GH3230合金TLP扩散焊工艺试验
2022-07-15张志强滕俊飞杨文静吕彦龙曲文卿
张志强,滕俊飞,杨文静,吕彦龙,曲文卿
(1.中国航空制造技术研究院,北京100024;2.北京航空航天大学,北京100191)
0 前言
随着国内高推重比发动机大力发展,航空发动机的燃气温度不断提高,对航空发动机燃烧室火焰筒及加力燃烧室的隔热屏的耐温性能、高温强度等要求进一步提高,需要更多高温性能优异的高温合金材料[1-3]。GH3230是一种固溶强化镍基高温合金,基体中具有高强度、耐高温和抗腐蚀性能的W+Mo+Cr合金元素,总含量超过35%,具有优异的强度、抗疲劳和抗高温氧化性能[4],是新一代航空发动机高温部件用重要材料。文献调研可知,与TIG焊、电子束焊、钎焊和扩散焊等方法相比,过渡液相(transient liquid-phase,TLP)扩散焊作为一种新型高质量焊接方法,更适合GH3230高温合金的焊接。TLP扩散焊过程是中间层熔化润湿母材,在焊接温度保温一段时间使固相线升高发生等温凝固,最后均匀化微观组织[5-6]。焊缝熔点比钎焊焊缝更高,能在更高温度下工作;焊接温度低于熔焊温度,对材料的热损伤更小;焊接过程中需要的压力远低于扩散焊,不会使材料发生变形,影响复杂结构零件的精度。
针对高温合金的TLP扩散焊技术国内外开展大量工作,Duvall等人[7]在焊接温度1 121 ℃保温16 h条件下对固溶强化高温合金Haselloy X进行TLP扩散焊接。焊接接头在871 ℃时的强度和断后伸长率均不低于母材。Tarai等人[8]使用粉末中间层对IN718高温合金进行了TLP扩散焊接,焊接得到的焊缝中包含多种未完全溶解的次生相和孔洞,硬度也较母材更低。已有的针对GH3230的钎焊和扩散焊的研究较少,而TLP扩散焊的文献没有报道[9-10]。非晶态中间层与膏状、粉末相比有独特优势,但使用非晶态箔带状中间层进行GH3230高温合金TLP扩散焊接的研究较少。
文中研制2种新型非晶态箔带状中间层,分析测试非晶态中间层的特性;开展GH3230合金TLP扩散焊工艺试验,重点探讨TLP工艺参数对接头组织与性能的影响。研究GH3230合金TLP扩散焊组织形成过程,确认液相扩大的最大宽度和完成等温凝固过程需要的时间。研究结果对GH3230合金的TLP扩散焊以及在航空发动机热端部件的工程应用提供了理论储备与技术支持。
1 试验方法
试验用母材GH3230镍基高温合金的成分见表1,微观组织主要由γ相组成,γ相是由Cr,Co,W,Mo和Ni元素组成的固溶强化相,碳化物弥散在γ相中,如图1所示。图中晶间碳化物A是以M23C6为主的碳化物,晶内碳化物B是以M6C为主的碳化物[11-12],电子探针元素分析结果见表2。母材强度经测定为909.89 MPa。

表1 GH3230高温合金成分(质量分数,%)

表2 碳化物相A和B的成分(质量分数,%)
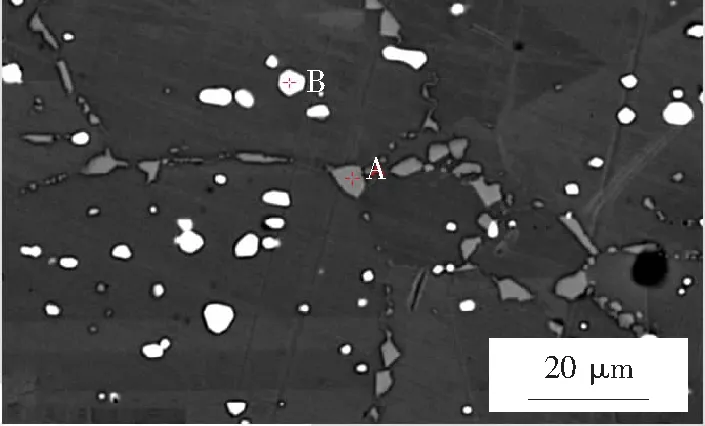
图1 GH3230母材中碳化物
中间层材料是以Ni为基体,保留GH3230主要合金元素,去除了Al和Ti元素,添加B和Si降熔元素。通过调整主要合金元素和降熔元素的含量设计了2种中间层成分(编号分别为1号中间层和2号中间层)。采用高纯度金属元素真空熔炼为液态合金,在惰性气体保护下采用单辊急冷法制成箔带状非晶态中间层,非晶态中间层箔带厚度比粉末中间层薄、致密而且均匀,成分更加均匀[13-15]。
TLP扩散焊温度与GH3230高温合金固溶处理温度(1 200 ℃)密切相关,选择1 180,1 200和1 220 ℃; 保温时间选用2,4和8 h; 焊态真空度为1.7×10-3Pa。微观组织分析试样为搭接试样,尺寸为10 mm×10 mm×1 mm和20 mm×20 mm×1 mm,力学性能测试试样为对接试样,尺寸为φ10 mm×20 mm;采用自主研制的工装进行装配,用钨棒加压,压力为0.1 MPa。
TLP扩散焊后对接头进行微观组织和力学性能测试。GH3230合金TLP接头金相试样用腐蚀液(10 mL HCl+2g CuSO4·5H2O+10 mL H2O)腐蚀5~6 s。用光学显微镜和扫描电镜进行微观组织观察,采用EDX和EMPA进行成分分析。采用万能试验机进行抗拉强度试验。
2 结果与分析
2.1 非晶态中间层基本性能
非晶态中间层的质量与特性(厚度、表面质量、熔化温度等)对高温合金TLP扩散焊具有明显的影响。1号中间层和2号中间层测得的厚度分别为0.025~0.03 mm和0.025~0.035 mm,均满足非晶态材料的厚度要求。2种中间层表面光滑,没有明显凹凸不平和颗粒,厚度均匀。2种中间层的DSC曲线如图2所示,在熔化阶段1号中间层有两个吸热峰,液相线温度更高。2种中间层的熔化区间分别为1 037.47~1 137.65 ℃和1 044.45~1 097.43 ℃,2种中间层固相线温度接近,液相线温度符合选定的焊接温度的需求。

图2 不同中间层DSC曲线
图3为焊接温度1 200 ℃保温4 h的焊缝组织形貌,GH3230合金TLP扩散焊接头由等温凝固区和扩散影响区组成。等温凝固区由1~2个固溶体晶粒组成,扩散影响区由尺寸较小的固溶体晶粒和弥散分布的碳化物相组成。1号中间层等温凝固区宽度大于2号中间层,但存在熔化不均匀造成的缺陷位置。
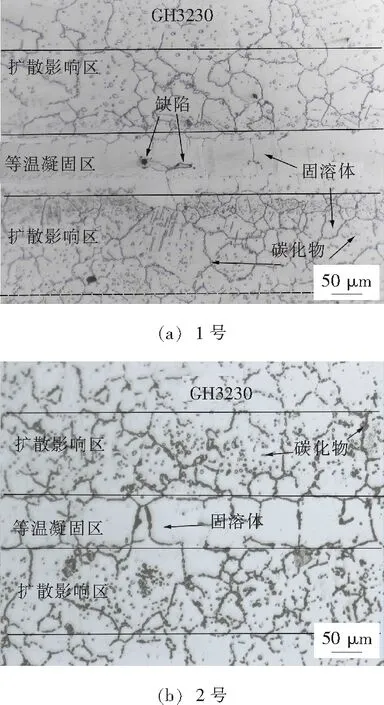
图3 焊接温度1 200 ℃保温4 h组织形貌
2.2 焊接温度对接头组织与性能的影响
TLP扩散焊接工艺参数对接头质量和性能影响明显,GH3230合金热处理温度为1 200 ℃,因此选择1 180,1 200,1 220 ℃,通过微观组织和接头强度进行优化。图4为保温时间4 h、不同焊接温度,分别采用1号和2号中间层TLP扩散焊接GH3230合金接头微观组织形貌。由图4可以清楚看出,焊接温度对不同中间层TLP扩散焊接头微观组织影响明显,当焊接温度为1 180 ℃时,1号中间层TLP焊缝中存在较多的孔洞缺陷,2号中间层形成的孔洞缺陷很少。随着焊接温度升高至1 200 ℃,1号中间层孔洞缺陷减少,2号中间层组织中孔洞缺陷消失。当焊接温度为1 220 ℃时,2种中间层TLP焊缝微观组织非常相似,没有出现孔洞缺陷。TLP扩散焊接头和母材区域的晶粒均发生明显的长大,等温凝固区ISZ宽度显著增加了25%。
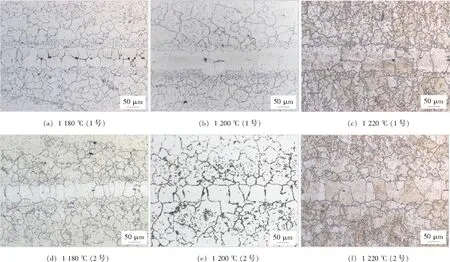
图4 保温4 h不同温度下3种中间层TLP扩散焊缝组织
表3为保温4 h不同焊接温度时1号和2号中间层室温抗拉强度的影响。3种焊接温度条件下,2号中间层TLP焊接接头抗拉强度都高于1号中间层。焊接温度升高,TLP焊接接头室温抗拉强度随之先提高后降低。在焊接温度1 200 ℃、保温4 h条件下2号中间层TLP扩散焊接头室温抗拉强度为887.68 MPa,达到了母材强度的97.6%。
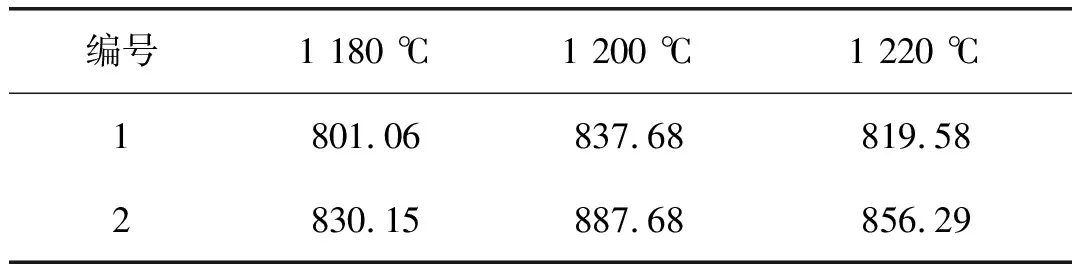
表3 不同焊接温度室温抗拉强度(MPa)
2.3 保温时间对接头组织和性能的影响
图5为焊接温度1 200 ℃,不同保温时间对焊缝组织的影响。在1 200 ℃焊接温度,保温2 h,1号和2号中间层TLP扩散焊焊缝等温凝固区都存在孔洞缺陷和凹陷,2号中间层缺陷相对于1号中间层更少。当保温时间增加到4 h,2号中间层等温凝固区组织均匀无缺陷。当保温时间增加到8 h,1号中间层等温凝固区组织均匀无孔洞缺陷和凹陷。2号中间层在不同保温时间下焊缝组织均优于1号中间层。
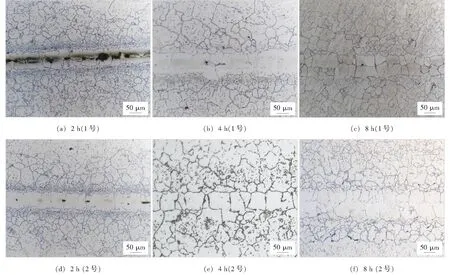
图5 焊接温度1 200 ℃不同保温时间对组织的影响
表4为焊接温度1 200 ℃,不同保温时间1号和2号中间层TLP扩散焊接头室温抗拉强度。不同保温时间对焊缝强度影响较大,保温时间由2 h增加到8 h;焊缝强度先增加后降低,在保温时间4 h时焊缝强度达到最大值。与焊接温度试验结果对比可得最优焊接参数为焊接温度1 200 ℃、保温4 h。
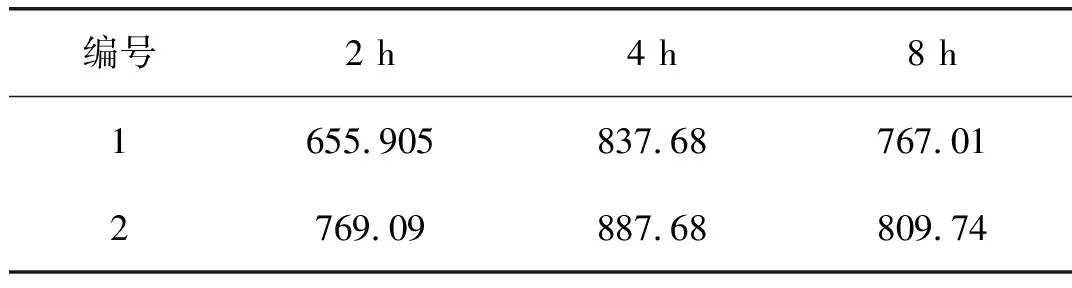
表4 不同保温时间抗拉强度(MPa)
图6为2号中间层焊缝弯曲90°形貌和局部放大,2号中间层焊缝晶粒承受90°弯曲未出现开裂。图7为焊接温度1 200 ℃保温4 h时,2号中间层获得最大抗拉强度的断口形貌,拉伸试样断裂的位置在母材。断口组织为典型的韧窝组织,在拉伸的过程中有明显的塑性变形。断裂机理为微孔聚集型断裂,如图7c所示,当固溶体晶粒产生明显塑性变形时,弥散分布的碳化物相变形量小于固溶体晶粒,碳化物产生的微孔聚集成为裂缝导致了断裂的发生。图7c焊缝中等温凝固区晶粒发生明显塑形变形,但并没有出现裂缝。
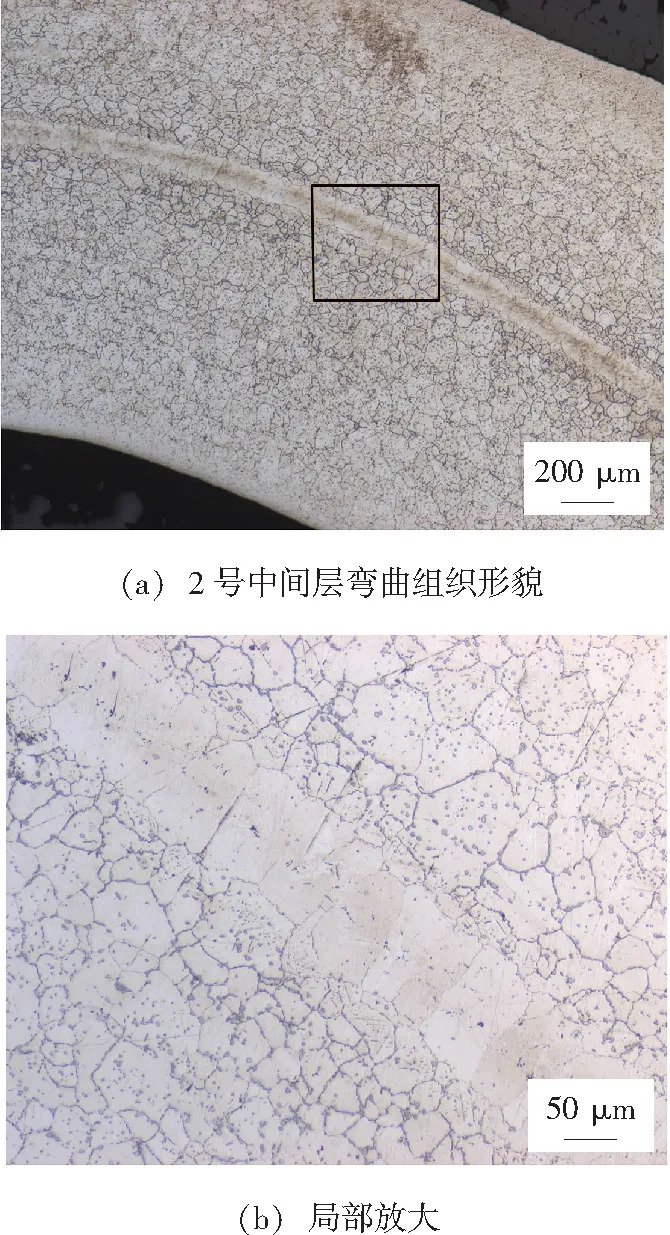
图6 焊缝弯曲形貌
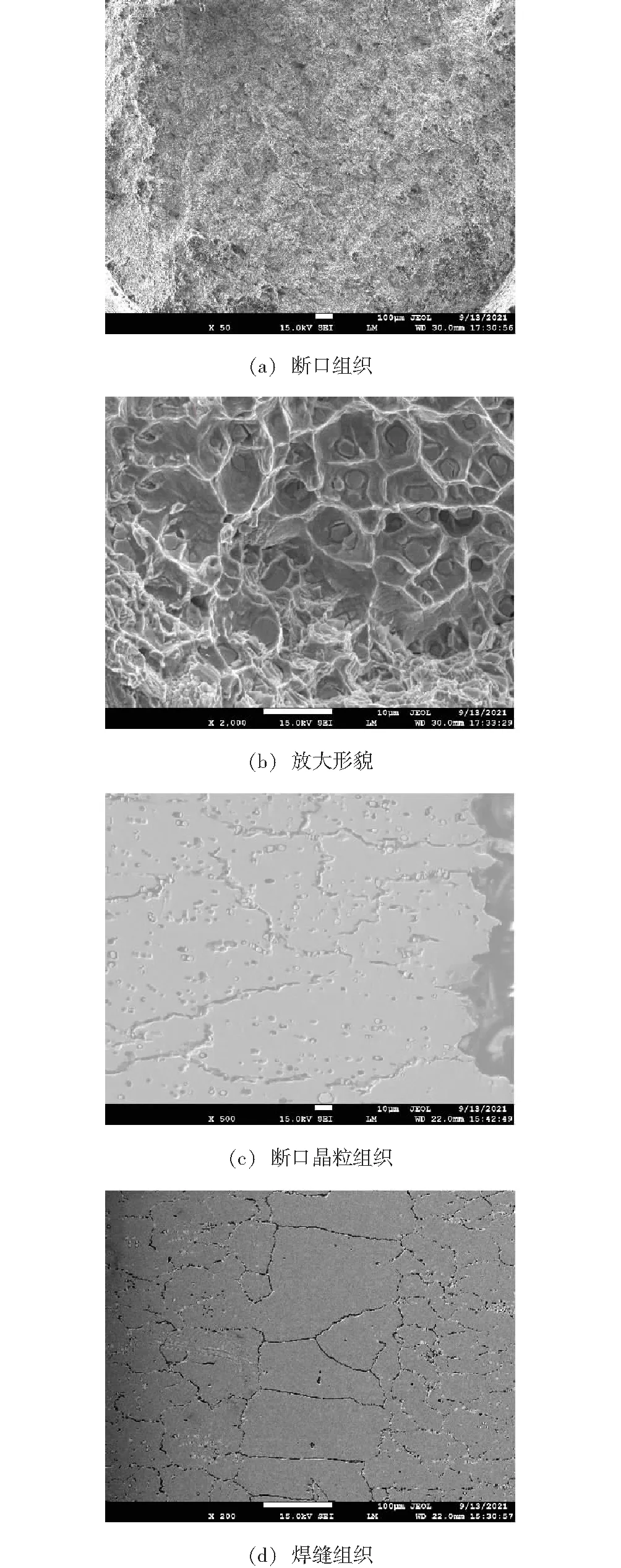
图7 焊接温度1 200 ℃保温4 h
2.4 TLP扩散过程
图8和图9为焊接温度1 180 ℃不同保温时间焊缝组织形貌和对应的EMPA点扫描元素分布。GH3230合金TLP过程包含熔化阶段、液相扩大阶段、等温凝固阶段和均匀化4个阶段。保温0.5 h时已经完成了熔化阶段,等温凝固区中存在大量化合物;元素分布不均匀,焊缝中心元素含量与中间层含量相近。随保温时间延长化合物逐渐减少,元素分布趋于均匀。保温2 h时只存在零星化合物,且形成大量的固溶体晶粒,液相扩大到最大液相宽度约70 μm;焊缝中心等温凝固未完成,形成了不同的组织。保温时间延长到4 h时,等温凝固过程完成,形成了完整均匀的固溶体晶粒;焊缝中除Co元素以外的元素分布均匀,等温凝固阶段在2~4 h范围内完成。

图8 2号中间层保温时间0.5和1 h
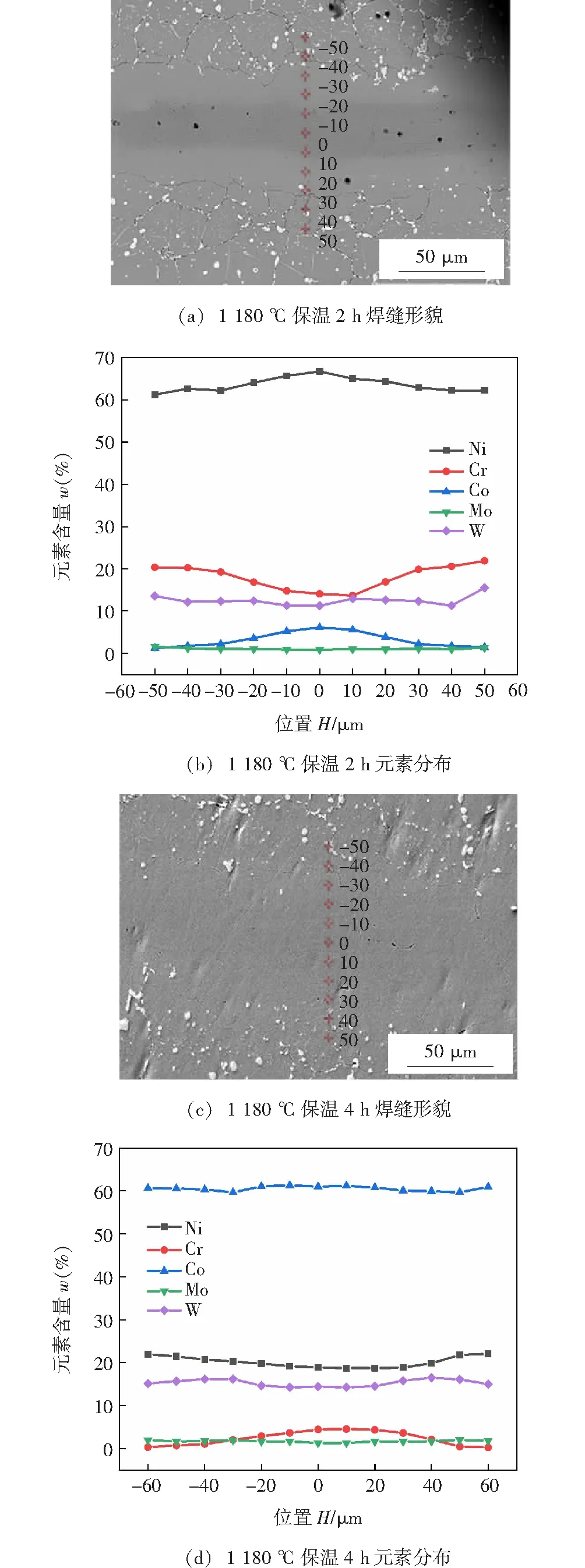
图9 2号中间层保温时间2和4 h
Co元素主要分布在等温凝固区中,保温时间延长到4 h时仍只有极少量扩散入母材。等温凝固区中Cr和W元素由于母材中元素熔入,在保温时间延长时含量升高,在保温时间4 h时含量与母材含量一致。
3 结论
(1)GH3230合金经过TLP扩散焊接之后的焊缝组织由等温凝固区、扩散影响区以及母材组成。等温凝固区由固溶体组成,热影响区由固溶体和弥散分布的碳化物组成。
(2)焊接温度和保温时间对TLP焊接质量和性能有明显影响。在保温4 h条件下,TLP扩散焊接头强度随焊接温度升高,先增加后降低,1 200 ℃可以获得最高室温强度;在温度1 200 ℃条件下,TLP扩散焊接头强度随保温时间增加呈先增加后降低,在保温4 h达到最高的强度。
(3)GH3230高温合金TLP扩散焊最佳规范是:采用2号中间层、焊接温度1 200 ℃、保温时间4 h,压力0.1 MPa。在此工艺参数接头室温抗拉强度为887.68 MPa,达到了母材强度(909.89 MPa)的97.6%,且经受90°弯曲未发生开裂。
(4)在最佳工艺参数的条件下断裂发生在GH3230合金母材,断裂机理为微孔聚集型断裂,微孔的成因为固溶体晶粒产生明显塑性变形,弥散分布的碳化物相变形量小于固溶体晶粒。
(5)焊接温度1 180 ℃时,GH3230合金TLP扩散焊过程中,液相扩大最大宽度为70 μm,等温凝固阶段完成的时间在2~4 h。Co元素分布在等温凝固区,极少扩散进入母材,Cr和W元素在等温凝固完成后含量与母材一致。
