高熵合金应用于焊接领域的研究现状
2022-07-27刘德佳扎学安唐延川赵龙志
刘德佳,扎学安,李 斌,唐延川,胡 勇,赵龙志,3
(1. 华东交通大学材料科学与工程学院,江西 南昌 330013;2. 华东交通大学南昌市载运工具先进材料与激光增材制造重点实验室,江西 南昌 330013; 3. 华东交通大学轨道交通基础设施性能监测与保障国家重点实验室,江西 南昌 330013)
20 世纪90 年代,叶均蔚等[1]突破传统合金理念, 创造性地提出了多种主元的高熵合金设计理念,受到了国内外学者的广泛关注。 所谓多主元高熵合金是由5 种或5 种以上的主要元素构成,每种主要元素都具有较高的原子百分比(5%~35%)[2-4]。 高混乱度的高熵合金能够使原子从有序排列转变成无序排列,进而抑制脆性金属间化合物产生,促进简单固溶体结构的形成, 且合金微结构倾向于纳米化及非晶质化, 使高熵合金拥有传统合金所不具有的优异性能,如高强度、高硬度、高韧塑性,优良的耐磨性、耐蚀性、抗高温氧化性及耐回火软化等[5-7]。 优异的性能使高熵合金具有广阔的应用前景, 高熵合金也因此而成为国际上热门的新型材料之一。
由于具有显著的高熵效应、晶格畸变效应、缓慢扩散效应, 高熵合金容易获得理想的强塑性匹配[8]。 高熵合金这种属性特别适用于焊接领域,用于提高焊接接头的力学性能[9-11]。 此外,高熵合金还具有性能“鸡尾酒”效应,能够通过调整合金组成元素的种类与含量,改善合金的相组成、结构,从而获得较理想的强度、韧性匹配,这对焊接接头的性能调控具有重要意义[12-13]。 目前,国内外不少学者开展了多主元高熵合金焊接相关的科学研究,但相关领域尚需解决的关键科学问题及未来发展方向有待进一步明确。 据此本文主要从焊接材料、焊接方法、焊缝微观组织、焊缝硬度、接头力学性能等方面综述高熵合金在焊接领域中的研究现状,给出了此领域需解决的关键科学问题,并展望了该领域未来的发展方向。
1 焊接材料与焊接方法
1.1 高熵合金与高熵合金的焊接
目前, 高熵合金在焊接领域的应用主要分为3 类:高熵合金与高熵合金的焊接,高熵合金与其它金属的焊接,以及高熵合金作为焊缝填充材料的焊接。 目前,学者们研究最多的是高熵合金与高熵合金焊接(见表1),可知被焊高熵合金母材研究最多的为Fe-Co-Cr-Ni-Mn 系高熵合金。 如Jo 等[14]采用搅拌摩擦焊和激光焊分别对不同厚度的CrMnFe-CoNi 高熵合金薄板进行对接焊接,发现两种接头的力学性能都高于母材,且搅拌摩擦焊接接头的性能最佳。 Kashaev 等[15]采用激光焊实现了CoCrFeNiMn高熵合金薄板的高质量连接,并研究了焊缝区的晶粒取向与物相结构。 此外,表1 显示Fe-Co-Cr-Ni-Al 系高熵合金的焊接也得到了广泛研究,如Sokkalingam 等[16]采用氩弧焊成功地实现了Al0.5CoCrFeNi高熵合金连接。 Li 等[17]通过旋转摩擦焊实现了Al-CoCrFeNi2.1高熵合金的焊接。 此外,Co16Fe28Ni28Cr28、NiCoCr、CoCrFeNi 等多主元合金的焊接性能也有研究。
表1 显示就高熵合金与高熵合金焊接的材料厚度而言,被焊母材主要为1~3 mm 的薄板。 如Sokkalingam 等[16]通过氩弧焊实现了2.5 mm 厚的Al0.5Co-CrFeNi 连接。 Wu 等[18]通过氩弧焊和电子束焊分别实现了1.6 mm 与1.8 mm 厚的CoCrFeMnNi 高熵合金的薄板连接。 文献也报道了被焊高熵合金母材厚度为3~6 mm 的研究[19-20]。 有学者研究了超过6 mm厚的高熵合金焊接性能,如Tsao 等[21]采用活性钎焊实现了8 mm 厚的Al0.3CrFe1.5MnNi0.5同种材料焊接, 并研究了界面元素分布及接头的剪切强度,发现Al0.3CrFe1.5MnNi0.5焊接接头剪切强度为14.2 MPa。
表1 显示就焊接方法而言,激光焊是高熵合金焊接中最常用的焊接方法。 由于高熵合金被焊板材主要为1~3 mm 的薄板,激光焊能量密度高、焊接速度快、焊接变形小,采用激光焊接高熵合金薄板焊接质量易于控制[15]。 搅拌摩擦焊也是高熵合金常用的焊接方法,由于焊接热输入小、焊接热影响区小、残余应力低、焊接工件不易变形等优点,搅拌摩擦焊接高熵合金也受到了学者的广泛关注[22]。然而,高熵合金强度、硬度较高,对搅拌工具提出了更高的要求。 此外,有学者采用电子束焊[18,23]、氩弧焊[16,18],钎焊[19]等方法实现了高熵合金的焊接,但相关文献不多。

表1 同种高熵合金焊接工艺及接头力学性能数据统计汇总Tab.1 Statistical summary of the welding process and mechanical properties of the welded joints for the same high-entropy alloys
从上述文献分析可知, 高熵合金与高熵合金之间最常用的焊接方法为激光焊,其次是搅拌摩擦焊。 但对比不同焊接方法、不同的工艺参数对高熵合金焊缝成型、微观结构的研究较少。 对被焊高熵合金材料而言, 主要为Co-Cr-Fe-Mn-Ni系高熵合金, 其它系列的高熵合金研究较少,且同种高熵合金焊接的研究较多,而异种高熵合金焊接的研究较少。 在被焊板材厚度方面,主要为1~3 mm 的薄板。 开展更多种类、更宽泛的板材厚度及更丰富的焊接工艺研究是高熵合金焊接未来发展的方向。
1.2 高熵合金与其它金属的焊接
高熵合金和其它金属焊接的文献信息统计如表2 所示。 高熵合金与其它金属焊接中,被焊的高熵合金母材主要为CoCrFeMnNi, 而被焊的其它金属主要以不锈钢为主。如Wang 等[35]采用Ag72Cu 为钎料实现了CoCrMnFeNi 与304 不锈钢的异种金属钎焊连接,发现焊缝不存在微裂纹、气孔等焊接缺陷,并探索了退火处理对高熵合金焊接界面元素渗透及接头力学性能的影响机制。 Adomako 等[36-37]采用激光焊接实现了CoCrFeMnNi 与双相不锈钢的对接与搭接连接, 发现对接接头的抗拉强度可达584 MPa,而搭接接头的剪切强度可达470 MPa。 其次,CoCrFeMnNi 与铜之间的焊接也较为常见。 刘玉林等[38]在750~850 ℃内实现了CoCrFeMnNi 与铜的良好连接,发现Cu 在高熵合金中的扩散系数较小,Cu 与高熵合金焊接界面存在反应层,但没有形成金属间化合物,而形成了FCC 型固溶体组织。此外,该团队还研究了CoCrFeMnNi 与Al、不锈钢之间的扩散焊连接,都获得了性能良好的焊接接头[39-40]。 唐顺利等[41]采用CMT 熔钎焊实现了CoCrFeMnNi 与铝合金的连接,并探索了送丝速度、有无钎剂等因素对焊接界面的影响机制。
表2 显示高熵合金与其它金属焊接时材料厚度主要为8 mm 以上,如刘玉林等[40]通过扩散焊成功地将30 mm 厚的CoCrFeMnNi 高熵合金与Cu、Al、304 不锈钢实现了良好连接。其次,1~3 mm 薄板连接在高熵合金与其它金属焊接中也较为常见。 赵丹等[42]通过电子束焊实现了3 mm 厚的CoCrFeMn-Ni 与Cu 连接。 Du 等[43]通过在压力为5 MPa 、温度为970~1 100 ℃的真空环境下实现了2.5 mm 厚的Al5(TiZrHfNb)95与5 mm 厚的Ti2AlNb 异种金属扩散焊连接。

表2 高熵合金与其它金属焊接工艺及接头力学性能数据统计汇总Tab.2 Statistical summary of the welding process and mechanical properties of the welded joints between high-entropy metals
高熵合金与其它金属焊接由于两种材料的线膨胀系数、导热率不同,焊接接头中易产生裂纹等焊接缺陷,但目前关于高熵合金与其它金属焊接的研究不够完善,可参考的信息并不多。 分析文献可知,高熵合金与其它金属之间焊接最常用的焊接方法为扩散焊,由于被焊材料的厚度较大,大面积接触有利于两种材料的相互扩散,提升扩散焊的连接质量。 针对高熵合金与其它金属的薄板焊接,激光焊是一种较常见的方法。 但对比不同焊接方法、不同工艺参数对高熵合金与其它金属异种焊接接头的研究较少,尤其是采用传统焊接方法实现高熵合金与其它金属连接的文献极少。 对被焊材料而言,高熵合金主要为Co-Cr-Fe-Mn-Ni 系合金, 其它金属主要为304 不锈钢,且被焊材料主要为8 mm 以上的厚板。 开展更多种类的高熵合金与其它金属焊接的研究可以促进高熵合金的工程运用,充分研究多种高熵合金与其它传统金属如铝、铜、钛、钢等材料之间的可焊性能是高熵合金焊接未来发展的方向。
1.3 高熵合金作为焊缝填充材料的焊接
在高熵合金用作焊缝填充材料方面的文献信息统计如表3 所示, 发现CrMnFeCoNi 高熵合金是最常用的焊缝填充材料,这是由于关于Fe-Co-Cr-Ni-Mn 系高熵合金的研究最为成熟,该合金的微观组织与力学性能特征较明确。 Ding 等[49-50]以CrMn-FeCoNi 高熵合金为焊缝过渡层材料实现了Cu与Ti 异种金属的扩散焊连接。 郭嘉宝等[51]采用Fe6V37Ni27Cu30和Fe6Cr30Ni34Cu30高熵合金作为过渡层材料实现了钛合金TA2 与Q235 钢及0Cr18Ni9之间的电阻点焊连接, 发现焊料为Fe6Cr30Ni34Cu30时焊缝的气孔与裂纹较少。 Zhang 等[52]用钛和Fe-CoNiCrCu 作为复合焊缝填充材料实现了ZrB2-SiCC 陶瓷和GH99 高温合金的感应钎焊连接。 Liu等[53]通过多种纯金属粉末制备了CrMnFeCoNi 混合粉末, 通过激光填粉焊接实现了304不锈钢与SMA490BW[53]、Q235 钢[54]、铝合金[55]之间的对接连接。 此外,Liu 等[56]采用CrMnFeCoNi 混合粉末为单一焊缝填充材料,实现了钛/钢复合板的有效连接。
表3 显示在高熵合金作为焊缝填充材料的研究中,被焊材料厚度主要为1~3 mm。如Bridges 等[57]用NiCuCoFeMn 高熵合金作为焊缝填充材料实现了1.5 mm 厚的镍基高温合金激光钎焊连接。Hamed等[58]采用厚度为0.4,0.7 mm 和1 mm 的Al0.5FeCoCrNi为过渡层材料, 通过电阻点焊实现了1 mm 厚6061-T6 铝合金与3 mm 厚ST-12 碳钢的连接,发现铝/高熵合金界面处存在复杂的金属间化合物,但在钢/高熵合金界面处不存在金属间化合物。 此外,被焊母材厚度为4~5 mm 的文献也有报道,如Yang等[59]采用CoFeNiCrCuTix为填充材料实现了厚度为4 mm 的ZrB2-SiC 与Nb 之间异种金属的钎焊连接,钎焊工艺为1 160 °C 下保温60 min 时, 发现填充材料中Ti 元素含量增加使钎焊接头的剪切强度显著降低。 目前,高熵合金作为焊缝填充材料时被焊板材厚度大于5 mm 的研究未见公开报道。

表3 高熵合金作为填充材料的焊接工艺及接头力学性能数据统计汇总Tab.3 Statistical summary of the welding process and mechanical properties of the welded joints by using high-entropy alloys as filler materials
分析上述文献可知,以高熵合金为焊缝填充材料的焊接方法主要为激光焊,同时也包括把高熵合金作为钎料或中间层箔带的电阻焊或扩散焊,其中激光焊主要适用于被焊板材厚度较薄时(1~3 mm),而钎焊或扩散焊主要应用于焊板材厚度较厚时(3~5 mm)。 对焊缝填充材料的种类而言, 主要为Fe-Co-Cr-Ni-Mn 系高熵合金。 当设计高熵合金钎料是需考虑钎料的熔点温度,以及钎料与被焊材料的润湿性。 对激光高熵化填粉焊接而言,焊接时母材易发生局部熔化诱导焊缝稀释,进而改变了初始设定的高熵化焊缝金属成分。 如何设计出适用于不同材料的高熵化焊缝填充材料是目前的难点。 此外,设计出更多种类的高熵合金焊缝填充金属以及开展更广泛的焊接工艺研究是未来发展的方向。
这时候,我们也会发现,文化层次的高低、是否功利、阅读内容的优质与否,这些因素还是在一定程度上极大的影响到阅读主体选择深阅读还是浅阅读,但不足以成为判断标准。如果把这些作为判断标准,就会引起大众对深浅阅读的理解歧义,不能正确对待之。同样,也正因为这些因素的影响大,所以造成大家在理解深浅阅读时,会以这些因素为标准,选择合适的阅读方式。
2 微观组织
2.1 焊缝晶粒形貌
Nam 等[64]研究了CoCrFeMnNi 高熵合金同种材料焊接后焊缝的微观结构,发现焊缝晶粒主要包括树枝晶与柱状晶,枝晶臂间距的平均值为4±1 μm,柱状晶尺寸约为30 μm。该团队还发现激光焊接速度对高熵合金的焊缝晶粒尺寸有重要影响, 当焊接速度从6 m/min 增加至10 m/min 时, 焊缝的枝晶臂间距减小,焊缝力学性能提高[65]。 Fan 等[66]发现CoCrCuFeNi 高熵合金激光焊接时, 由于Cu 与Fe,Co,Ni 和Cr 等原子的键能较小, 元素Cu 易偏析到枝晶间。 通过熔池搅动和晶粒细化,Cu 元素在晶界偏析的现象能够得到缓解。 Qin 等[67]研究了搅拌摩擦焊接工艺参数对CoCrFeNi 高熵合金微观组织的影响,发现搅拌工具的旋转速度越大,搅拌区晶粒尺寸越大。
高熵合金与其它金属焊接时,焊缝晶粒形貌与同种高熵合金焊接相似。焊缝边缘主要为柱状晶或树枝晶,而焊缝中心主要为等轴晶。 赵丹等[42]用电子束焊接铜与高熵合金时焊缝主要包括树枝晶与柱状晶,电子束偏束距离对焊缝金属的熔合比有重要影响, 当电子束从高熵合金侧往铜侧偏移时,焊缝中Cu 元素含量明显增多, 并对焊缝区组织形貌产生很大的影响, 所有试样焊缝区都为FCC 型固溶体, 且在高熵合金界面处产生富铜相。Sokkalingam 等[48]研究了Al0.1CoCrFeNi 高熵合金与304 焊缝的微观结构,发现靠近高熵合金的焊缝区为外延柱状枝晶,而304 侧的焊缝区晶粒非外延生长,焊缝中心主要为细小的等轴枝晶。 将高熵合金作为焊缝填充材料所得焊缝组织与上述一致。郭嘉宝等[51]采用Fe6V37Ni27Cu30为过渡层材料实现了TA2与Q235 钢的电阻点焊连接, 熔核区与母材具有良好的过渡,且主要以鱼骨状枝晶为主,但在熔核区与Q235 钢侧过渡界面生成了金属化合物,并导致拉伸试样在该区域发生断裂。 而采用相同过渡层材料电阻点焊TA2/0Cr18Ni9 接头中,熔核区由细长树枝晶与等轴晶共同组成,熔核区无多相结构。 Liu 等[53]以CrMnFeCoNi 和CrFeNi2.4Al0.6作为填充材料,通过激光填粉焊接实现了SM490BW 与304 不锈钢异种金属连接, 发现靠近母材/焊缝界面的焊缝区为柱状晶,而焊缝中心均为等轴晶(见图1),且不同的焊缝填充材料对焊缝晶粒形貌影响不大。

图1 CrMnFeCoNi 为焊缝填充材料焊接SM490BW 与304 不锈钢异种金属焊缝区微观结构[53]Fig.1 Microstructures in the welding zone of the dissimilar joint of SM490BW steel and 304 SS welded by using CrMnFeCoNi filler metal powders[53]
可见,高熵合金应用于焊接领域时焊缝边缘通常为柱状晶与树枝晶, 而焊缝中心主要为等轴晶。焊接时焊接热源能改变焊缝区的元素分布、晶粒形貌,且焊接时母材熔化使母材元素熔入焊缝区,对焊缝物相结构产生显著影响[53]。 如何设计出恰当的高熵合金焊缝填充材料,并探索出焊接工艺、填充材料与焊缝组织之间的内在关联是未来的发展方向。
2.2 焊缝相结构
高熵合金最大特点是形成简单固溶体相,焊后物相结构对焊接接头的力学性能有重要影响,因此焊缝相结构是高熵合金焊接研究的重要对象。 在同种高熵合金焊接中,Sokkalingam 等[16]发现Al0.5CoCrFeNi 高熵合金的氩弧焊焊缝金属为FCC+BCC 的双相结构,但与母材的相结构相比,焊缝金属中FCC 相含量增加,而BCC 相含量减少。 吴小盼等[46]在CuCoCrFeNi 与AlCoCrFeNi 异种高熵合金焊接中发现,CuCoCrFeNi 为单一FCC 相结构,Al-CoCrFeNi 为BCC+B1 双相结构,焊缝金属也形成了多主元高熵结构, 焊缝金属的相结构主要为BCC+B2 相。 刘玉林等[40]在CoCrFeMnNi 高熵合金与铜真空扩散焊连接中, 发现Cu/高熵合金界面附近形成了FCC 型固溶体反应层, 且无金属间化合物的产生。 但在CoCrFeMnNi 高熵合金与铝的连接界面中形成了脆性金属间化合物,且随着焊接温度的升高,界面金属间化合物由岛状逐渐长大形成层状, 金属间化合物层厚度达2.3 μm 时,界面处出现裂缝。
Zhang 等[52]采用Ti/FeCoNiCrCu 为复合钎料实现了ZSC 陶瓷和GH99 高温合金的钎焊焊接,发现钎缝区存在高熵效应,形成了固溶体组织,并没有产生金属间化合物。 Liu 等[54]设计了5 种(CrMnFe)x(CoNi)y多主元焊缝填充粉末, 通过改变填充粉末的BCC 与FCC 组元比值,探索填充粉末中BCC 与FCC 的成分配比对焊缝相结构与力学性能的影响规律。 发现填充粉末中BCC 形成元素含量增加,将促进焊缝BCC 相的生成, 尤其是当填充粉末中BCC 组元原子百分比超过50%时,焊缝区的硬度值急剧上升,如图2 所示。 通过改变高熵化焊缝填充材料的BCC 和FCC 组元含量比值, 能够实现焊接接头强度和塑性的有效控制。Liu 等[53]又以高熵合金粉末CrMnFeCoNi 和CrFeNi2.4Al0.6作为填充材料,通过激光填粉焊接SM490BW 与304 不锈钢发现,焊接时母材局部熔化使大量的母材元素熔入焊缝,显著改变了焊缝熔池的高熵化环境,但是可以通过调控焊缝的坡口形式,改变焊缝金属的熔合比,使焊缝获得较理想的力学性能与耐腐蚀性能[60]。

图2 (CrMnFe)x(CoNi)y 多主元焊缝填充粉末焊接Q235 与304 不锈钢焊缝XRD 图与硬度分布图[54]Fig.2 XRD patterns and microhardness of the weld zones for various dissimilar joints of 304 SS/Q235 CS welded by using (CrMnFe)x(CoNi)y filler metal powders[54]
Liu 等[55]采用CoZnCuMn0.8Si0.2和CrMnFeCoNi两种填充粉末实现了6061 铝合金与304 不锈钢之间的异种金属焊接,发现两种多主元粉末所得焊缝都形成了高熵效应,能够显著抑制焊缝Fe-Al 金属间化合物的产生。 高熵化焊接接头在铝侧热影响区几乎不存在Fe-Al 金属间化合物,而非高熵化的Al-12Si 焊料所得接头铝侧热影响区存在大量Fe-Al 金属间化合物,如图3 所示。 此外,CoZnCuMn0.8Si0.2和CrMnFeCoNi 两种焊接接头在铝合金侧存在一个宽度为10~20 μm 不完全混合区, 该区域没有形成高熵效应,产生了亚微米级(0.74~1.02 μm)的Fe-Al金属间化合物; 而Al-12Si 焊料所得接头中Fe-Al金属间化合物尺寸很大,约为11.8 μm[55]。

图3 铝-钢异种金属焊接接头铝/焊缝界面微观组织与元素分布[55]Fig.3 Microstructure and element distribution of Al/WZ interface in Al-steel dissimilar metal joints[55]
分析可知,无论是高熵合金作为被焊板材还是作为焊缝填充材料,都能在一定程度上抑制焊缝金属间化合物的产生,但是否能够完全消除金属间化合物与诸多因素有关。 目前研究高熵合金焊缝的微观结构,尤其是关于焊缝相结构、相组成的文献报道较少,所涉及到的被焊金属体系较为有限,所用的焊接方法、焊接工艺不够丰富。 许多文献指出,焊缝填充材料的元素种类与含量对高熵化焊接接头的力学性能有重要影响。 如何从高熵合金形成的热力学与动力学角度出发,设计出合适的高熵化焊缝填充材料,探索出更加丰富、全面的焊接工艺,揭示出填充材料、焊缝组织与接头性能的内在关系是高熵合金焊接领域未来的发展方向。
3 焊缝硬度
3.1 高熵合金与高熵合金焊接接头的显微硬度
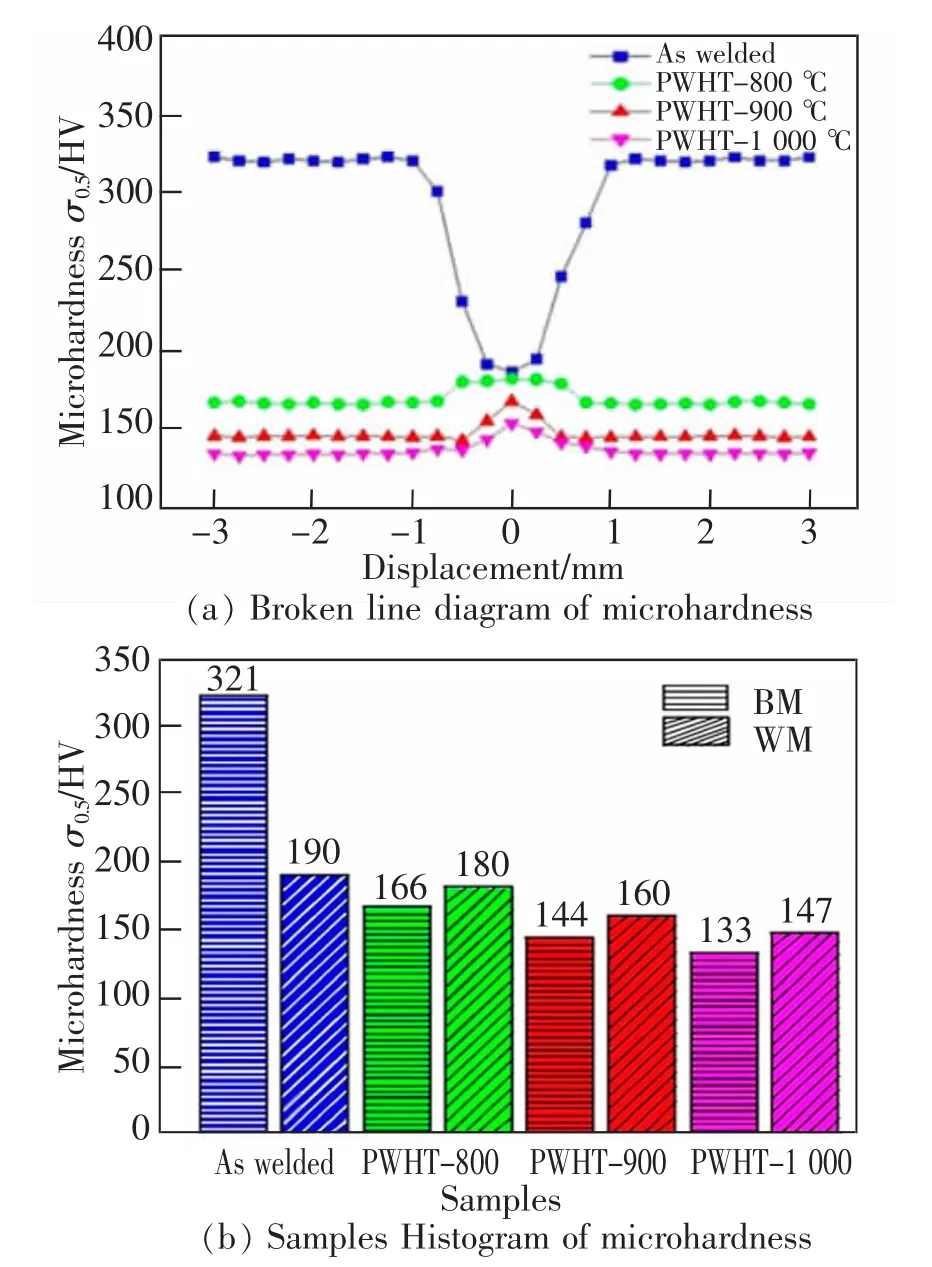
图4 电子束焊接及焊后热处理对冷轧态CoCrFeMnNi 高熵合金显微硬度的影响规律[26]Fig.4 The effect of electron beam welding and post-weld heat treatment on the microhardness of cold-rolled CoCrFeMnNi high-entropy alloy[26]
3.2 高熵合金与其它金属焊接接头的显微硬度
表2 显示高熵合金与其它合金异种金属焊缝的硬度值普遍介于两种被焊材料显微硬度之间。 李娟等[44]通过扩散焊实现了CoCrFeNiCu 高熵合金与304 不锈钢异种金属连接, 发现焊缝显微硬度为190~200 HV,高于CoCrFeNiCu 高熵合金母材的153~180 HV,略低于304 不锈钢母材的193~233 HV。赵丹等[42]通过电子束焊接CoCrFeMnNi 高熵合金与Cu,发现焊缝区硬度为130~190 HV,低于高熵合金母材(160~190 HV)而高于Cu 母材(70~80 HV)。Adomako等[36]研究了冷轧态CoCrFeMnNi 高熵合金与双相不锈钢异种金属对接焊缝的显微硬度分布规律,发现靠近高熵合金侧焊缝区为180 HV, 而靠近双相不锈钢侧焊缝为168 HV。 但焊缝区硬度都低于CoCrFeMnNi 高熵合金及双相不锈钢母材的硬度值(分别为320 HV 与250 HV)。 但经过焊后热处理后,CoCrFeMnNi 高熵合金母材的显微硬度急剧下降,而焊缝区硬度几乎不变[36],如图5 所示。 对热轧态CoCrFeMnNi 高熵合金与双相不锈钢异种金属搭接焊缝而言, 焊缝区硬度分布与对接接头完全不同。 双相不锈钢对应焊缝层的显微硬度因铁素体含量增加而升高,最高可达260 HV;但高熵合金对应焊缝层硬度与其母材相似,约为164 HV[37]。 此外,有部分学者采用纳米压痕仪测量高熵合金与其它金属钎焊或扩散焊接界面的硬度值, 发现结合界面处的硬度值可达6.0 GPa。 Du 等[43]发现Al5(TiZrHfNb)95与Ti2AlNb 扩散焊接界面处的硬度值可达9.0 GPa。
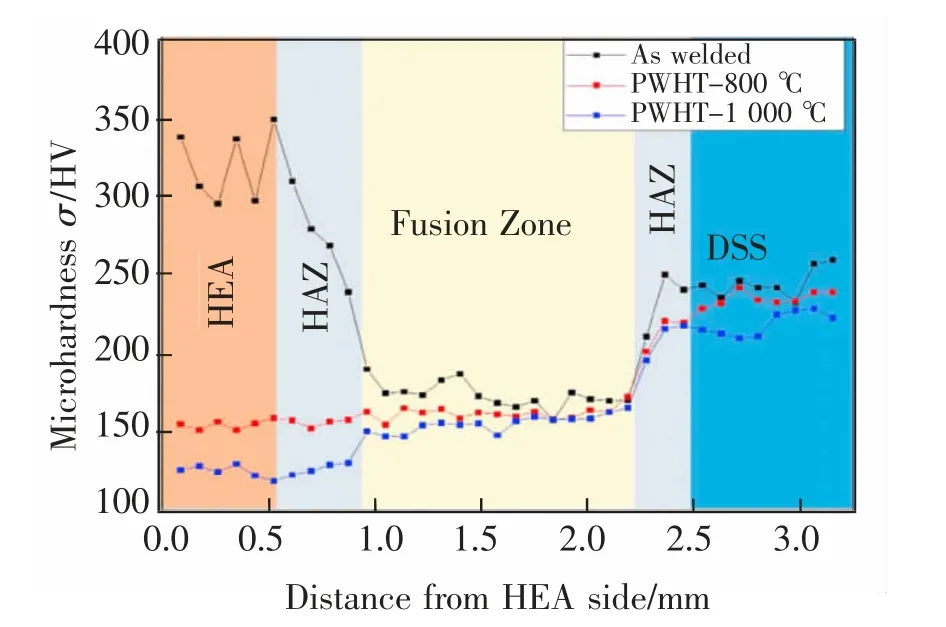
图5 焊后热处理对冷轧态CoCrFeMnNi 高熵合金与双相不锈钢异种金属激光对接焊缝显微硬度分布的影响规律[36]Fig.5 Effect of post-weld heat treatment on the microhardness distribution profiles of the welded joints between cold-rolled CoCrFeMnNi high-entropy alloy and duplex stainless steel[36]
3.3 高熵合金作为焊缝填充材料的焊接接头显微硬度
表3 显示高熵合金作为焊缝填充材料的焊接接头焊缝区硬度普遍高于母材。 Bridges 等[57]研究了以NiCuCoFeMn 高熵合金为焊缝填充材料的镍基高温合金激光钎焊接头硬度分布特征,发现焊接之前高熵合金钎料的显微硬度为93 HV,焊接后高熵合金硬度显著上升至304~410 HV。 由于温度梯度和冷却速率的不同,焊缝区上部硬度都高于焊缝区下部硬度,且焊缝硬度最大值靠近上层母材/焊缝结合处。Liu 等[53]发现高熵化焊缝填充材料的化学成分对焊缝硬度有重要影响,304 不锈钢/SMA490BW 钢激光填粉焊接时,CrMnFeCoNi 焊料所得焊缝硬度远高于两种母材,约为304 不锈钢母材的两倍,而Cr-FeNi2.4Al0.6焊料所得焊缝硬度为304 不锈钢母材的0.75 倍。 Liu 等[54]发现高熵化焊料中BCC 与FCC 形成元素含量对焊缝显微硬度有重要影响,当焊料中BCC 与FCC 组元含量比值为9∶1 时,焊缝内形成较多的BCC 相,使焊缝硬度从125 HV 剧增至295 HV(见图2(b))。 此外,Liu 等[53]发现激光高熵化焊接时母材局部熔化可显著改变焊缝熔池的热力学环境,影响焊缝的物相结构及焊缝硬度。 在CoCrNiMnAl0.6Ti0.3Si0.1焊料焊接304 不锈钢/SMA490BW 钢异种金属时,焊前试样开V 型坡口可以使焊缝区硬度从~165 HV 上升至~220 HV[60]。而在TA1/Q345 钛钢复合板高熵化焊接中, 由于大量Ti 元素溶入焊缝中, 焊缝区显微硬度高达~841 HV, 焊缝区硬度是Q345 钢母材硬度的4.5 倍[56]。
综上所述, 分析高熵合金焊接相关的文献发现,焊缝区硬度主要与高熵合金材料及所选焊接方法有关, 且不同焊接接头的显微硬度具有较大差别,其中将高熵合金作为焊缝填充材料所得接头焊缝具有最高的硬度值,这主要是由于焊缝区形成了高熵效应,强烈的晶格畸变使高熵化焊缝金属硬度升高。 高熵合金作为被焊材料时,尤其是同种高熵合金材料时,焊缝区硬度普遍高于母材,这主要是由于焊缝晶粒细化产生的强化效果。 此外,焊料的元素成分、母材熔化量,可显著改变焊缝熔池的热力学环境,影响焊缝区的相组成、结构,并对焊缝区显微硬度产生巨大影响。 如何设计高熵化焊缝填料的化学成分、调控焊缝金属的熔合比,进而实现高熵合金焊缝区硬度的精确控制是未来的研究方向。
4 力学性能
4.1 高熵合金与高熵合金焊接接头的力学性能
表1 显示同种高熵合金焊接接头的力学性能普遍较好,接头拉伸强度系数普遍可达母材的80%以上。Wu 等[18]对比分析了CoCrFeMnNi 高熵合金的电子束焊及钨极氩弧焊两种焊接接头的拉伸强度,发现钨极氩弧焊接头强度系数为83.7%, 而电子束焊接接头强度系数可达97.5%, 这主要是由于电子束焊接能量密度大、焊接速度快,使得电子束焊接接头焊缝区晶粒尺寸更加细小。Sokkalingam 等[16]研究了Al0.5CoCrFeNi 高熵合金氩弧焊接接头的拉伸加工硬化行为,发现焊接接头的抗拉强度约为689±20 MPa, 接头强度系数可达81%~89%(见图6(a)),拉伸试样断裂在热影响区。 研究焊缝微观组织发现, 焊接过程使合金元素分布发生了较大改变, 使合金BCC 相含量从母材试样的体积分数为24%降低至焊缝区2.2%。 焊缝区BCC 相含量的下降使接头试样的初始加工硬化率仅为母材试样的一半,如图6(b)所示,且母材试样存在明显的孪晶诱导强化阶段(B 区域),但接头试样几乎不存在孪晶诱导强化阶段[16]。

图6 锻造态Al0.5CoCrFeNi 高熵合金钨极氩弧焊接头拉伸性能Fig.6 Tensile properties of the GTA welded joint of Al0.5CoCrFeNi high-entropy alloy
Nam 等[69]研究激光焊接铸态与轧态CoCrFeMn-Ni 高熵合金的接头抗拉强度,发现铸态试样的接头强度与铸态母材拉伸强度相似,拉伸时试样断裂在热影响区或母材区。 但轧态试样的接头强度低于轧态母材拉伸强度,强度系数约为90%,且焊接速度对接头抗拉强度影响不大,接头拉伸试样在焊缝中心断裂。 焊后热处理能在一定程度上提高焊接接头的拉伸强度, 但断裂位置不发生改变[26]。 Shaysultanov 等[70]研究了CoCrFeNiMn 高熵合金搅拌摩擦焊接接头的拉伸性能,发现由于焊缝晶粒尺寸的显著细化,接头抗拉强度最高可达698 MPa,高于母材试样的683 MPa;但接头断裂延伸率为31%,仅为母材试样的一半。Lin 等[31]研究了Al0.3CoCrCu0.3FeNi 高熵合金搅拌摩擦焊接接头的拉伸性能,发现母材试样的拉伸强度为581 MPa, 而焊接接头试样的拉伸强度为589 MPa, 但仅在搅拌区取的微小试样拉伸强度最高可达1 037 MPa。 此外, 发现Al0.3CoCr-Cu0.3FeNi 高熵合金的屈服强度符合Hall-Petch 关系, 即σ=σ0+Kd-1/2, 其中σ0为196 MPa,K 为644 MPa·μm1/2[31]。 可见,同种高熵合金的可焊性较好,焊接接头力学性能较为理想。
4.2 高熵合金与其它金属焊接接头的力学性能
高熵合金与其它金属焊接接头的力学性能与被焊金属材料密切相关。 表2 显示高熵合金与钢异种金属焊接时,接头拉伸强度较高。 如Wang 等[35]发现CoCrMnFeNi 与304 不锈钢异种金属的钎焊接头抗拉强度达515 MPa。 刘玉林等[39-40]发现在钎焊工艺恰当时这两种材料的异种金属接头抗拉强度最高可达585 MPa,此强度值与Adomako 等[36-37]报道的CoCrFeMnNi 与双相不锈钢异种金属的激光焊接接头强度值相似。 高熵合金与铜合金的异种金属焊接接头拉伸强度为200~225 MPa,如表2 所示。 赵丹等[42]利用电子束焊成功实现了CoCrFeMnNi 与Cu的异种金属连接,发现电子束偏束距离对接头拉伸性能有影响, 当偏束距离为0.6 mm 时接头抗拉强度达到最大值225 MPa。 当焊接速度为1 200 mm/min时拉伸试样断裂在焊缝区,当焊接速度降低为1 000 mm/min 和800 mm/min 时试样断裂在铜侧。刘玉林等[40]发现CoCrFeMnNi 与Cu 的扩散焊接头强度能达到224 MPa。
高熵合金与钛合金异种金属焊接接头的力学性能与焊接工艺参数密切相关。 Peng 等[45]研究了扩散焊接温度对Al5(HfNbTiZr)95与TC4 异种金属焊接接头剪切强度的影响规律, 发现Al5(HfNbTiZr)95与TC4 异种金属焊接接头剪切强度在55.5~777 MPa 范围内,扩散焊接温度对接头剪切强度起决定性的作用,在5 MPa 压力下当焊接工艺为950 ℃保温60 min 时,接头剪切强度达到最大值。 表2 显示高熵合金与铝合金异种金属焊接接头强度最低。 刘玉林等[40]发现CoCrFeMnNi 与1060 铝合金扩散焊接接头抗拉强度为105 MPa, 接头断裂延伸率仅为1.8%,这主要是由于在焊接界面形成了Al79.5(CrMn FeCoNi)20.5型脆性金属间化合物, 且金属间化合物随着温度升高由岛状逐渐长大形成层状结构。 唐顺利等[41]采用CMT 实现了CoCrFeMnNi 与1060 铝合金异种金属焊接,接头抗拉强度为70.5 MPa。 Tsao等[21]采用活性焊接实现了Al0.3CrFe1.5MnNi0.5与6061铝合金焊接,接头剪切强度为15.7 MPa。
4.3 高熵合金作为焊缝填充材料焊接接头的力学性能
高熵合金作为焊缝填充材料焊接接头的力学性能与被焊材料密切相关, 当被焊材料为异种钢时,接头抗拉强度可达700~860 MPa。 Liu 等[53]发现采用CrMnFeCoNi 为焊缝填充材料焊接304 不锈钢与SMA490BW 钢时, 接头抗拉强度可达859 MPa,试样在母材发生断裂; 当焊缝填充材料为Cr-FeNi2.4Al0.6时接头抗拉强度为769 MPa。 此外,Liu 等[60]发现被焊钢板焊前是否开坡口,可以改变焊缝的晶粒结构,影响焊缝区相结构,对焊缝区硬度有显著影响, 但对接头拉伸强度影响不大, 接头强度为698~711 MPa,两种试样都在焊缝区发生断裂。研究发现通过调控焊缝填充材料中的BCC 与FCC 形成元素的含量对接头拉伸强度有影响,焊料中过多的BCC 与FCC 形成元素都不能使焊接接头获得最佳的拉伸强度与抗弯强度, 当BCC 与FCC 形成元素含量比值为5∶5 时接头的综合力学性能最佳[54]。
高熵合金常作为异种金属过渡层材料,通过钎焊或扩散焊实现钛/钢或铜/钢异种金属连接, 此时接头力学性能普遍较差。 如刘玉林等[40]以CoCr FeMnNi 为过渡层材料实现了Cu 与304 不锈钢的扩散焊连接,接头抗拉强度最高为150 MPa,试样断裂在焊缝区。 贾晨等[62]以CuA1SnAgBi 高熵合金为填充材料, 通过高频感应钎焊实现了TA2 与Q235异种金属连接,接头抗拉强度约为195 MPa,拉伸试样断裂在Q235 一侧。 郭嘉宝等[51]以Fe6V37Ni27Cu30为过渡层材料, 实现了TA2 与Q235、TA2 与0Cr18Ni9两组异种金属的电阻点焊连接,接头剪切强度分别为202 MPa 与144 MPa, 两组试样均断裂在焊缝区。Zhang 等[52]以Ti/FeCoNiCrCu 复合填充材料焊接ZrB2-SiC-C 陶瓷与GH99 高温合金,焊接接头抗剪切强度为71 MPa。
分析上述文献中各种焊接接头的力学性能发现,同种高熵合金焊接接头强度普遍较高,接头强度系数可达80%以上。 高熵合金与其它金属焊接接头的力学性能与被焊材料密切相关,当被焊材料为高熵合金与钢时,接头拉伸强度通常在500 MPa 以上;高熵合金与Al 的焊接接头强度最低,普遍低于120 MPa。 高熵合金作为焊缝填充材料焊接异种钢接头力学性能良好,但用于焊接钛/钢、铜/钢异种金属接头强度较低。 整体而言,高熵合金应用于焊接领域的文献不够丰富,相关的焊接方法、工艺参数、填充材料种类不齐全,关于高熵合金焊接接头的强化机理研究不充分,调控焊缝强韧性、改善接头力学性能的报道较缺乏。
5 结束语
1) 国内外学者对Co-Cr-Mn-Fe-Ni 系高熵合金的组织与性能较成熟,关于Co-Cr-Mn-Fe-Ni 系高熵合金的焊接性能研究最多,包括高熵合金作为被焊母材或焊缝填充材料,而其它系列的高熵合金研究较少。 高熵合金与其它金属异种材料焊接时,其它金属主要以304 不锈钢、Al、Cu 等为主。开展更多种类的高熵合金与其它传统金属如铝、铜、钛、钢等材料之间的可焊性研究,对促进高熵合金在工程实际中的运用具有积极作用,这也是未来高熵合金焊接的主要方向之一。 就焊接方法而言,高熵合金焊接主要采用激光焊,其次是扩散焊。 对比不同焊接方法、不同工艺参数对高熵合金焊接接头成型性能影响的研究较少。 开展更多种类的高熵合金焊接及更多宽泛的焊接工艺研究是未来发展方向之一。
2) 高熵合金焊缝中心主要为等轴晶,焊缝边缘主要为柱状晶与树枝晶。 焊缝填充材料与焊接工艺参数对焊缝物相结构有重要影响。 如何从高熵合金形成的热力学与动力学角度出发,调控高熵合金焊缝微观结构,这是高熵合金焊接领域未来发展的重要方向。
3) 高熵合金焊缝区硬度普遍高于母材。 在同种高熵合金的焊接中, 焊缝晶粒细化是显微硬度升高的主要原因。 焊缝填料的元素成分、母材局部熔化量可显著改变熔池的热力学环境, 影响焊缝区的相结构与相组成, 并对焊缝区显微硬度产生巨大影响。
4) 同种高熵合金焊接接头力学性能普遍较高,而高熵合金与铝合金异种金属焊接接头强度最低。高熵合金作为焊缝填充材料焊接异种钢接头力学性能良好,但用于焊接钛/钢、铜/钢异种金属接头强度较低。 目前高熵合金应用于焊接领域的文献报道不多,相关的焊接方法、工艺参数、填充材料种类不够丰富,关于高熵合金焊接接头的强化机理研究不充分,调控焊缝强韧性、改善接头力学性能的报道较缺乏。