涡流检测技术在航空工业领域的应用
2022-08-25徐镜洲张涵茹
徐镜洲 张涵茹
(中国飞行试验研究院,陕西 西安 710089)
随着我国航空科技水平的不断提高,对于飞机的心脏——发动机提出了越来越高的性能要求。航空发动机的结构复杂,压气机和涡轮等核心部件中包含了许多形状弧面各不相同的叶片,其不仅承受着巨大的气动载荷和机械载荷,同时还会受到高温燃气的氧化和腐蚀[1-2],因此极易发生失效现象。事实上,如何科学地检测叶片的缺陷一直是一项技术难题。
涡流检测对表面疲劳裂纹和亚表面腐蚀缺陷非常敏感[3],探头可根据实际检测环境设计成不同样式,且无须耦合,较易实现检验自动化。
随着科技水平的不断提高,涡流检测技术得到了持续改进,新型检测方法不断涌现,如脉冲涡流检测(PET)[1]、远场涡流检测、阵列涡流检测[5]、多频涡流检测等[4-5]。
本文基于常规涡流检测原理,并结合新型涡流检测技术,设计并分析航空发动机叶片的检测方法。
1 试验原理
1.1 常规涡流检测
涡流检测的本质是检测线圈与被检工件之间的互感耦合,其原理图如图1所示。激励线圈流过某一频率的交变信号,其周围会产生感生磁场并进入工件。工件相当于带有一定内阻的次级线圈,其与激励线圈相互耦合,产生感生涡流,受耦合效果及工件内部参数变化的影响激发出新的感生磁场传递给检测线圈,以电压的形式送回检测仪。探头在无缺陷处扫查接收到的是一个稳定的信号,当移动到缺陷处时,缺陷处的感生涡流发生畸变,其激发的感生磁场也相应改变,相当于接收到了一个突变信号。
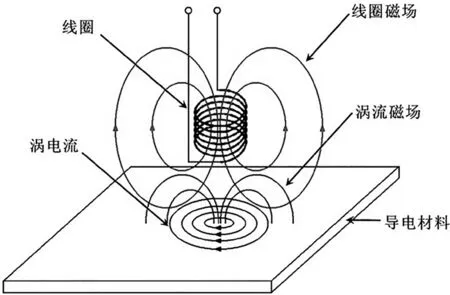
图1 涡流检测原理图
磁场强度(即涡流密度)总是集中于导体表面,随着深度的增加涡流也很快地衰减,而这种衰减是按照一定的指数关系衰减,这一现象被称为趋肤效应。根据半无限平面导体中的电磁场的麦克斯韦方程组出发可以得到一个渗透深度的公式:

式(1)中:δ——渗透深度,单位为m;
μ——导体的磁导率,单位为H/m;
σ——导体的电导率,单位为S/m;
f——激励的频率,单位为Hz。
应用点式探头检测时,线圈与工件之间的距离变化会引起检测线圈阻抗的变化,这种现象被称为提离效应;当探头移至工件边缘时,涡流流动的路径会发生畸变,导致工件边缘处的涡流密度急剧增加,这种现象叫作边缘效应。这两种效应是检测中常见的干扰来源。
1.2 多频涡流检测
常规涡流检测的核心是由福斯特提出的阻抗分析法[3],即分析检测线圈的等效阻抗,通过阻抗平面图中工作点的变化反映缺陷的存在。多频涡流检测技术是由美国科学家利比(Libby)于1970年首先提出的,其目的是有效抑制多个干扰因素,尽可能多地提取所需要的信号[3]。信号发生器首先产生两个不同频率的激励,分别传送到信号输出电路和相敏检波器。线圈接收到激励信号,将检测试件得到的反馈信号送回信号输出电路,经选频放大器对两个频率的信号分别放大,再分别送至各自的相敏检波器。相敏检波器采用实时检波,将接收到的单频调制放大信号与信号发生器提供的激励信号相互比对,由此得出对应的两个正交矢量系数C1,C2与C3,C4。最后将这几个系数送给转换电路,经加权、加减等计算后实现参数分离,得到各参数独立影响下的信号q1、q2、q3、q4。如图2 所示。
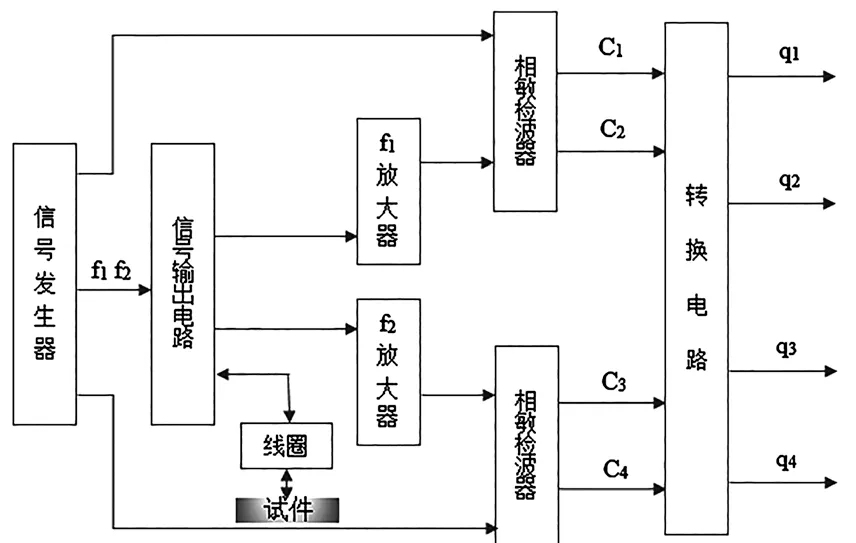
图2 双频涡流检测原理图
2 发动机叶片多频涡流检测平台的搭建
2.1 试块的制备
本文主要研究对象为带有自然缺陷的铝合金压气机一级转子叶片。图3为叶片表面缺陷草图,具体参数如表1所示。

表1 缺陷参数及类型
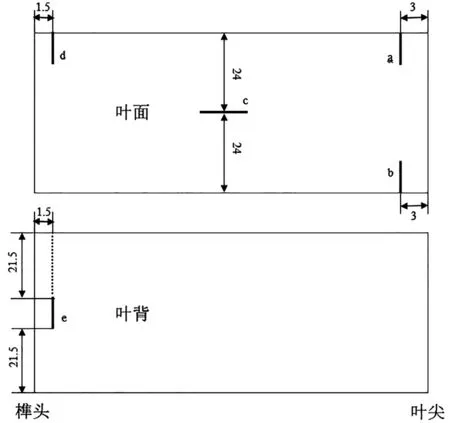
图3 叶片表面缺陷草图
2.2 检测探头的选择
涡流检测中常见的探头包括穿过式探头和放置式探头。穿过式探头适合于管、棒、线材的检测;对于航空发动机叶片这类非规则形状零件,显然应该选用放置式探头进行检测[2-6]。
3 航空发动机叶片多频涡流检测试验
本次试验选用EEC-35+多频涡流检测仪对试块上的缺陷进行测试。
被测试块表面存在弧度,且厚度不均,因此,探头沿不同路径扫查同一缺陷时灵敏度往往会有所不同,为了更好地对其进行区分,采用了不同的检测路径(见图4),每条路径分别对应了不同的干扰因素,具体路径及其对应的干扰因素如表2所示。

表2 探头扫查路径及其对应的干扰因素
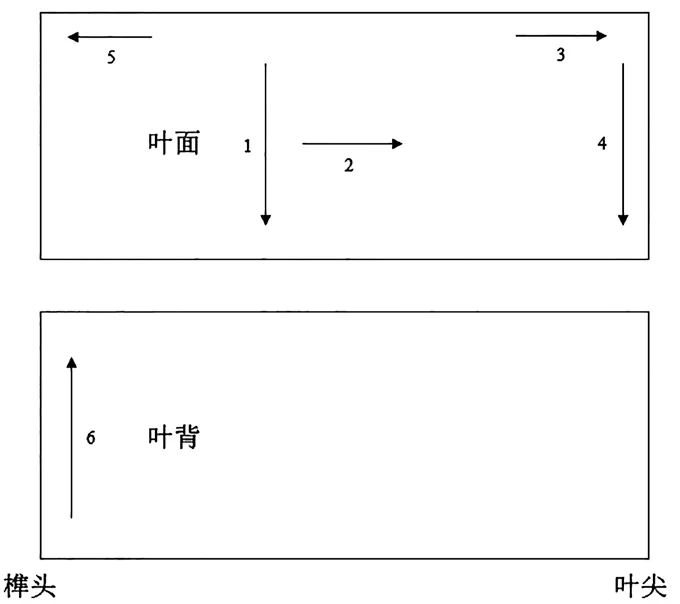
图4 探头扫查路径
试验所检测的叶片为非铁磁性材料,因此可以选择较高的频率以提高缺陷的检测灵敏度。采用放置式探头时具体的特征频率计算公式[7-8]如下:

式(2)中σ为叶片电导率,rb为线圈半径。铝合金的电导率范围在25~65 mS/m以内。试验所用的两种探头检测线圈半径均为5 mm。因此可计算得出特征频率为(33~86)kHz。
表面裂纹的最佳频率比为10~50 MHz[4],因此检测频率大致可以取0.33~4 MHz。
探头沿各条路径扫过试块,调节合适的频率,使缺陷信号与干扰信号有足够的相位差,再调节相位将干扰信号旋转至水平位置,最后调节增益使缺陷信号达到一定的幅度。
(1)1、2号路径扫查结果(见图5)。
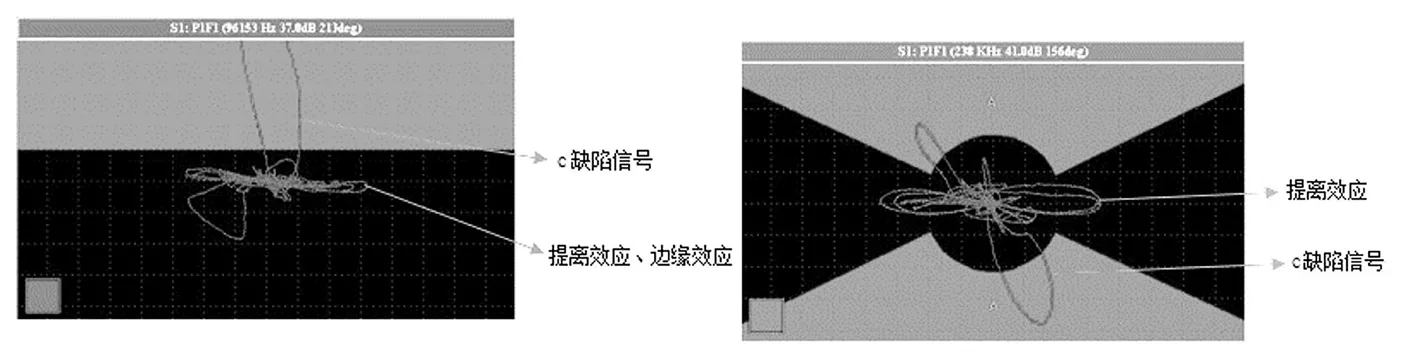
图5 1号路径(左)和2号路径(右)单频扫查信号
检测参数如表3所示。

表3 沿1、2号路径单频扫查参数
由图5左图可以看出,叶片的弧面和提离效应所引起的阻抗变化基本重合,缺陷信号可以明显得到区分,因此无须混频。同时可以看到信号增益达到了37 dB,在单频检测中该增益值偏高,这表明该路径下差动式探头对c缺陷的检测灵敏度较低。
由图5右图可以看出,2号路径存在一定的厚度变化,但这一变化并没有在阻抗图上很好地体现出来。图中的水平信号是探头左右摆动造成的提离效应,其与缺陷信号在相位上有明显的区分,同样无须再混频。将图5左右图进行对比,可以发现在缺陷幅度较小的情况下2号路径所需的增益反而更大,这也表面探头沿裂纹方向的扫查灵敏度略低于垂直方向的灵敏度。
(2)3号路径扫查结果(见图6)。
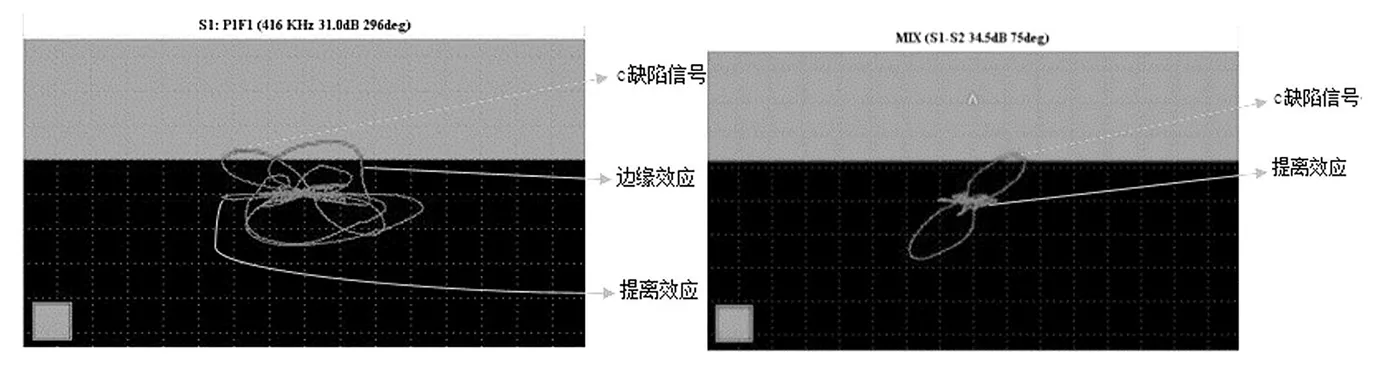
图6 3号路径单频扫查(左)及混频后的信号(右)
检测参数如表4所示。
探头沿3号路径扫查到叶尖处容易产生边缘效应,由图6左图可知,边缘效应已经严重影响了缺陷的判断,而且开口极大,即使调整相位将其旋转到水平位置依然有可能触碰警报线,因此需首先采用混频对其进行抑制。将S2频率设置为208 kHz,波门框住时基图中的边缘效应部分,点击混频按钮,仪器中的转换电路将对S1、S2通道下的检测信号进行矢量相加减,使边缘效应部分正好达到幅度相等,相位相反。混频后的信号如图6右图所示。
混频后图中只剩下缺陷信号和提离信号,边缘效应基本被滤除。对比S1和MIX的检测信号,可以发现缺陷达到同样幅值时混频信号所需的增益更大,这是因为实际检测中边缘效应和缺陷信号并非完全独立互不影响,缺陷信号中往往也会包含一些边缘信号分量,边缘信号的变化同样也会对缺陷信号产生微小的影响。试验仪转换电路的混频计算一般采用线性算法,观察图6左图中的边缘信号,可以发现图像呈宽8字形,里面包含了相当多的线性分量,其中一部分与缺陷信号的线性分量重合。因此混频后也会有少量的缺陷信号被抵消,使缺陷信号幅度有所减小。
(3)4号路径扫查结果(见图7)。
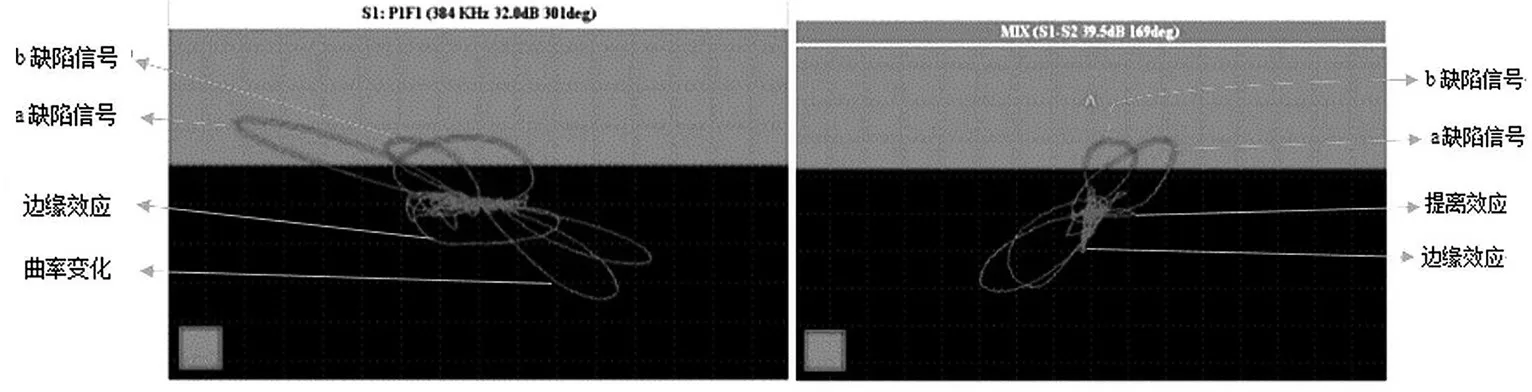
图7 4号路径单频扫查(左)及混频后的信号(右)
检测参数如表5所示。

表5 4号路径单频及混频扫查参数
4号路径采用从上到下的扫查方式,探头移动过程中弧面变化明显,始终靠近叶尖,也容易产生边缘效应。图7左图中水平方向为弧面干扰信号,其与两个缺陷信号可以较为清晰地分离开来,但边缘效应超过了报警域,容易被误认为缺陷信号,需要通过混频来抑制。图7右图为抑制后的阻抗平面图。
混频后两个缺陷信号基本上被分离了出来,同3号路径一样,混频后缺陷信号的幅度有所下降,但可以发现这一次图中的边缘效应虽然有所减弱,但并没有被完全滤除,这主要是因为4号路径始终贴近叶尖,探头在移动过程中无时无刻不受到边缘效应的影响,且由于弧面的存在以及厚度的微小变化,探头在不同位置受到的边缘干扰会有所不同,因此一次混频很难将所有边缘干扰全部消除。3号路径只有探头最后滑至叶尖的瞬间会产生边缘效应,因此更容易被消除。
(4)5号路径扫查结果(见图8)。
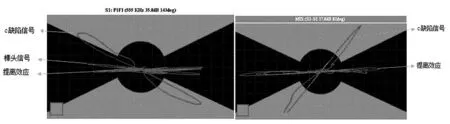
图8 5号路径单频扫查(左)及混频后的信号(右)
检测参数如表6所示。
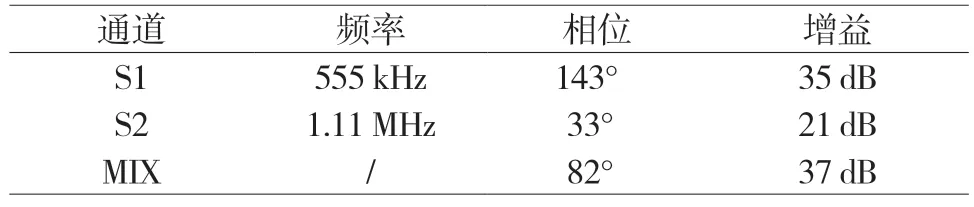
表6 5号路径单频及混频扫查参数
由图8左图可知,探头沿5号路径从右向左滑动时除了会受到提离效应的干扰,在探头到达最左端的一瞬间也很有可能存在榫头效应的影响。图8右图很好地证明这一点,图中的c缺陷信号、榫头信号和提离信号均存在一定的相位差。为了更好地分辨出缺陷信号,采用混频对榫头信号进行抑制,由图8可以看出,混频后榫头效应基本被抑制,缺陷信号可以明显地分辨出来。
(5)6号路径扫查结果(见图9)。
检测参数如表7所示。

表7 6号路径单频及混频扫查参数
由图9左图可知,缺陷e位于叶背贴近榫头处,沿6号路径叶片的曲率变化较大,理论上会出现榫头信号、提离效应等干扰,实际上在图中并未发现明显的榫头信号,这可能是因为榫头在纵向上属于缓变信号。对于差动式探头,当其沿着纵向移动时,两检测线圈始终会接收两个相近的榫头信号,因此抵消后的差动信号很小,很难在图像上反映出来。与4、5号路径一样,需要通过混频消除探头移至进气边时产生的边缘效应。混频后缺陷信号如图9右图所示。
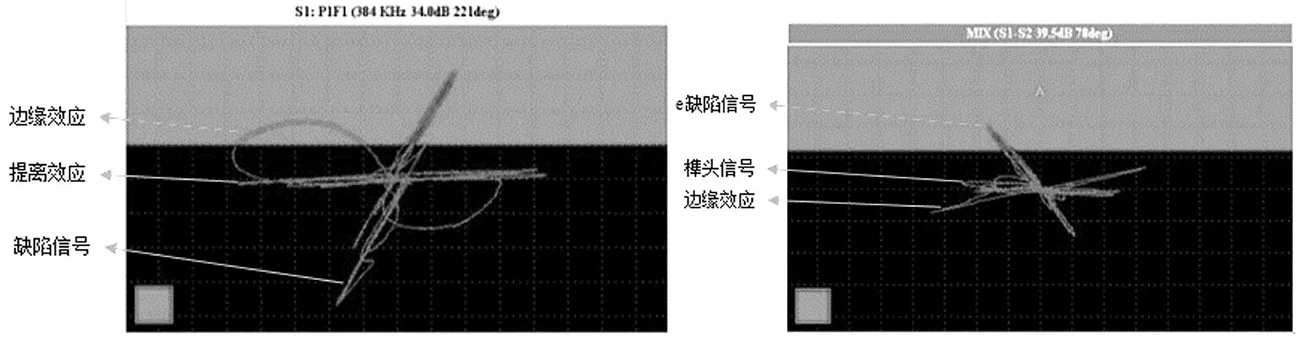
图9 6号路径单频扫查(左)及混频后的信号(右)
可以看到边缘干扰基本被滤除。需要注意的是在探头刚开始移动的地方出现了一个疑似榫头信号,可能是因为此处榫头形变较大引起了阻抗突变,这一干扰总体上不影响缺陷的判断。
4 未来展望
在飞机制造过程中,为了提高检测效率,往往直接进行原位检测,而传统的笔式探头检测时必须要有足够大的操作空间,否则难以实现与检测部位的完全耦合。目前使用得最普遍的原位检测方法是内窥镜检测法,可以仿照内窥式检测探头的设计,将检测线圈装在探头前端,然后通过操作控制手柄使探头前端深入发动机内部检测。在设计时可以保留原有的内窥镜,其不仅能够确定探头和检测线圈目前的位置,也可以与线圈同时对缺陷进行检测。为提高检测效率,甚至实现批量检测,可以增加检测仪的检测通道,在上面连接多个检测探头,对多个叶片并行检测。还可将操作控制手柄改为机械传动装置,通过编程规定好探头的行进路线,实现完全自动化检测。
整个试验中仅仅对缺陷进行了定位分析,对于裂纹深度、宽度对缺陷信号的影响也仅仅局限于定性的认识,难以对其实现定量。要实现缺陷的定量,必须要制作刻有不同深度缺陷的对比试样,并绘制标定曲线。这也是今后试验中可以具体研究的内容。
