飞针测试机探头装夹零件的有限元分析与参数优化
2022-08-14黄韬董远川王野平
黄韬 董远川 王野平
1. 南京泊纳莱电子科技有限公司 江苏 南京 211102;2. 同济大学机械与能源工程学院 上海 201804
1 飞针测试机及其探头
近年来电子产品、工控、航天等行业飞速发展,推动PCB(Printed Circuit Board)制造水平迅速提高,同时客户对PCB产品的电性能质量要求也越来越高,因此PCB板的电性能测试难度也越来越大。目前PCB电测方法主要有飞针测试和通用测试架测试,飞针测试机能针对不同PCB板进行测试,市场反应速度快,适合频繁产品更新,在市场上所占比重越来越大,飞针测试机结构主要设计难点包括探针装夹部分、侧向驱动部分等[1-2]。
探针是飞针测试机的核心部件,探针与PCB板接触良好后,才能进行准确的电性能检测,因为探针材料主要为合金钢或刀具钢,硬度和强度大,变形量非常小,所以探针在测试过程中的缩进量主要是由装夹探针的POM塑料卡引起的。因为探针不能扎坏所测PCB板,所以在相同接触力下,Z方向变形量要大,保证足够的让刀量;因为要保证探针在来回快速运动过程中能正常回弹不至于对冲,所以在相同接触力下,Z方向变形量要小,保证探针测试完某个焊点后快速回弹且振动微小,下次扎针前保持稳定且前后两次运动不发生对冲[3]。上述两点相互制约,形成一大技术难点。公司常用的探针装夹形式主要有两种一是在同一位置上下成对固定两个探针,二是在同一位置只固定一个探针,前者用于四线式电测试,后者用于二线式电测试,四线式飞针测试机可以完成二线式的测试功能但是其加工难度也更大,两探针在测试过程中不能互相短路所以需要隔开一定安全距离并做涂层或烤漆等绝缘保护。本文选用后者进行装夹探针的POM塑料卡力学性能分析和关键参数优化[4]。

图1 飞针测试机四根探针分布图

图2 探针装夹部分模型图
2 探头部分静力学分析
POM塑料卡有两个关键参数分别是圆弧切边半径R和两圆弧间最小壁厚H,如下图3中所示。经实验分析和公司客户反馈,在电测过程中这两个参数对塑料卡的缩进量会产生重要影响进而影响电测精度。本文首先通过静力学分析,找出R和H的变化对POM塑料卡刚度的影响规律,进而给出R和H合理的取值范围。仿真平台采用ANSYS Workbench搭建,探针测试过程中所受压力根据工程实际在0.3~0.6N范围内,考虑极限状态要求测试压力在0.6N时塑料卡在Z方向变形量达到1mm以上,保证让刀量,同时为能够快速稳定回弹Z≤1.5mm,同时留下0.2mm的振动量,综上塑料卡在Z方向的变形量1mm≤Z≤1.3mm;同时还要保证最大应力σ不超过POM材料的屈服极限65MPa[5-6]。初步选定R的范围为0.35~0.85mm,H的范围为0.25~0.4mm,仿真时保持力F为0.6 N不变,H不变R在0.35~0.85mm之间变化,得到不同R下对应的变形量Z和最大应力σ如图4,通过判断Z和σ是否在合理范围之内,确定R的取值范围;R不变H在0.25~0.4mm之间变化,得到不同H下对应的变形量Z和最大应力σ如图5,通过判断Z和σ是否在合理范围之内,确定H的取值范围。根据ANSYS仿真结果可以得出当H=0.25mm不变R在0.35~0.85mm之间变化时,变形量Z均在合理范围之内,最大应力σ在R=0.370mm处达到最小值60.193Mpa,为保证不超过POM材料的屈服极限65MPa,R的合理取值范围为0.370mm≤R≤0.375mm;当R=0.370mm不变H在0.25~0.4mm之间变化时,总的来说H越大应力集中程度越小,变形量Z又均在合理范围之内,但考虑到刚性不能太大,H的合理取值范围为0.380mm≤H≤0.385mm[7]。

图3 POM塑料卡模型图
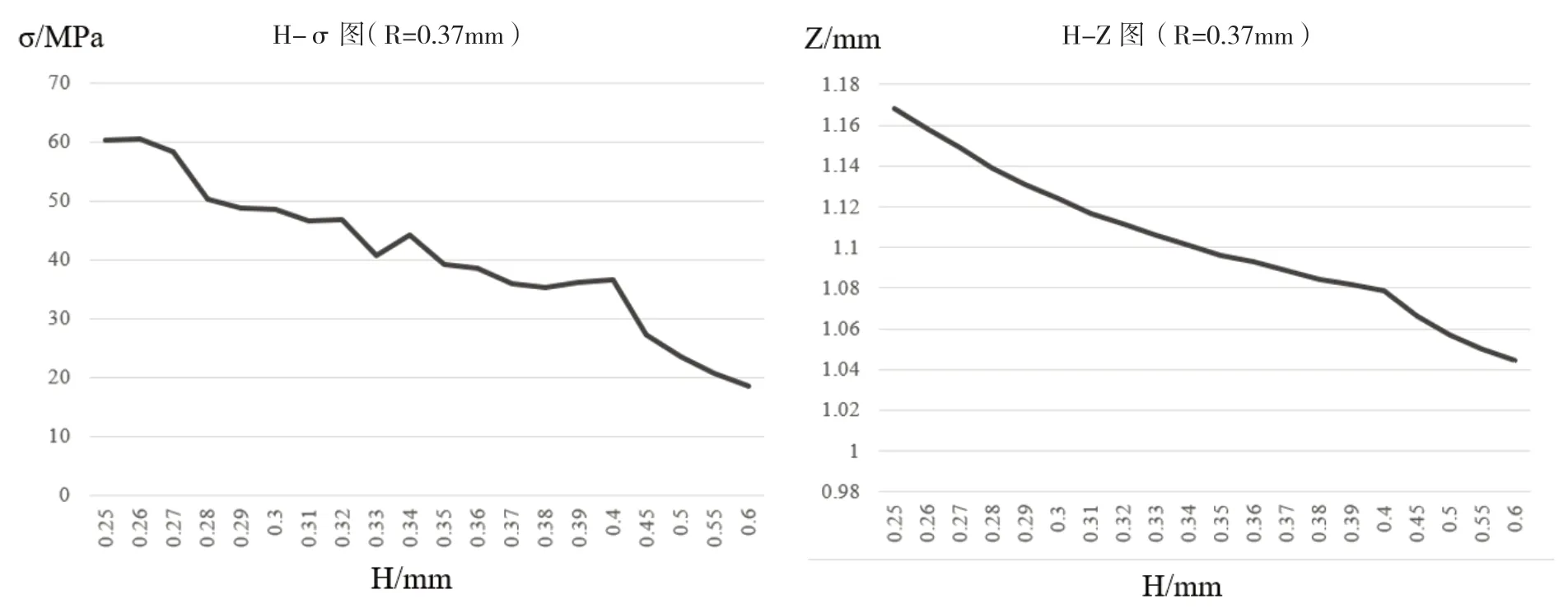
图5 H-Z图和H-σ图
3 探头部分模态分析
公司飞针测试机效率较高,每秒与PCB板接触10-20次,为此还要进行模态分析求得塑料卡固有频率,通过优化R和H的取值,使飞针测试机工作频率(在10~20Hz范围)在塑料卡固有频率之前或之后,避免发生共振[8]。根据前面的静力学分析,R和H分别取中间值0.3725mm和0.3825mm,进行模态分析。ANSYS模态分析的结果如下图6所示,发生共振的条件有两个:达到固有频率和振动方向相同,因为若只是达到固有频率但振动方向正交也是不会发生共振的[9]。Z方向是POM塑料卡的敏感方向,该振动方向上对应的固有频率为0.880506×10-2Hz,远不在10~20Hz范围内,所以不会引起共振。综上,0.370mm≤R≤0.375mm且0.380mm≤H≤0.385mm满足振动稳定性要求[10]。
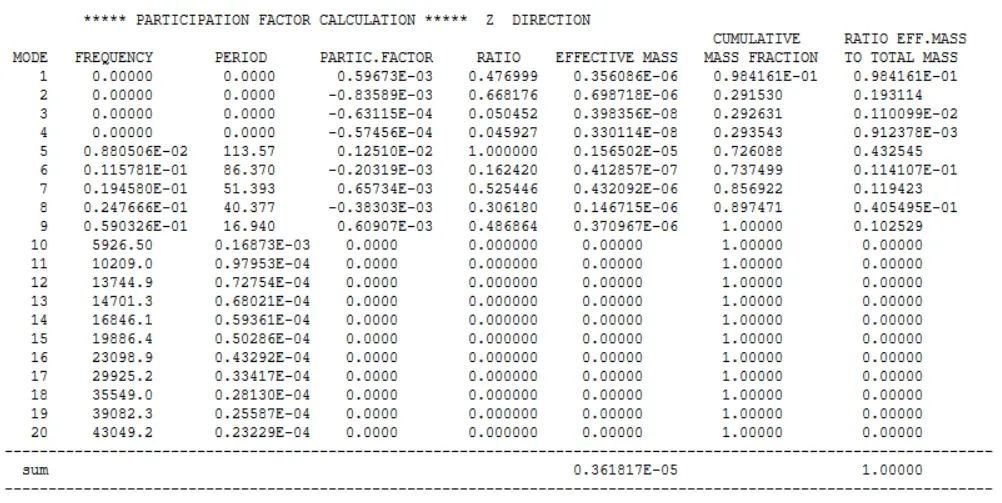
图6 模态分析结果
4 结束语
POM塑料卡是装夹飞针测试机探针的关键零件,对飞针机电测精度有很重要的影响。POM塑料卡有两个关键参数分别是圆弧切边半径R和两圆弧间最小壁厚H,找出这两个参数的合理取值范围是本文的目标。笔者首先对塑料卡进行静力学分析,保证Z方向的变形量和最大应力σ在合理范围之内,得到R的合理取值范围为0.370mm≤R≤0.375mm,H的合理取值范围为0.380mm≤H≤0.385mm;之后考虑飞针测试机扎针频率较快,为保证振动稳定性进行模态分析,验证R和H在上述取值范围内POM塑料卡Z方向固有频率,可以避开飞针测试机工作频率,满足振动稳定性要求。本文可为POM塑料卡的结构优化提供理论依据。
