纳秒激光制备超疏水TC4钛合金表面的抗结霜性能
2022-08-03于庆华于世胜申云磊
于庆华,于世胜,王 帅,申云磊,陈 列,刘 顿
(1.中国人民解放军海军潜艇学院,青岛 266043;2.92212部队,青岛 266109;3.湖北工业大学机械工程学院,武汉 430068)
0 引 言
钛合金因强度高、耐腐蚀性能好,在低温及超低温条件下仍能保持优异的力学性能,而广泛应用于航空航天、海洋工程、采矿冶金领域中重要机械零部件的制造中[1-5]。但是在低温状态下,尤其是空气湿度较高的工作环境中,钛合金表面容易结冰、结霜,增加零部件质量,增大设备负载,甚至会大幅降低其工作效率与精度。对于设备外壳结霜的情况,可以采用人工定时清理的方法进行处理,但是对于一些不易拆装的大型设备内部结霜的情况,则无法通过人工及时清理,只能通过外部加热或定期防冰霜和除冰霜处理[6-8],此类方法耗时长,成本高,而且持久性差。
为了降低钛合金在低温工作环境中结冰、结霜的概率,降低除冰霜成本,已有研究者开展了相关研究,并发现超疏水表面能够有效降低过冷水滴的附着率、结冰率[9-11]。目前,有许多研究者提出了在各种金属上制备超疏水表面的方法。赵倩等[12]采用电沉积法在5052铝合金表面制备出了超疏水复合涂层,发现铝合金表面的耐腐蚀性能得到显著提高。夏晓健等[13]以F-SiO2纳米粒子、环氧树脂胶黏剂、氟硅清漆和白色含氟聚氨酯涂料等为原料,采用喷涂法在铝合金表面制备了具有微纳米结构的超疏水涂层。赵丽等[14]采用十六烷基三甲氧基硅烷(HDTMS)对纳米二氧化硅(Nano-SiO2)进行疏水改性,通过一步浸渍法将疏水Nano-SiO2负载在化学刻蚀后的不锈钢网表面,发现所制备的不锈钢网能够应用于油水分离方面。近年来,随着激光技术的迅速发展,有许多学者采用激光刻蚀的方法在金属上制备超疏水表面,例如:石惠等[15]采用飞秒激光方法在316镜面不锈钢上制备了面积为5 mm×5 mm的双尺度类鲨鱼皮肤微纳米仿生结构,发现调控激光参数可以将不锈钢表面的润湿性由接触角为88°的亲水变为接触角高达165°的超疏水;郭楠等[16]采用激光刻蚀方法在铝合金上制备了一种拥有凹槽、坑、飞溅状或颗粒状复杂形貌的超疏水表面,该表面的接触角可达150.6°,并且具有良好的低黏附性与自清洁性。
综合以上研究发现,在金属上制备超疏水表面的方法可以分为两种,一种是引入新的材料来改变金属表面浸润性的涂层法,另外一种是通过改变金属自身表面微观形貌来增强其疏水性的刻蚀法。相比之下,涂层法虽然可使金属表面获得优异的超疏水性能,但是其耐久性和稳定性稍显不足,在极端环境下涂层的脱落还会对环境造成一定程度的污染;而刻蚀法一般以激光刻蚀为主,目前许多学者采用超快激光进行加工,成功在多种金属上制备了超疏水表面,但是超快激光不仅加工成本高、效率低,而且加工环境相对较苛刻。激光刻蚀中的纳秒激光方法的效率高、成本低,适合大规模工业化应用。在材料上制备超疏水表面要满足两个条件,即粗糙结构与较低的表面能[17-18]。激光刻蚀可以在钛合金表面引入粗糙的微观结构。对于部分制备超疏水金属表面的方法,会在制备的粗糙微观结构表面引入新材料来降低表面能,但是由于引入的材料与基体材料的热膨胀系数不同,导致引入材料在温度变化较大的环境中易发生脱落[19];若采用腐蚀、酸洗等方法降低表面能,又会影响微观结构的稳定性[20]。研究表明,采用保温、烘烤的处理方式可以有效降低金属的表面能[21]。基于此,作者以飞机上常用的TC4合金为基体材料,采用纳秒激光刻蚀的方法在合金表面制备了不同的复合微纳米结构,并采用真空烘烤的方式降低其表面能,研究了钛合金表面的浸润特性、微观结构及抗结霜性能,为解决设备在低温环境下工作时因结冰、结霜导致零部件负载增大和工作效率降低问题提供试验参考。
1 试样制备与试验方法
试验材料为尺寸50 mm×50 mm×1 mm的TC4(Ti6Al4V)钛合金板,经过预磨、1000#SiC水砂纸抛光、去离子水超声清洗后,采用脉宽240 ns的纳秒激光器对TC4合金表面进行激光扫描处理,激光波长为1 064 nm,重复频率为132 kHz,利用x-y扫描振镜系统使激光束以1 980 mm·s-1的速度逐行逐列刻蚀钛合金表面,聚焦后的光斑直径为50 μm,光斑在x和y方向的搭接率均为70%,激光功率范围为0~100 W,通过改变激光功率在钛合金表面制备不同的复合微纳米结构。将经过激光处理后的钛合金放入恒温恒湿真空电热干燥箱内烘烤,干燥箱内的相对湿度为50%,温度为200 ℃,烘烤环境为真空,烘烤时间为24 h。
采用体积为9 μL、电阻率为18.25 MΩ·cm的去离子水,利用DropmeterTMExperience A-300型光学接触角表面界面张力测量仪测量钛合金表面的接触角、滚动角,当水滴滴落在表面时用NAVITAR 1-6010型相机拍摄图像。采用JSM-6390LV型扫描电子显微镜(SEM)观察激光刻蚀后和烘烤后钛合金表面的微观结构。将激光刻蚀和烘烤后的钛合金试样置于12 V半导体恒温制冷器设备的制冷台上,设置制冷温度为-15 ℃,待制冷器温度传感器显示试样温度为-15 ℃时,在试样表面滴加9 μL的去离子水并记录开始结冰的时间,研究其抗结冰性能;设置制冷温度为-15 ℃,在空气湿度为50%的恒湿条件下持续冷冻试样10 min,采用NAVITAR 1-6010型相机拍摄试样表面的霜晶生长情况,研究其抗结霜性能。
2 试验结果与讨论
2.1 浸润特性
当试样表面水滴接触角小于90°且无法滚动时,试样表面为亲水表面,且当接触角小于5°时,表面为超亲水表面;而当接触角大于90°时,表面为疏水表面,当水滴接触角大于150°且滚动角小于5°时,表面为超疏水表面。由图1可以看出,随着激光功率由5 W升高到100 W,烘烤后钛合金表面的接触角由80.0°增加到160.2°,说明表面的疏水性增强。当激光功率由5 W升高到30 W时,烘烤后钛合金表面的接触角从80.0°迅速增大至133.2°,钛合金表面的疏水性迅速提升,但是水滴仍然无法滚动,表面未呈超疏水状态。继续增大激光功率后,表面接触角的增加趋势明显变缓。当激光功率超过50 W后,表面接触角达到了148.6°,同时也出现了约18°的滚动角。继续增大激光功率,接触角缓慢增大,直至激光功率达到100 W时,表面接触角达到160.2°,滚动角为3.8°,此时在钛合金上形成了稳定的超疏水表面。

图1 不同功率激光刻蚀和烘烤后钛合金表面的接触角和滚动角Fig.1 Contact angle and rolling-off angle of titanium alloy surfaceafter laser etching with different power and braking
2.2 微观结构
由图2可知,在激光功率为25 W时,钛合金表面形成了形状不规则的条状结构,在条状结构中间存在少量的凹坑与凸起,凸起之间相互连接,同时在这些结构四周还分布着少量体积较大的规则球状结构,这是在激光刻蚀时钛合金基体发生熔融、溅射形成的。球状结构一般分布在微观结构的最上层,该结构的存在可以提高钛合金表面整体与空气的有效接触面积;未经烘烤处理的钛合金仍具有较高的表面能,粗糙的微观结构使表面的亲水性增强为超亲水性。随着激光功率的升高,表面条状结构变细变短,凹坑与凸起尺寸明显变大,规则的球状结构数量增加。当激光功率达到100 W时,钛合金表面形成的小凹坑相互连接形成大凹坑,球状结构的数量最多,这种凹坑、凸起与规则球状结构组成的复合微观结构为钛合金表面的超疏水性提供了结构支撑。激光刻蚀后钛合金表面亲水性提高,表面氧化物会在空气中吸附一层水分子,而水分子的存在会增强钛合金表面对极性有机物的吸附能力,降低其对非极性有机物的吸附能力,从而进一步增强表面的亲水性[22]。
为了验证激光刻蚀后的钛合金经电热干燥箱烘烤后,其表面微观结构是否会发生变化,对100 W激光刻蚀的钛合金烘烤前后的表面形貌进行观察。对比图3和图2(g)~图2(h)可以发现,烘烤后钛合金表面的微观结构并未发生变化,不规则分布条状结构四周仍然存在大量球状结构。钛合金表面的复合微观结构可为水滴下面留下足够的空气,当水滴悬浮在空气中时,由于水分子之间更倾向于以氢键互相连接,而不是与空气中的氮气、氧气等气体作用,水滴会形成一个均匀的球体。在水滴与金属的接触区域内,空气的占比越高,水滴形状越接近于球体,金属表面越疏水[23]。在烘烤过程中,钛合金表面水分子蒸发,表面能降低,碳元素的含量迅速上升[24],钛合金表面含碳疏水基团含量升高。因此,激光刻蚀TC4钛合金表面经烘烤后同时满足了低表面能与粗糙微观结构的条件,从而使其浸润特性从超亲水状态转变为超疏水状态。
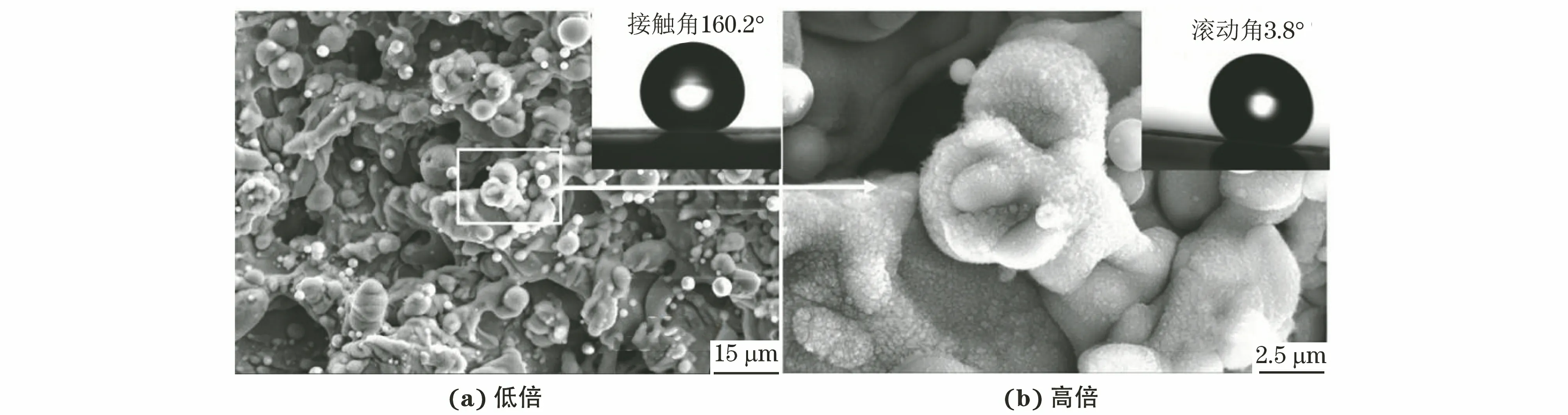
图3 100 W激光刻蚀和烘烤后钛合金表面微观形貌Fig.3 Surface micromorphology of titanium alloy after laser etching at 100 W and baking: (a) at low magnification and (b) at high magnification
2.3 抗结霜结冰性能
由图4可知,常温下未激光刻蚀钛合金表面接触角约46°,表现为亲水性,这是由于金属表面能较低,且未激光刻蚀合金表面相对光滑,不存在粗糙的复合微观结构。随着冷冻时间的延长,钛合金表面水滴形成的冰层逐渐升高,接触角从45.8°缓慢减小至40.6°。水滴在金属表面上结冰的过程可以分为液体过冷、成核再辉、凝固冻结和固体冷却4个阶段[25]。在水滴完全凝固冻结前,已冻结的部分不能发生形状变化,而顶端少许未冻结的水在结冰时体积发生了膨胀,因此最终冰珠上形成了桃形尖顶[26]。从水滴落到未激光刻蚀钛合金表面到完全结冰的过程一共需要150 s。
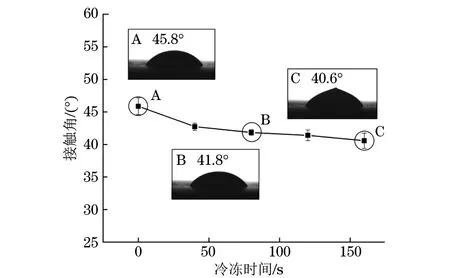
图4 未激光刻蚀钛合金表面水滴的接触角随冷冻时间的变化曲线Fig.4 Curve of contact angle of water droplet on surface of titaniumalloy without laser etching vs freezing time
由图5可以看出,100 W激光刻蚀和烘烤后超疏水钛合金表面接触角可以达到160°以上,随着冷冻时间的延长,水滴接触角呈现出下降趋势,并在冷冻100 s时接触角下降至153°左右。在0~150 s的冷冻过程中,水滴接触角下降趋势较缓,这是因为此时水滴虽尚未开始结冰,但开始有向下塌陷的趋势,所以当冷冻时间达到150 s时,钛合金表面水滴接触角仍然可以维持在150°以上。150~275 s的冷冻过程是水滴底部出现冰层到冰层逐渐由下而上开始蔓延的过程,这一阶段水滴形态迅速变化,接触角降低幅度较大。随着冷冻时间的延长,未结冰的水被底部冰层逐渐抬升,并在冷冻360 s时形成了桃形尖顶。在整个冷冻过程中,水与钛合金表面接触的区域在水滴底部结冰后就不再增加,因此水滴完全结冰后,接触角为135.2°,钛合金表面仍然呈现疏水的状态。

图5 100 W激光刻蚀和烘烤后超疏水钛合金表面水滴接触角随冷冻时间的变化曲线Fig.5 Curve of contact angle of water droplet on superhydrophobic titanium alloy surface after laser etching at 100 W and baking vs freezing time
由图6可知,在冷冻试验未开始时,未激光刻蚀钛合金表面水滴与钛合金的接触面积较大,当冷冻试验开始后,水滴呈现出逐渐摊开的趋势。在整个结冰过程中,钛合金相较于空气具有更低的温度,因此水从与钛合金接触的底部最先开始结冰。摊开的水加大了水滴整体与钛合金表面的接触面积,导致传热面积加大,结冰速率变大。当冷冻时间为80 s时,未激光刻蚀钛合金表面的水滴已不再扩张,这是因为此时水滴底层已经完全结冰,未被冻结的水被禁锢在冰层上面,无法向四周扩散。当冷冻时间为160 s时,水滴已完全结冰,形成一个底面较大的圆锥形冰粒黏附在钛合金表面。在冷冻试验未开始时,在激光刻蚀和烘烤后的超疏水钛合金表面上水滴呈珠状,只有底部较小面积的水与钛合金表面接触,此时的水滴处于明显的超疏水状态;水滴与钛合金表面并非处于完全接触状态,而是在水滴与钛合金的接触区域内存在一定含量的空气将水滴托起,导致水和底部金属的有效传热面积很小,这将大幅延长水滴底部的结冰时间;在冷冻时间从0 增加到160 s的过程中,珠状水滴虽然也有向下塌陷的趋势,但是钛合金表面仍然可以保持良好的疏水性能,直至冷冻时间为200 s后才在水滴底部出现了少量冰晶;随着冷冻时间的进一步延长,水滴底部的冰层开始慢慢向上蔓延;与未激光刻蚀钛合金板较为扁平的水滴形态相比,激光刻蚀和烘烤后钛合金表面水滴的高度更高,与周围空气接触面积更大,因此冰层向上蔓延所需时间更长,结冰速率也更慢,当冷冻时间达到360 s时水滴才完全结冰,比未激光刻蚀钛合金表面水滴的结冰时间延长了2倍以上。
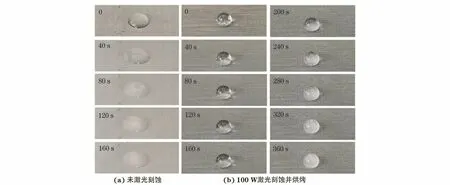
图6 不同冷冻时间下不同钛合金表面水滴结冰形貌Fig.6 Icing morphology of water droplets on surface of different titanium alloy at different freezing times: (a) without laser etching and(b) with laser etching at 100 W and baking
由图7可以看出,未激光刻蚀钛合金表面平整,霜晶在低温状态下的生长蔓延并不会受到任何阻碍,因此与钛合金直接接触的底层冷空气中的水蒸气先凝华,并在钛合金表面形成一层较薄的霜晶将其完全覆盖。由于表层霜晶的存在,钛合金表面与周围空气的有效接触面积进一步扩大,结霜速率再次提高。在低温状态下霜晶的生长方向并不固定,相邻结霜点生长霜晶的方向发生交叉时就会发生相互堆叠。因此,未激光刻蚀钛合金表面生成的霜晶大都呈现出聚集的状态,大量小颗粒霜晶密集分布在钛合金表面,且在小颗粒霜晶聚集的区域形成互相连接的纹路。由于激光刻蚀和烘烤后的钛合金表面引入了微米级的凹坑和凸起结构,对于水蒸气凝华在凹坑结构中所形成的细小霜晶,周围的微观结构对其生长并与其他霜晶的连接都具有较好的阻碍作用,而凸起的微结构则会托起细小的霜晶,形成空气-钛合金-霜晶三者的不完全接触状态;霜晶和钛合金之间存在着一些封闭的空气,当这些空气中的水蒸气全部凝华后,外部的空气无法进入微结构之间的封闭空间,因此就不会再形成新的霜晶与表层的霜晶聚集,相比于迅速传热的钛合金,封闭的空气会大幅减缓已有霜晶向钛合金散热的过程。因此,激光刻蚀和烘烤后的钛合金表面只出现了零散的小颗粒霜晶,而这些霜晶因相隔较远无法蔓延交叉。
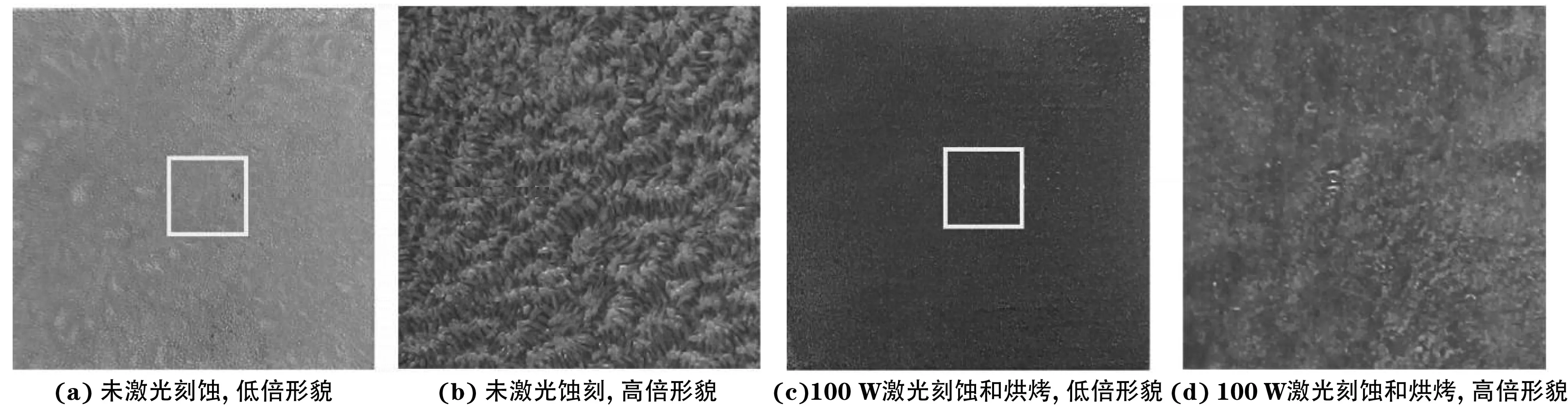
图7 在-15 ℃持续冷冻10 min后不同钛合金表面的结霜形貌Fig.7 Frosting morphology of different titanium alloy surface after continuous freezing at -15 ℃ for 10 min: (a) without laser etching at low magnification;(b) without laser etching at high magnification; (c) with laser etching at 100 W and baking, at low magnification and (d) with laser etching at 100 W and baking, at high magnification
3 结 论
(1) 利用100 W激光功率的纳秒激光刻蚀和真空烘烤处理可以在TC4钛合金上制备超疏水表面,其表面接触角超过160°,而滚动角小于5°,钛合金表面呈现纳米级的凹坑、凸起和规则球状结构,激光刻蚀钛合金表面经烘烤后同时满足了粗糙微观结构与低表面能的条件,使钛合金表面的浸润特性从超亲水状态转变为超疏水状态。
(2) 与未激光蚀刻钛合金相比,在-15 ℃下激光刻蚀和烘烤后的超疏水钛合金表面9 μL水滴的结冰速率较慢,完全结冰所需时间为360 s,比未激光刻蚀钛合金表面水滴的结冰时间延长了2倍以上,且水滴完全结冰后仍能保持大于130°的接触角。
(3) 微结构的存在可有效阻碍钛合金表面霜晶的蔓延交叉,在-15 ℃恒湿条件下持续冷冻10 min后超疏水钛合金表面只出现了零散的小颗粒霜晶,而未激光刻蚀钛合金表面密集分布着大量小颗粒霜晶,激光刻蚀和烘烤后的超疏水钛合金具有较好的抗结霜性能。
