制动盘过度磨损表面激光再制造钴基合金熔覆层的摩擦磨损性能
2022-08-03赵火平李士伟沈明学肖叶龙季德惠
赵火平,李士伟,沈明学,肖叶龙,季德惠
(华东交通大学 1.轨道交通基础设施性能监测与保障国家重点实验室,2.材料科学与工程学院, 南昌 330013)
0 引 言
我国高速铁路大规模的建设和运营对列车制动盘的使用寿命和维护提出了更高的要求。制动盘作为制动系统中的关键部件之一,在制动过程中起着至关重要的作用[1]。损伤和失效的制动盘会影响到列车的运行安全,甚至会引发灾难性的事故。目前制动盘的失效形式主要分为热疲劳开裂和磨损失效两类,其中制动盘磨损失效的问题受业界广泛关注。国内外学者针对如何延长制动盘使用寿命进行了积极的探索,如将制动盘过度磨损表面重新打磨后继续投入使用,或通过改变制动盘材料和研制新型制动盘来提高其耐磨性能和抗疲劳性能,但因成本较高而未被广泛采用[2-4]。
近年来,激光再制造技术作为一种先进的材料表面改性技术[5],广泛应用于金属零部件的表面处理方面[6],其核心技术是激光熔覆技术。国内外学者利用激光再制造技术在各种金属零部件表面熔覆无气孔、无裂纹的熔覆层。LI等[7]在球墨铸铁气缸壁表面成功制备出新型FeNiCr合金激光熔覆层,发现熔覆层的力学性能和耐磨性能较基体有所提高;JEYAPRAKASH等[8]研究发现,在核工业和化学工业中常用316L不锈钢表面分别制备出的镍基合金和钴基合金两种激光熔覆层的性能都优于不锈钢基体;何骅波等[9]在注塑机螺杆用38CrMoAl钢表面分别激光熔覆了铁基合金、镍基合金和钴基合金3种熔覆层,其中镍基合金和钴基合金熔覆层的耐磨性能较好;SHI等[10]以镍基合金粉末为熔覆材料,在汽车刹车盘表面制备激光熔覆层,发现熔覆层具有更好的耐磨性能和抗氧化性能;LIU等[11]在30CrNiMo钢制动盘表面制备Co06激光熔覆层,发现在高温下Co06合金熔覆层比基体具有更好的耐磨性能;王东生等[12]利用激光熔覆技术在塑料模具用42CrMo钢表面制备了NiCrBSi/WC-Co复合熔覆层,发现熔覆层与基体的结合性能良好,且耐磨性能更加优异。采用激光再制造技术所制备的熔覆层也可用于修复制动盘过度磨损表面,提高其制动性能,从而延长其使用寿命[13-14]。因此,利用激光再制造技术在制动盘过度磨损表面制备熔覆层,并研究其摩擦学性能具有重要的意义,但是目前有关该方面的试验研究较少。作者选用自熔性较好且抗疲劳性能和耐磨性能较好的钴基合金粉末为熔覆材料,在制动盘过度磨损表面进行激光再制造,对熔覆层的显微组织、硬度和摩擦磨损行为进行研究,重点探讨了激光再制造后制动盘表面磨损机制的改变,以期为激光再制造技术在表面过度磨损制动盘的应用提供技术指导,以及为利用此技术来延长高铁制动盘使用寿命提供参考。
1 试样制备与试验方法
试验材料为制动盘用30CrSiMoVA钢,热处理工艺为860 ℃×10 min油淬+650 ℃×90 min回火,平均硬度为235 HV。在试验材料上加工出直径为130 mm,厚度为20 mm的制动盘试样用于熔覆和摩擦磨损试验。选用粒径为4874 μm 的Co06钴基合金粉末(天津铸信金属材料有限公司提供)作为熔覆材料。30CrSiMoVA钢和Co06钴基合金粉末的化学成分如表1所示。

表1 30CrSiMoVA钢和Co06钴基合金粉末的化学成分
采用铜基粉末冶金制动材料加工而成的销作为对磨副,在室温下利用自行设计搭建的立式销盘摩擦磨损试验机在制动盘试样表面制备出一个凹槽作为过度磨损表面,对磨副的直径为10 mm,高为12 mm,硬度为17 HBW,磨损条件为室温、干磨,采用销-盘式摩擦方式,法向加载力为120 N,销-盘的相对转速为 900 r·min-1,磨损半径为50 mm,磨损时间为30 h,加工得到的凹槽深度为100 μm,表面粗糙度Ra为30.9 μm。采用LDF 6000-100型激光器在过度磨损表面制备熔覆层,采用同轴送粉方式送粉,保护气体为氩气,激光熔覆时的输出功率为1 800 W,扫描速度为250 mm·min-1,送粉电压为4 V,保护气体流量为4 L·min-1,搭接率为35%;激光再制造完成后的试样表面粗糙度Ra为14.2 μm,对熔覆层表面进行磨削和抛光,得到无裂纹、无气孔的光滑熔覆层表面,其表面粗糙度Ra为0.7 μm,加工后所得熔覆层的厚度为1.5 mm,激光再制造前后不同状态制动盘表面形貌与截面轮廓如图1所示。

图1 激光再制造前后不同状态制动盘表面形貌与截面轮廓Fig.1 Surface morphology and section profile of brake disc in different state before and after laser remanufacturing: (a) excessive wearsurface; (b) laser remanufactured cladding layer and (c) grinding and polishing of cladding layer
采用SU8010型扫描电镜(SEM)观察熔覆试样的截面微观形貌,采用SEM附带的能谱仪(EDS)进行元素线扫描。采用Qness Q10A+型维氏硬度计测熔覆层表面到基体的硬度,载荷为50 N,保载时间为10 s,距表面相同距离处测3次取平均值。采用自行设计搭建的立式销-盘摩擦磨损试验机进行干摩擦磨损试验,试样为未经过度磨损的原始制动盘(以下称为原始制动盘)和过度磨损表面激光再制造后的制动盘(以下称为激光再制造制动盘),由于实际应用中高铁制动闸片以铜基粉末冶金材料为主,因此选用的对磨试样为直径12 mm、高10 mm的铜基粉末冶金材料销;法向加载力为90 N,销-盘的相对转速为900 r·min-1,摩擦半径为50 mm,磨损时间为3 h。摩擦磨损试验后,利用SU8010型扫描电镜观察磨损表面形貌,同时用X-flash 6160型能谱仪对磨损表面进行元素面扫描,使用ZeGageTMPro HR型光学轮廓仪分析磨损表面轮廓。
2 试验结果与讨论
2.1 显微组织和硬度
由图2可以看出:制动盘过度磨损表面钴基合金熔覆层试样截面整体分为熔覆层、热影响区和基体3部分,熔覆层与基体之间形成了良好的冶金结合,熔覆层未出现裂纹、气孔等缺陷。钴基合金熔覆层组织较均匀,晶粒细小,这是由于激光加热速率快,使钴基合金粉末快速熔化,当激光加热停止后,被熔化的钴基合金快速冷却,具有较大的过冷度以促进形核,从而导致熔覆层晶粒细小;同时在凝固过程中成分过冷度较小[15],因此熔覆层凝固组织均匀。由图3可知:钴基合金熔覆层中的钴元素含量呈近似周期性的波动变化;在基体中也检测到钴元素的存在,且钴元素含量随与界面距离的增加而逐渐降低,说明钴元素在熔覆层与基体界面处发生了元素扩散,也表明熔覆层与基体形成了良好的冶金结合。
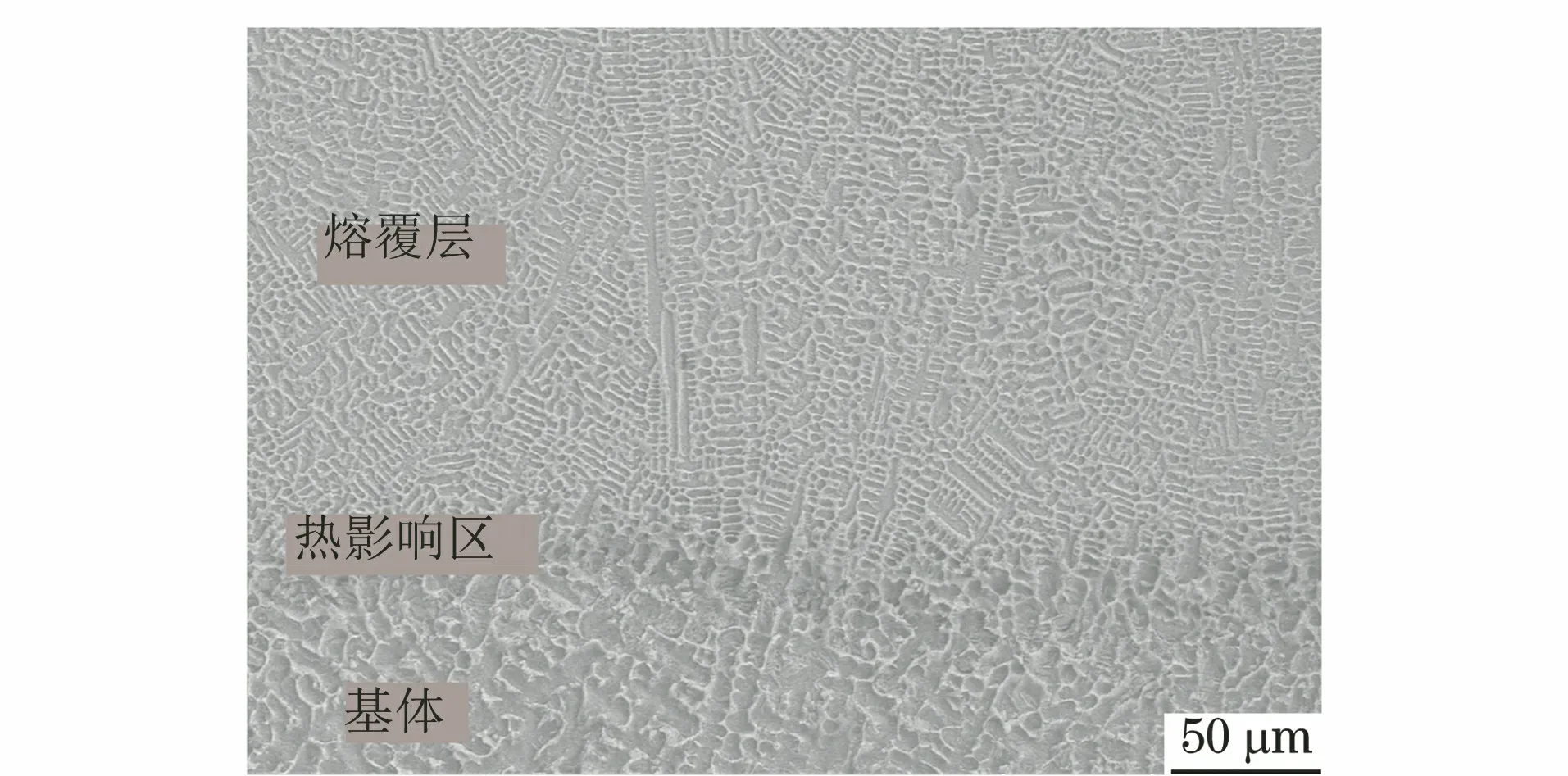
图2 制动盘过度磨损表面激光再制造钴基合金熔覆层试样的截面SEM形貌Fig.2 SEM morphology of cross section of laser remanufactured Co-based alloy cladding layer sample on excessive wear surface of brake disc
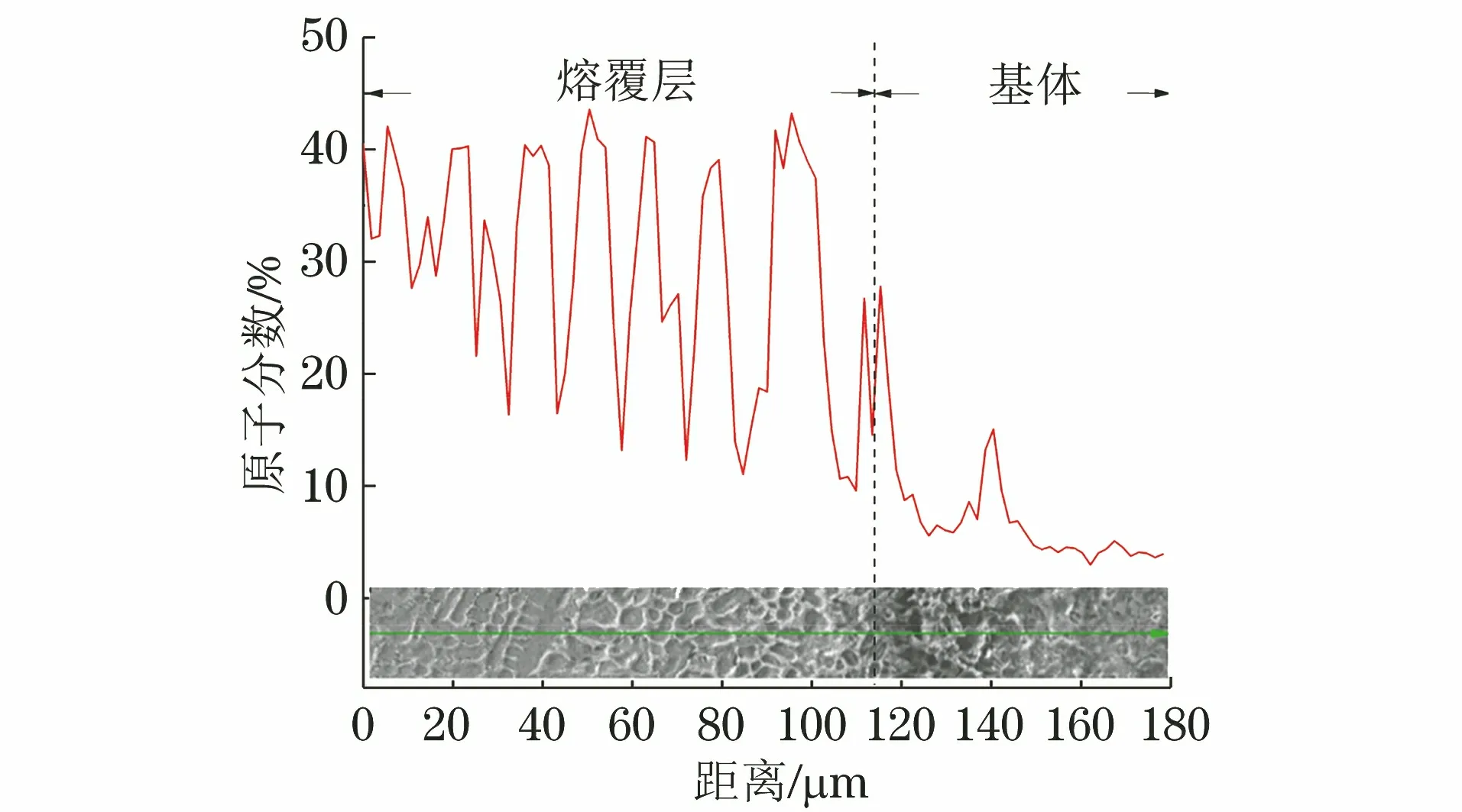
图3 制动盘过度磨损表面激光再制造钴基合金熔覆层截面的钴元素线扫描结果Fig.3 Co element linear scanning results of cross section of laser remanufactured Co-based alloy cladding layer on excessive wear surface of brake disc
由图4可以看出:制动盘过度磨损表面钴基合金熔覆层的整体硬度变化较平缓,热影响区的硬度出现明显急剧下降的现象;熔覆层的平均硬度为548 HV,基体的平均硬度为235 HV,熔覆层的硬度为基体硬度的2.3倍,可知经激光再制造后制动盘表面的显微硬度显著提升。钴基合金的性能显著优于基体,且激光再制造钴基合金熔覆层组织均匀,因此熔覆层硬度较高且变化较为平缓。在激光熔覆过程中,热影响区为基体材料,钴元素扩散至热影响区而强化组织中的铁素体,使热影响区硬度高于基体硬度。
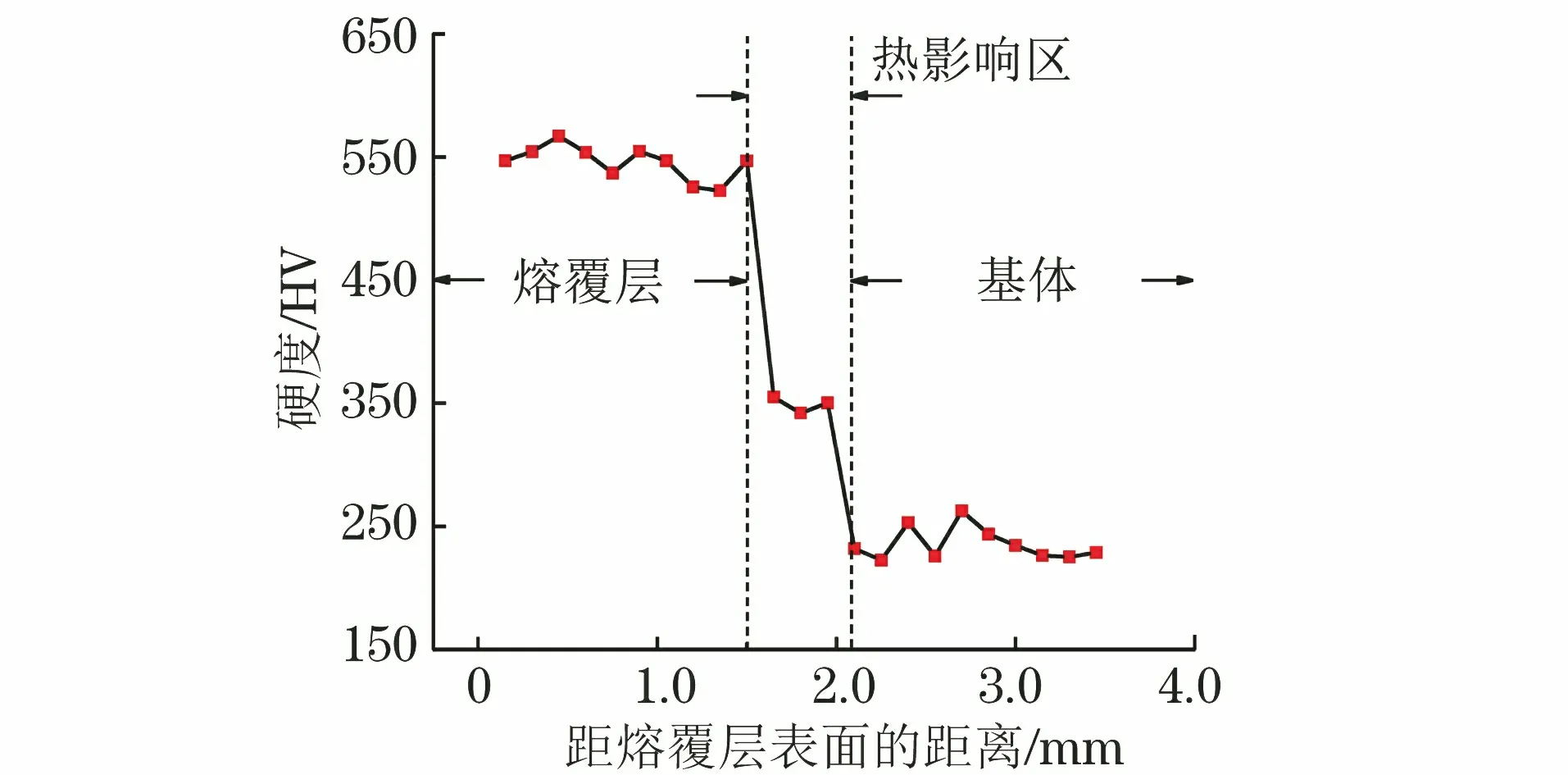
图4 制动盘过度磨损表面激光再制造钴基合金熔覆层截面的显微硬度分布曲线Fig.4 Microhardness distribution curve of cross section of laser remanufactured Co-based alloy cladding layer on excessive wear surface of brake disc
2.2 摩擦磨损性能
2.2.1 摩擦因数
由图5可知:随着试验转动圈数的增加,原始制动盘的摩擦因数逐渐增加,在试验转动圈数小于6×104圈时其摩擦因数均低于激光再制造制动盘,在循环7×104圏后进入稳定阶段,平均摩擦因数为0.515;激光再制造制动盘的摩擦因数虽波动较大,但整体变化趋势相对稳定,其平均摩擦因数为0.485。可知,过度磨损表面激光再制造后制动盘的平均摩擦因数降低。激光再制造制动盘表面较光滑,其表面粗糙度Ra仅为0.7 μm,因此平均摩擦因数较低[16];但激光再制造制动盘表面硬度有了明显提升,磨损表面微凸体的频繁碰撞致使摩擦因数波动较大。

图5 原始制动盘和激光再制造制动盘的摩擦因数随试验转动圈数的变化曲线Fig.5 Curves of friction coefficient vs test rotation number oforiginal brake disc and laser remanufactured brake disc
2.2.2 磨损表面形貌和磨损体积
由图6可知:摩擦磨损试验后原始制动盘磨损表面较粗糙,磨痕较明显,并存在一定剥落现象,且剥落发生在磨痕边缘处,表明局部发生了塑性变形,制动盘的主要磨损机制为疲劳磨损;磨损表面铜元素分布密集,说明在摩擦磨损过程中对磨材料向制动盘表面发生大量转移,并且黏附在磨损表面,形成严重的黏着磨损[17]。由图7可知:摩擦磨损试验后激光再制造制动盘表面较平整,仅存在轻微的均匀细小划痕,划痕附近存在明显的麻点,表明其熔覆层仅发生轻微的疲劳磨损;由于激光再制造钴基熔覆层的硬度较高,且摩擦磨损试验后磨损表面依旧较平整,在摩擦过程中对磨材料极少黏附在熔覆层磨损表面,故磨损表面铜元素分布稀疏,说明激光再制造后制动盘表面钴基熔覆层有效改善了对磨材料的黏着磨损行为。
由图8可以看出,激光再制造前制动盘磨损表面犁沟多而且排列紧密,犁沟较深,最大犁沟深度超过3.1 μm。对磨件铜基粉末冶金材料中的铜和石墨在摩擦过程中先产生磨屑并脱落,在磨损表面成为磨粒。由于基体的平均硬度为235 HV,磨粒容易被压入制动盘表面并产生犁削,使制动盘表面形成多而深的犁沟,表现为严重的磨粒磨损。激光再制造后制动盘表面熔覆层的磨损表面犁沟少而稀疏,犁沟较浅且最大犁沟深度不足1.8 μm。由于激光再制造后制动盘表面熔覆层的平均硬度为548 HV,摩擦表面的磨屑难以被压入熔覆层,磨损表面的磨痕细而浅,仅发生了轻微的磨粒磨损,磨损程度显著降低。由磨损表面的二维轮廓计算得到,原始制动盘和激光再制造制动盘的磨损体积分别为10.011,7.709 mm3,可知激光再制造制动盘的磨损体积明显小于原始制动盘,激光再制造制动盘的耐磨性能优于原始制动盘。综上,在制动盘过度磨损表面激光再制造钴基合金熔覆层后,其耐磨性能得到提高。
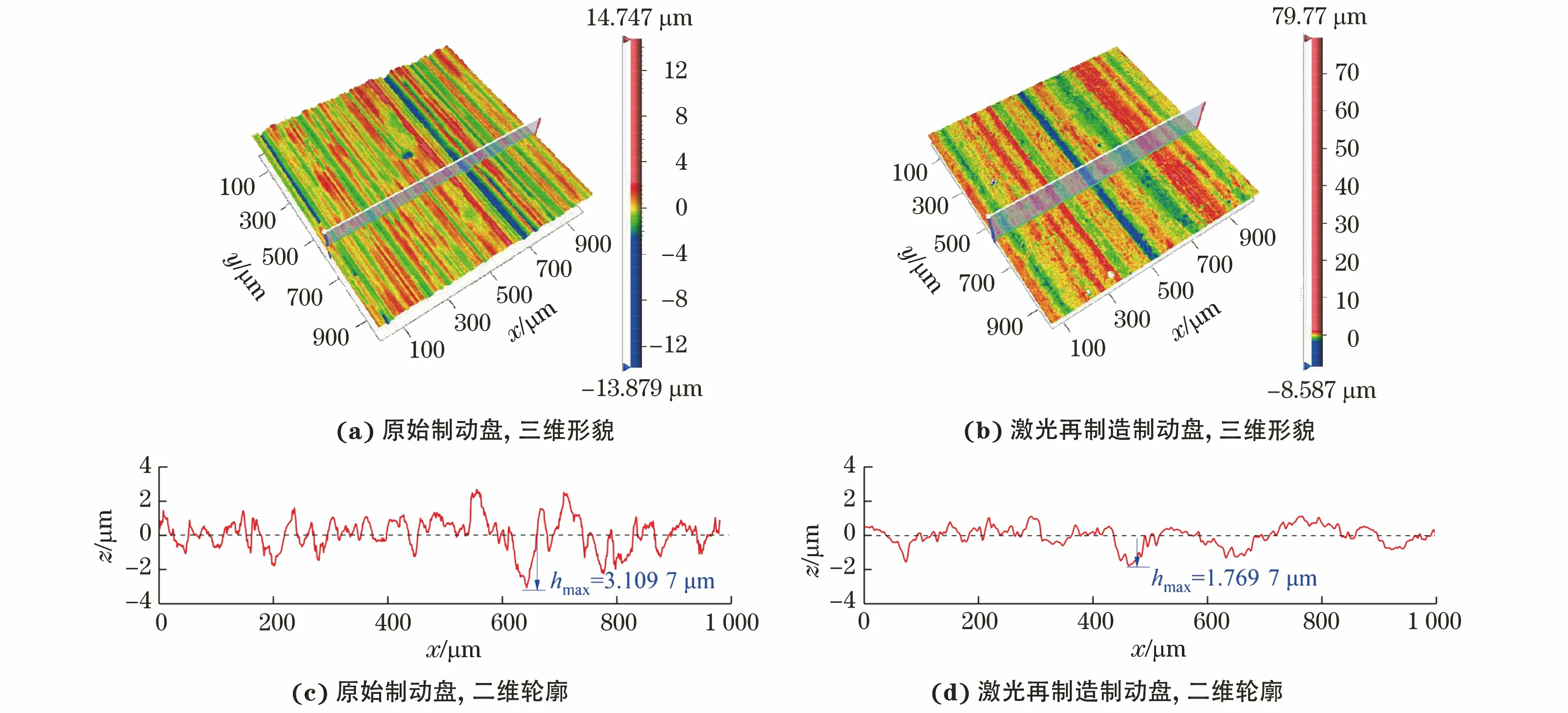
图8 原始制动盘和激光再制造制动盘磨损表面三维形貌和二维轮廓Fig.8 Three-dimensional morphology (a-b) and two-dimensional profile (c-d) of original brake disc (a, c) andlaser remanufactured brake disc (b, d)
3 结 论
(1) 利用激光再制造技术在30CrSiMoVA钢制动盘过度磨损表面制备了厚1.5 mm的Co06合金熔覆层,其与基体实现了良好的冶金结合,未出现裂纹、气孔等缺陷,钴元素在熔覆层与基体界面处发生了元素扩散。熔覆层的平均显微硬度为548 HV,是30CrSiMoVA钢显微硬度的2.3倍,制动盘的表面硬度得到显著提高。
(2) 未经过度磨损的原始制动盘的平均摩擦因数为0.515,过度磨损表面激光再制造后制动盘的平均摩擦因数降至0.485,且整体摩擦因数随试验转动圈数的变化较稳定;未经过度磨损的原始制动盘和过度磨损表面激光再制造后制动盘的磨损机制均为疲劳磨损和磨粒磨损,但过度磨损表面激光再制造后制动盘的磨损程度较轻微;过度磨损表面激光再制造后制动盘的磨损体积为7.709 mm3,小于原始制动盘(10.011 mm3),在制动盘过度磨损表面激光再制造钴基合金熔覆层后,其耐磨性能得到提高。
