1 000 MW超超临界机组P92钢焊接接头开裂原因分析
2022-08-03吴跃
吴 跃
(1.大唐锅炉压力容器检验中心有限公司,安徽合肥 230088;2.中国大唐集团科学技术研究总院有限公司华东电力试验研究院,安徽合肥 230088)
随着国家对高效、节能及环保等的要求日益严格,以及火电机组的容量和参数不断提高,超超临界机组已投入商业运营[1-2]。P92钢是超超临界机组用新型耐热钢,其高温强度和蠕变性能优于铁素体耐热钢,抗热疲劳性能和热传导性能优于奥氏体不锈钢,且膨胀系数低于奥氏体不锈钢,耐蚀性和抗氧化性能优于其他9% Cr(质量分数,下同)铁素体耐热钢,因而采用P92钢的机组具有更高的运行参数(温度、压力),可提高机组的热效率[3]。
焊接接头焊缝、热影响区的组织和性能可能与母材有较大差异,即使是热影响区,其组织和性能也明显不均匀,导致蠕变断裂形式不同。有研究表明,IV型裂纹是高铬马氏体耐热钢焊接接头的突出问题,不仅显著降低了焊接接头的寿命,而且可能引发灾难性事故[4]。
某1 000 MW超超临界燃煤发电机组主蒸汽管道弯头(编号为W4)出口侧H34焊缝(H34为焊缝编号)水平段焊接热影响区开裂导致泄漏,泄漏时机组累计运行时间约7×104h。H34焊缝进行返修焊后仍发生开裂泄漏,机组运行约2×104h。泄漏管道尺寸为φ540 mm×89 mm。本文对超超临界机组P92钢焊接接头泄漏的原因进行了分析。
1 理化检验
1.1 宏观检查
现场检查发现,尺寸为φ540 mm×89 mm的主蒸汽管道在弯头出口焊缝热影响区开裂,见图1(a)所示,裂纹长约560 mm,贯穿壁厚(外壁裂口大,内壁裂口小),从外壁向内壁扩展,见图1(b)所示。

图1 开裂的主蒸汽管道(a)和裂纹(b)Fig.1 Cracked main steam pipe(a)and crack(b)
1.2 金相检验
从H34焊缝开裂部位取样制备金相试样,用氯化铁盐酸酒精溶液腐蚀,采用Carl Zeiss Axio Observer A1m型金相显微镜进行金相分析,结果如图2所示。
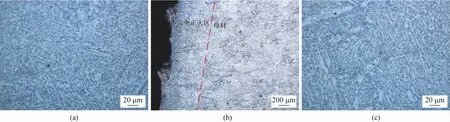
图2 H34焊缝过热区(a)、裂纹附近(b)和母材(c)的显微组织Fig.2 Microstructres in overheated zone(a),zone near crack(b)and base metal(c)of the H34 weld
该1 000 MW机组主蒸汽管道W4弯头因硬度偏低,重新进行了正火和回火处理,将H34焊缝割除后进行了二次焊接和二次热处理。加工坡口后去除部分原有焊接过热区,保留细晶区,二次焊接对保留的细晶区进行了不完全正火。由图2可知,裂纹从外壁向内壁扩展,均在不完全正火区。不完全正火区组织为马氏体。断口附近存在较多蠕变孔洞,还有析出相析出聚集,不完全正火区组织略细于过热区和母材。
1.3 硬度检验
根据GB/T 4340.1—2009《金属材料维氏硬度试验第1部分:试验方法》[5],采用日本岛津HMV-G21ST型维氏硬度计测定了H34焊缝开裂和完好部位的硬度,结果如表1所示。由表1可知,焊缝硬度较高,接近或高于要求值的上限,熔合线附近硬度高于要求值的上限,不完全正火区(包括裂纹附近)硬度低于母材和过热区,为要求值的下限,表明不完全正火区是焊接接头的软化区。焊接接头开裂和完好部位的硬度分布如图3所示。由图3可知,不完全正火区与过热区及母材之间存在硬度梯度。
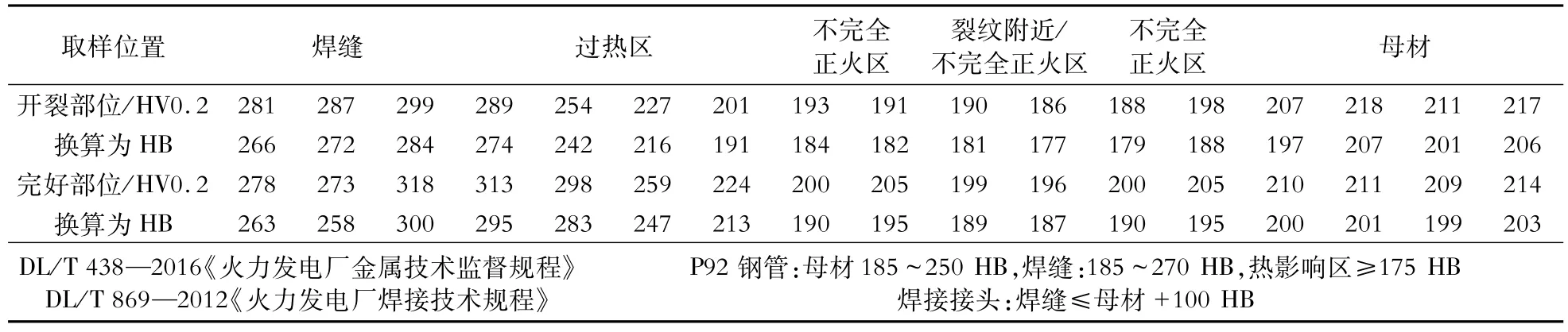
表1 焊接接头开裂和完好部位的硬度[6-7]Table 1 Hardness in cracked and intact areas in the welded joint[6-7]

图3 焊接接头不同部位的硬度分布Fig.3 Hardness distributions in different areas of the welded joint
1.4 扫描电子显微镜分析
采用蔡司sigma 300型热场扫描电子显微镜(带Oxford能谱附件)对H34焊缝开裂部位进行金相检验和能谱分析,结果如图4和图5所示。由图4可知,开裂部位有大量蠕变孔洞,部分孔洞已连接成裂纹,孔洞附近有大量颗粒状和块状析出相,部分块状析出相长达3 μm;母材也有较多颗粒状和块状析出相。块状析出相最大尺寸约为1.5 μm,能谱分析表明为富Cr相,可能是M23C6碳化物。颗粒状析出相为富W相,可能是Laves相(Fe2(Mo,W))[8]。
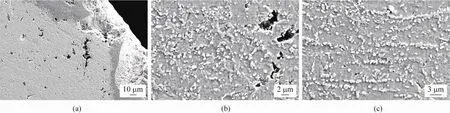
图4 焊接接头近裂纹处(a)、不完全正火区(b)和母材(c)的扫描电子显微镜形貌Fig.4 Scanning electron micrographs of place near crack(a),incomplete normalizing zone(b)and base metal(c)in the welded joint

图5 焊接接头近裂纹处块状(a)和颗粒状(b)析出相、母材中块状(c)和颗粒状(d)析出相的能谱分析Fig.5 Energy spectrum analysis of massive(a)and granular(b)precipitated phase in place near crack and massive(c)and granular(d)precipitated phase in base metal in the welded joint
2 分析与讨论
主蒸汽管道泄漏时该1 000 MW机组已累计运行了约7×104h,母材中析出了较多块状M23C6碳化物和颗粒状Laves相。而返修焊对直管侧原细晶区进行了不完全正火,不完全正火区组织略细于过热区和母材,但析出了更多的块状M23C6碳化物和颗粒状Laves相,其固溶强化和弥散强化作用显著减小。有文献指出,M23C6碳化物和Laves相会促进细晶区蠕变孔洞的形成,这是因为蠕变时晶界滑动使粗大的沉淀相与基体界面产生很大的当量应变,促进孔洞形成,且析出相尺寸越大,当量应变越大,晶界滑动的阻力越大,越容易形成孔洞[4]。因此,不完全正火区析出更多块状M23C6碳化物和颗粒状Laves相,导致其在机组运行过程中蠕变速率远大于两侧区域,成为焊接接头的薄弱区。另外,H34焊缝对应的W4弯头为管系应力集中区,进一步加速了蠕变孔洞的形成和合并,继而成为裂纹并扩展导致焊接接头开裂。
3 结论
开裂的焊接接头直管侧母材在长时间高温运行中析出了较多粗大的M23C6碳化物和Laves相,返修焊又进一步恶化了直管侧不完全正火区的组织形态,导致不完全正火区析出更多更粗的M23C6碳化物和Laves相,其固溶强化和弥散强化效果显著减小,并促进蠕变孔洞的形成。焊接接头对应管系的应力集中进一步加速了不完全正火区蠕变孔洞的形成和合并,继而形成裂纹并扩展导致焊接接头开裂。
猜你喜欢
——时政文本视域下的翻译能力调查
