结果
基于典型砂型铸造工艺生命周期评价结果, 使用典型铸造工艺平均评价结果均值作为基准值将两种铸造工艺评价结果归一化。 基准值见表6。 之后根据典型铸造工艺资源和环境负荷评价指标体系进行综合评价结果计算。 静压铸造工艺和V 法铸造工艺综合评价结果分别如表7 和表8。
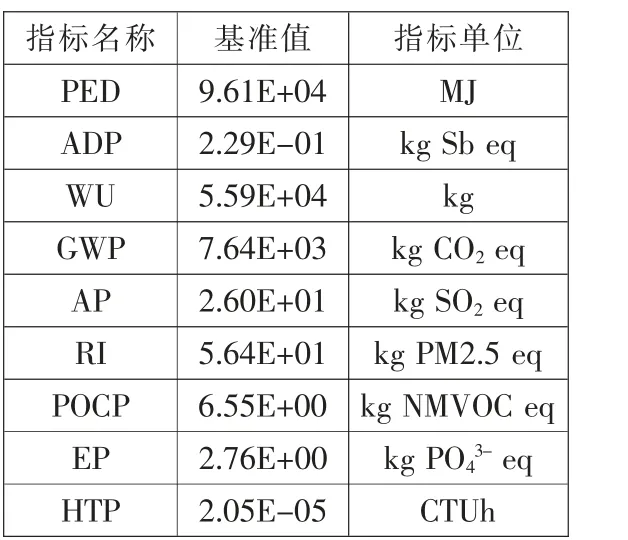
表6 基准值

表7 静压铸造综合评价结果表

表8 V法铸造综合评价结果表
3.2 典型铸造工艺综合评价对比分析
根据典型铸造工艺的综合评价结果, 对于静压铸造工艺和V 法铸造工艺, 其四个工艺过程资源和环境负荷影响最大的为熔炼过程,其次是造型过程,之后是清理过程和浇注过程。 熔炼过程影响最大且与其他几个过程差别明显, 对于铸造工艺的绿色化改造应侧重于此过程进行,主要从减少辅助材料消耗、采用节能工艺、废弃物的即时收集与无害化处理方面进行。 造型过程与清理过程综合评价结果相近,但清理过程的人体健康指标较高,该过程颗粒物与有毒气体排放较高,对于操作工人影响较大,应提升该过程废气收集与处理,加强工人健康保护措施。浇注过程影响最小,尤其在资源指标和环境指标上几乎可忽略不计,主要的环境负荷也是过程中排放的废气对于人体健康的影响,针对该过程应提升自动化程度,提高尾气收集处理效率。
对比分析两种砂型铸造工艺,静压铸造工艺比V 法铸造工艺的综合评价值高23%。 其中,熔炼过程两工艺综合评价结果相差22%, 是两种工艺数据结果差别的主要来源。熔炼过程中V 法铸造工艺以生铁为最主要原材料, 而静压铸造工艺中使用了更多的钢材,辅助材料上静压铸造工艺也投入较高,在工艺参数上,静压铸造工艺熔炼温度比V 法铸造工艺高50~70℃,在1000℃以上升温对于电力消耗更高,以上三个方面差别造成了静压铸造工艺在熔炼过程更高的资源和环境负荷。
从资源消耗、环境负荷和人体健康影响三个指标角度分析,V 法铸造工艺都比静压铸造工艺结果更低。 这与三方面因素有关, 一是V 法铸造工艺采用真空负压造型,相比于静压铸造工艺减少了粘结剂的使用,有效减少了造型过程对资源和环境方面的影响。二是V 法铸造工艺的多用来铸造大型铸件,静压铸造工艺多生产中小件铸件,本文采用吨成品铸件的平均消耗进行测算, 同样生产一吨成品,静压铸造工艺所需要的工艺过程更多,这造成了静压铸造工艺在环境负荷上的影响更大。三是本文所研究的静压铸造工艺产品以桥壳、轮壳为主,V 法铸造工艺产品以平衡重类大型件为主,前者材质等要求高于后者,在工艺过程中体现为熔炼与清理等环节的更高的技术要求,也在一定程度上影响了该工艺对于资源与环境负荷的影响。
综上所述,两种典型砂型铸造工艺生产过程的资源和环境负荷影响的主要过程都是熔炼过程,在工艺绿色化提升中应从该过程着手,减少原辅材料消耗、进行节能设计;造型与清理过程废气排放较高,对工人健康影响较大,该过程改进中应关注排放废气的收集与处理。在生产全过程上V 法铸造工艺比静压铸造工艺对资源和环境负荷影响更小。
4 结束语
以砂型铸造中的静压铸造工艺与V 法铸造工艺为研究对象,分析铸造工艺流程并归纳为熔炼、造型、浇注、清理四个工艺过程,研究了各工艺过程环境影响因素。基于生命周期评价理论,选取了气候变化(GWP),非生物资源消耗潜值(ADP),初级能源消耗(PED),酸化影响(AP),水资源消耗(WU),水体富营养化(EP),光化学臭氧合成(POCP),人体毒性潜值(HTP),可吸入无机物(RI)九个评价指标,构建了典型铸造工艺资源和环境负荷评价指标体系。 从资源消耗、对环境负荷及人体健康影响三个方面开展了典型铸造工艺资源和环境负荷综合影响评价,依据评价结果进行量化对比分析。 熔炼过程为产生资源和环境负荷的主要工艺过程,应针对该过程进行工艺绿色化改造;从工人职业健康角度分析,应加强对造型过程与清理过程废气排放的处理。