母猪智能化饲喂管理系统的改进设计
2022-08-04庞建建高继伟
庞建建,曹 翔,高继伟
(北京京鹏环宇畜牧科技股份有限公司,北京 100094)
随着我国养猪业规模化和集约化程度的提高,猪场饲养管理的科技水平越来越高,传统的饲养模式已经满足不了现代化猪场的需求。畜牧养殖机械化程度的提高和福利养猪技术的发展及母猪的饲喂和饲养管理也有了很大程度的提升。越来越多的规模猪场开始应用母猪智能化饲喂管理系统,突破了传统养猪限位栏饲养模式,采用母猪舍饲散养模式,使母猪有充足的自由活动空间,改善母猪健康状况;根据母猪不同的身体状况、不同妊娠阶段、不同的品种制定相应的饲养方案,实现母猪的精确饲喂。目前,进口的母猪智能化饲喂管理系统价格昂贵、维修不便;国内研制的母猪智能化饲喂管理系统基本都存在一定的稳定性问题和技术弊端。因此,需要在充分消化吸收国外设备基础上,针对现有母猪智能化饲喂管理设备的现状,通过改进设计与优化,研制出了功能实用、结构简单,适合国内应用的智能化饲喂管理系统。
1 母猪智能化饲喂管理系统的组成及工作原理
1.1 母猪智能化饲喂管理系统的组成
母猪智能化饲喂管理系统主要包含进入门(栏)装置、进口关电传感器、可旋转食槽、确认光电传感器、定量下料装置、分选装置、分选通道、出口通道、出口门和软件控制系统等。如图1。
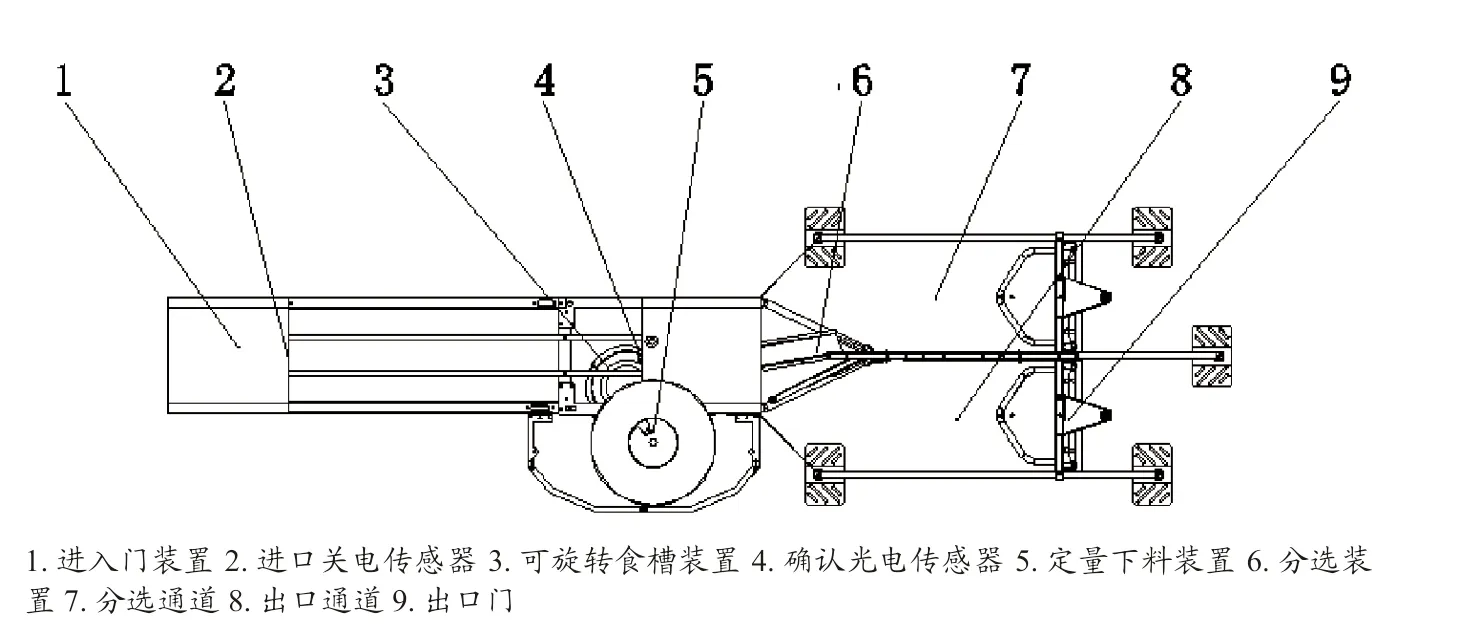
图1 母猪智能化饲喂管理系统组成图
1.2 母猪智能化饲喂管理系统工作原理
母猪智能化饲喂管理系统工作流程原理如图2所示。
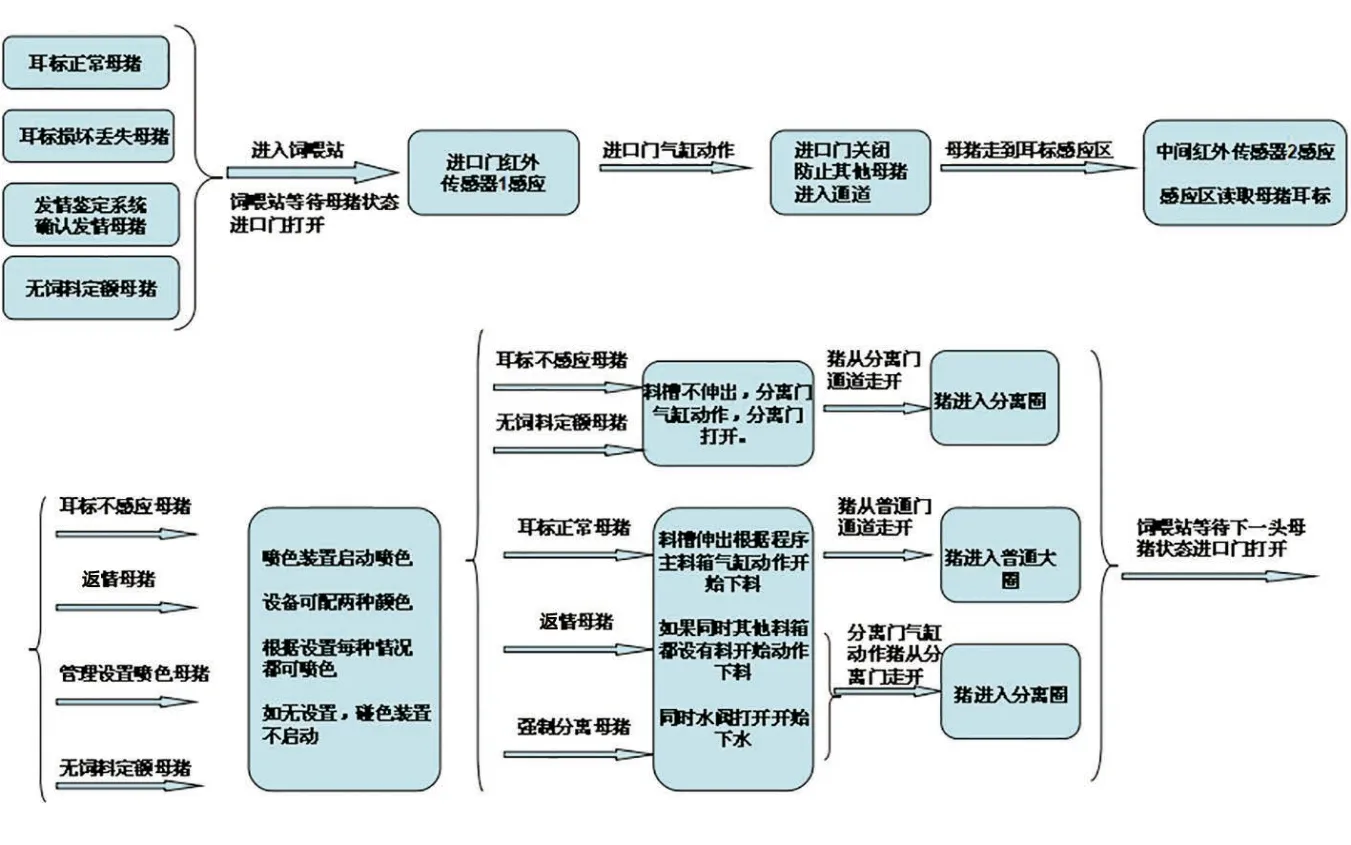
图2 母猪智能化饲喂管理系统的工作流程原理图
(1)耳标读取设备读取猪只佩戴的电子耳标,识别猪只身份,饲喂管理系统根据读取的耳标号、体重和管理者设定的怀孕日期,计算该猪只当天需要的饲料量,后将饲料量分量分时间传输给饲喂设备,为该猪只下料。
(2)系统通过分析猪群的其他信息,判断该猪只是否需要分别对待或者喷色标记。同时系统还进行猪只数据信息的处理和储存,实现对猪群精确的数据分析和最佳管理。
(3)饲喂系统指示灯绿色时,表示系统在正常运行,母猪可以进入采食。
(4)母猪进入饲喂系统主通道后,进入门及时关闭,防止其他母猪尾随进入。
(5)母猪到达食槽位置时,耳标读取设备读取母猪的电子耳标,识别母猪身份,食槽盘弹出,定量下水、下料,直到下完当天所需的饲料量。
(6)母猪采食完毕后,食槽盘弹回,猪只从出口离开饲喂系统后,进入门打开,下一头母猪可进入采食。
1.3 母猪智能化饲喂管理系统的设计要求
母猪智能化饲喂系统是以少量多次的饲喂方式实现母猪小剂量进食,即当母猪进入饲喂系统后,系统小剂量下料,如果母猪吃完这些饲料后还是不离开,系统就会继续下料,直到完成系统设定的总饲喂量,可节约饲料。其设计要求:
(1)饲喂系统与上述精确饲喂方式相适应,即单次下料100 g,需在5 s内完成;
(2)下料误差每次在5 g左右;
(3)保证下料过程中没有结拱、堵塞现象;
(4)料仓加工及安装简易且方便;
(5)整体饲喂站高度在1 480 mm左右,做到外观漂亮、结实且耐腐蚀。
2 母猪智能化饲喂管理系统主要改进设计点
2.1 进入口模块装置设计
目前的母猪智能化管理系统,母猪进入前,进入口门是关闭状态,需要母猪自行拱开进入,门在弹簧拉力的作用下一直夹紧母猪身体。当母猪身体刚刚全部进入通道时,机械闭锁装置没锁定之前,下一头母猪极易拱开门边,进入系统,打扰其他母猪采食。且这种进入口门关门噪音大,弹簧容易损坏,门上的滑轮易掉落。本设计的进入口门,母猪进入前是打开状态,当母猪进入系统通道大约猪体长的1/3时,光电传感器感应,进口门由慢到快缓慢关闭夹紧母猪身体,当母猪身体全部进入通道时,进口门已经关闭,防止尾随的母猪进入通道。
本设计进入口设计尺寸高1 097 mm,宽560 mm,可确保与妊娠母猪体形相适应,防止并排两母猪同时进入进口区。双扇门完全关闭后离通道最前端280 mm,光电传感器感应点离最前端599 mm;双扇门门边为360°可旋转的滚轴,滚轴直径49 mm,滚轴可防止母猪在进站的过程中对母猪猪体的伤害,双扇门完全关闭后两滚轴之间的距离为115 mm。双扇门关闭的驱动为气缸驱动滑块,滑块带动双扇门关闭。气缸选型:气缸杆直径为17 mm,行程161 mm,最大工作压力1 MPa,在0.6 MPa的压力下推力为339 N/M,导轨为双导轨,导轨行程235 mm。工作流程为:感应器感应到信号后,系统发出指令气缸工作驱动滑块向前移动同时,与滑块相连接的双扇门开始关闭过程,当移动到行程位置时与气缸杆相连接的自锁块完成自锁;当系统发出指令后气缸向后移动,锁块解锁,滑块带动双扇门完成开门过程。如图3所示。
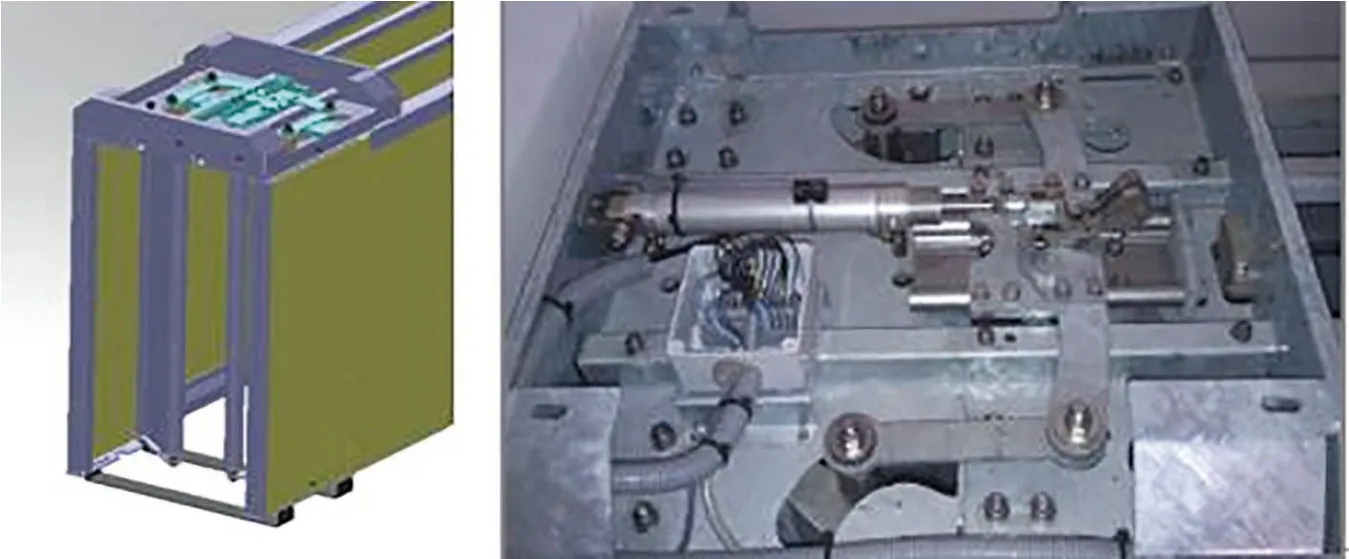
图3 进入口的模块设置
2.2 食槽盆装置改进设计
目前母猪智能化饲喂管理系统多为固定食槽盆,食槽盆中有料,进入的母猪即可采食,饲喂量不准确。本设计的食槽盆具有伸缩隐匿装置,母猪未进入系统、进入的母猪耳标损坏、当天采食定量完成的猪进入系统时,食槽盆都处于隐匿状态,只有耳标信息正常猪只采食时,食槽盆才会伸出并下料,当达到程序设定的采食时间后,食槽盆缩回,促使猪只离开,减少猪只在食槽区的逗留时间,从而节约整个母猪群的采食时间。本设计食槽盆为圆柱锥形,盆底直径280 mm,高度170 mm,上部直径330 mm,容积约0.12 m³;旋转驱动为气动,气缸选型为气缸杆直径为22 mm,行程161 mm,最大工作压力1 MPa,在0.6 MPa的压力下推力为342 N/M。当气缸向前移动161 mm时,推动旋转轴转动角度大约82°,旋转轴带动料盆旋转到采食区,当气缸向后移动时,完成隐匿的过程。如图4所示。

图4 食槽盆装置
2.3 定量下料装置设计
目前的母猪智能化饲喂管理系统下料装置,多靠螺旋叶片推动破拱叶片来回摆动,增加电机载荷,造成电机损坏,且易使螺旋叶片磨损加快,并饲料量大时易堵塞。本定量下料装置的设计原理为把圆柱盘等分为12格,转子每转动30°便移动1格,这样就落下1格体积的料量。本设计中圆盘设计内直径245 mm,高85 mm。实际有效高度55 mm,转子外径241 mm,充满饲料后每格约0.1 kg。转子的转动驱动由气缸驱动棘轮机构完成。气缸选型为气缸杆直径22 mm,行程161 mm,最大工作压力1 MPa,在0.6 MPa的压力下推力为342 N/M。工作过程为:气缸向移动驱动棘轮机构转动一次,棘轮带动转子转动一格完成一次下料过程。定量下料装置带有破拱结构,可保证下料的通畅性,装置全部材质为304不锈钢,坚固耐用。如图5所示。
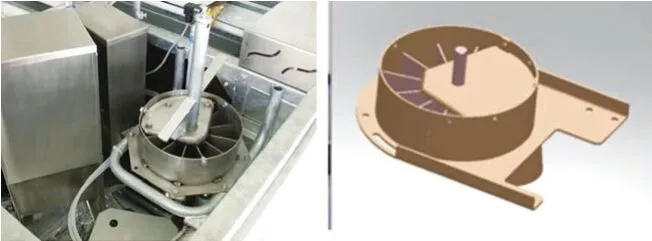
图5 定量下料装置
2.4 分离门旋转装置设计
分离门主要作用是实现母猪分离或隔离。本设计为气动控制,母猪到达分离门时,分离门自动打开,提高了饲喂效率。分离门运行时气缸向前移动134 mm行程,驱动分转轴旋转45°带动门转到正常通道位置,从而使母猪只能从分选通道离开。分选门设计高900 mm宽620 mm,气缸选型为气缸杆直径22 mm,行程161 mm,最大工作压力1 MPa,在0.6 MPa的压力下推力为342 N/M。分离门气缸驱动分离门回转,实现分离门开和关,使母猪从另外通道离开。如图6所示。

图6 分离门旋转装置
2.5 饲喂管理系统的设计
饲喂管理系统应操作系统稳定、页面简单、易学易用。本系统配备手机端移动管理系统,管理人员可通过手机随时随地查看母猪饲喂、生产情况,手机端数据与饲喂系统数据同步更新。1台基站显示器可管理多台饲喂系统,且操作灵活方便。基站显示器可显示分群号、栏位号、耳标号、设定饲料量、剩余饲料量、饲喂状态等多种数据;还可以校正投料器和基站模式间的互相切换;且可以远程控制,可实现远程操作基站显示器,简化管理。如图7所示。

图7 电脑端、手持端基站显示器
3 母猪智能化饲喂管理系统饲喂操作的几点建议
(1)每天仅饲喂一次。
(2)最好的饲喂时间在(凌晨2点到晚上18点),确保动物最少有6 h的休息时间。
(3)最好在每次饲喂开始时的前后,在圈舍放干草或者稻草粗饲料。
(4)当母猪怀孕状态相同时,体重重的猪比那些年轻的、体重轻的猪需要更多的饲料,要把它们的饲喂曲线设置区分开来。
(5)每天的日粮供给不要低于动物的最少日粮量,日粮要营养好,口感好。如果日粮的口感不好,让动物感觉到厌烦,它们没有积极性再次进入饲喂站采食。
(6)尽可能保持动物的生活小团体一致,减少应激。
4 结论
猪场饲喂设备的选择和设计影响猪只的采食量,合适的饲喂设备减少了猪只间的体重差异,满足各阶段的猪对营养的需求,减少饲料浪费,提高生产效率,对猪场的可持续发展具有重要意义。母猪智能化饲喂管理系统的使用,改变了我国限位栏式的母猪饲养模式,提高了动物福利水平,为养猪企业带来了较好的经济效益,推动了我国养猪产业和畜牧业的技术进步。随着我们养猪业的规模化、智能化的发展,母猪智能化饲喂管理系统具有广阔的应用前景。
