再生聚酯长丝制备技术研究
2022-08-12郝克倩王学利关留祥尹云雷
郝克倩,王学利,关留祥,魏 朋,尹云雷
(1.中原工学院 纺织学院,河南 郑州 451191; 2.东华大学 纺织科技创新中心,上海 201620)
聚对苯二甲酸乙二醇酯(PET)具有良好的热性能和力学性能,并且化学性能比较稳定,故被广泛应用于纺织纤维等领域[1]。但是,随着石化类资源的日趋紧张,我国纺织品行业即将面临原材料短缺的巨大挑战,聚酯废丝、废料的回收再利用成为人们关注的焦点[2]。
1 实验方案
1.1 试样
实验采用的再生聚酯是将聚酯废丝、废料进行解聚生成对苯二甲酸乙二醇酯(BHET),再将BHET直接进行聚合成聚酯进行纺丝。采用的干燥温度为175℃,结晶温度为170℃。主要影响纤维品质的工艺为热辊温度GR1和牵伸倍数,对这两个参数进行了优化。若牵伸热辊温度太低,会使长丝的内部应力无法释放,从而会使大分子的运动受到一定的制约,导致拉伸不匀率会上升,最终影响到长丝的力学性能,但是如果纺丝时热定型的温度太高,可能会产生断头的现象[3]。实验中,前热辊温度分别选取了108℃、103℃、98℃三种温度,后热辊温度为152℃。此外,一般情况下牵伸倍数的选择原则是:数值需要在自然条件下的牵伸倍率和断裂情况下的牵伸倍率之间。在此次实验中选取的牵伸倍数分别为2.9、3、3.1、3.2倍,见表1。
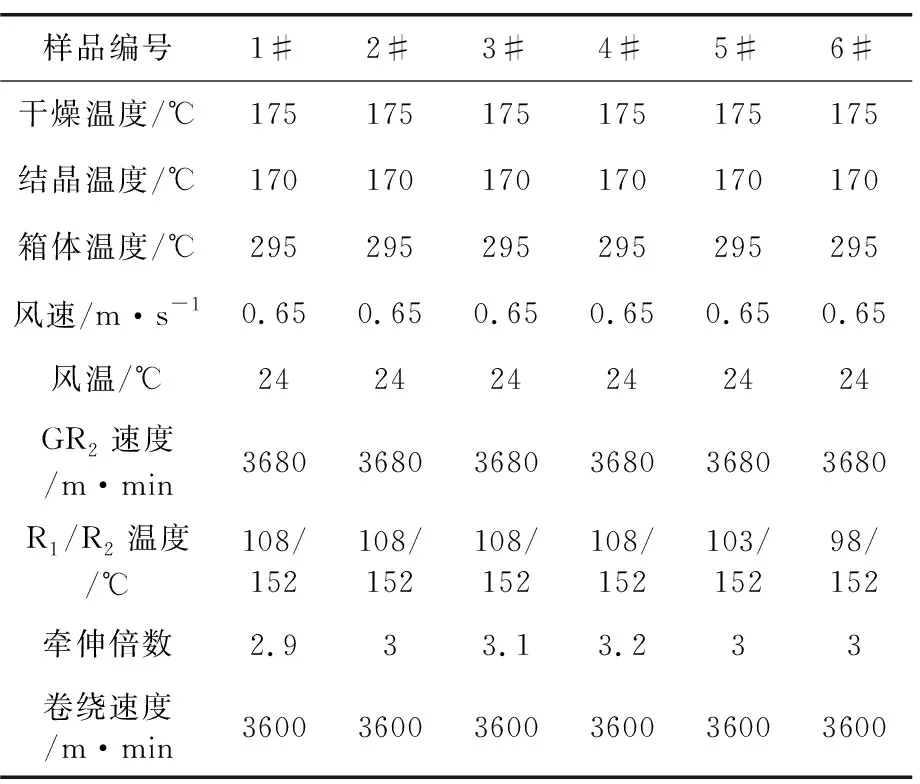
表1 纺丝工艺参数
1.2 试验方法
再生聚酯切片热性能测试:(1)TGA测试:测试仪器TGA 4000热重分析仪;(2)DSC测试:测试仪器DSC 400差示扫描量热仪。
傅里叶红外光谱(FTIR)测试:测试仪器Nicolet 6700型红外光谱仪。
再生聚酯其它指标测试:(1)特性粘度:测试仪器IVS300-4乌式粘度自动测量仪;(2)端羧基含量:实验方法:用电子天平称取样品0.5 g,然后将其放入苯酚-CHCl3的混合试剂溶液中充分溶解,经冷却一段时间后用溴酚蓝作指示剂,用标准的KOH-乙醇滴定溶液对其进行滴定,最后通过标准滴定溶液所消耗的体积数来计算出样品中所含的端羧基含量的具体数值;(3)色值:测试仪器ZB-A Lab值色度测试仪,测试指标为色值L值、色值a值、色值b值。
纤维力学性能测试:测试仪器Instron 5969电子万能材料试验机,试验条件为拉伸速度40 cm/min,夹持距离50 cm,预张力1.6 cN。
再生聚酯纤维取向度测试:测试仪器SCY-III型声速取向测量仪。
长丝沸水收缩率测试:测试方法为量取出具有一定长度的长丝,对其施加一定大小(0.089 cN/dex)的预加张力,在标准环境中调节湿度48 h,测量长丝处理之前的长度,标记为L0;用纱布把试样包裹好,将其放于恒温水浴锅沸水中,时间为30 min,之后将其取出并除去上面多余的水分,在自然环境下晾干;再次放入恒温恒湿环境中,时间为2~3 h,再在同样的预加张力下测量出此时长丝的长度,记为L1,按式(1)计算结果[4]。

(1)
2 结果与讨论
2.1 再生聚酯切片性能分析
2.1.1热学性能分析
TGA测试曲线见图1,可知原生切片与BHET法再生聚酯切片重曲线区别不大,基本重叠。两者起始降解温度在397℃左右,同时质量损失分别为5%、30%、50%、70%、80%时,两者所对应的温度基本一致。原生切片以及再生聚酯切片的最大热分解速率的温度均在450℃左右;当温度大于500℃时,热失重曲线逐渐趋于平缓的状态。说明再生聚酯切片热降解性能较好。

图1 TGA质量损失曲线
DSC测试曲线见图2,可知再生聚酯切片和原生切片的熔点没有大的差距,基本趋于一致,均为247℃左右。
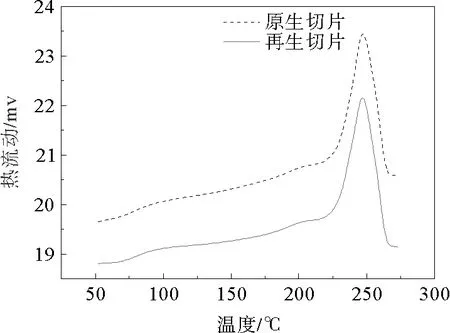
图2 原生切片与再生聚酯切片DSC分析图
2.1.2傅里叶红外光谱分析
红外光谱测试曲线见图3,可知再生聚酯和原生聚酯两者的峰形及其相似,3450 cm-1处代表—OH的吸收峰,2944 cm-1和2870 cm-1处代表—C—H的吸收峰,1704 cm-1代表C=O处的吸收峰,1505 cm-1代表苯环处的吸收峰,而1270 cm-1处所显示的吸收峰的位置为C—O基团的红外吸收。可见,再生聚酯没有出现明显的其他基团峰。

图3 原生切片与再生聚酯切片的红外光谱
2.1.3再生聚酯基本质量指标
由表2可知,原生切片和再生聚酯切片的特性粘度对应的值分别为0.685 dl/g和0.701 dl/g,差异不大,可以满足纺丝的要求;原生聚酯和再生聚酯的端羧基含量不同,其值的大小分别为25 mmol/t和12.3 mmol/t;原生聚酯和再生聚酯色值L、a、b差别明显,所以通过数值结果可以得出,原生切片颜色偏白,而再生聚酯切片颜色偏暗、偏黄。

表2 原生切片与再生聚酯切片各质量指标数据
2.2 再生聚酯纤维性能分析
2.2.1纤维力学性能分析
牵伸倍数对纤维力学性能的影响见图4,可知在牵伸倍数在2.9~3.2倍的变化范围内,再生聚酯纤维的断裂强度随牵伸倍数的增大而增大,其变化范围为3.55~3.91 cN/dex,而纤维的断裂伸长率随牵伸倍数的增大会下降,其变化范围为34.7%~41.4%,可知再生聚酯纤维有良好的力学性能。由图5可以看出,随牵伸倍数的增大,使牵伸倍数增加适当的量,能够提高纤维的均匀性和伸直度,进而提升纤维的质量,从而降低纤维断裂强度CV值和断裂伸长率CV值,两者的变化范围分别2.31%~1.56%和4.3%~1.77%,呈下降趋势;在牵伸倍数为2.9~3.1倍范围内,纤维力学性能不匀率明显下降,当牵伸倍数大于3.1倍后,其下降速度缓慢,综合考虑最终选用纺丝牵伸倍数的为3.1倍。

图4 牵伸倍数对纤维断裂强度(a)和断裂伸长率(b)的影响
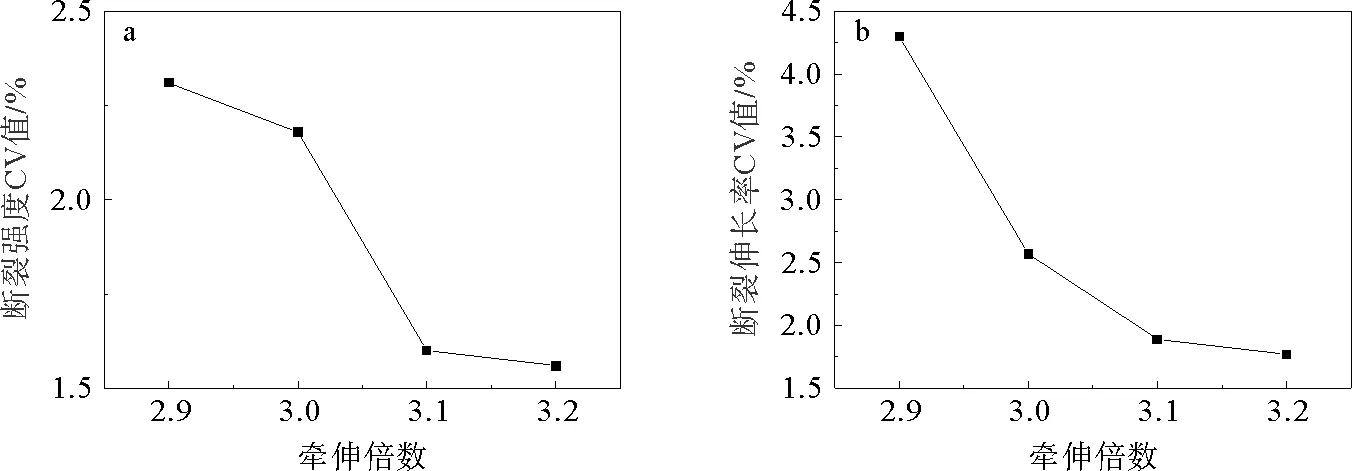
图5 牵伸倍数对纤维断裂强度CV值(a)和断裂伸长率CV值(b)的影响
热辊温度对纤维力学性能的影响见图6,可知热辊温度R1对纤维的断裂强度和断裂伸长率的影响不大,但从图7可以看出,随着前热辊温度R1的升高,纤维断裂强度CV值和断裂伸长率CV值都有降低,这是由于,前热辊温度升高,在一定牵伸倍数下,纤维定型,使长丝力学性质达到更加稳定的状态。
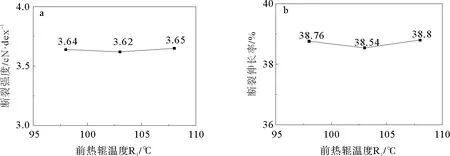
图6 热辊温度R1对纤维断裂强度(a)和断裂伸长率(b)的影响

图7 热辊温度R1对纤维断裂强度CV值(a)和断裂伸长率CV值(b)的影响
2.2.2纤维取向度分析
由于拉伸应力使大分子链沿长丝轴向的有序排列,因此,纤维的取向度相应地增加,并且从图8可以得出,牵伸倍数的增大增加了纤维的取向度。此外,在拉伸长丝期间,大分子链的粘弹效应增加,从而使其拉伸应力相应地增加,进一步导致纤维取向的增加。同时,随着前热辊温度R1的变化,纤维的取向度不会改变太多。

图8 牵伸倍数(a)和热辊温度R1(b)对纤维取向度的影响
2.2.3长丝沸水收缩率分析
由图9可以看出,随着牵伸倍数的增大,长丝的沸水收缩率也会有一定的增加,这是由于随着牵伸倍数的增大,纤维的拉伸张力也将增加,从而产生的拉伸应力也将增大,定型后纤维的内应力不可避免的也会增大,最终纤维的沸水收缩率增加。同时,前热辊温度的大小对长丝的沸水收缩率基本没有影响。
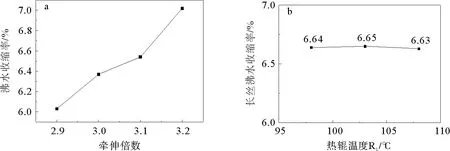
图9 牵伸倍数(a)和热辊温度R1(b)对长丝沸水收缩率的影响
3 结语
文章主要对再生聚酯切片及纤维的制备技术进行了探究,结论如下:
再生聚酯切片与原生切片的热性能和傅里叶红外光谱测试,结果没有太大区别,但是两者特性粘度、端羧基含量、色值等均有差别,再生聚酯切片的特性粘度稍微大一些,端羧基含量少一点,同时,再生聚酯切片颜色比原生切片偏暗、偏黄。
增大牵伸倍数,会使再生聚酯纤维的断裂强度、沸水收缩率有所增大。除此之外,纤维的断裂强度CV值、断裂伸长率、断裂伸长CV值均会有一定程度的减小,当牵伸倍数为3.1倍时,纤维力学性能最好;随着前辊温度的升高,聚酯纤维的物理指标变化不大,但断裂强度变异系数,断裂伸长变异系数,随前热辊温度的升高而降低。
