环焊接头强度对高应变海洋管道轴向承载能力的影响
2022-07-15何小东李为卫吉玲康池强霍春勇
何小东, 李为卫, 吉玲康,池强, 霍春勇
(中国石油集团工程材料研究有限公司,石油管材及装备材料服役行为与结构安全国家重点实验室,西安 710077)
0 前言
海洋管道对海洋油气资源开发起着至关重要的作用。与陆地管道相比,海洋管道长期受到海水压力与腐蚀、波浪与洋流的冲刷与振动、海洋浮游生物的潜在破坏、水上交通物的机械破坏等,其服役环境更为恶劣[1]。海洋管道铺设通常采用浮拖法和铺管船法[2],管道和环焊缝接头均承受较大的轴向应力和变形。因此基于应变设计的海洋管道,不仅要求钢管具有良好的变形能力,而且也对环焊缝接头的性能提出了苛刻的条件。
高应变管线钢管材料的应力-应变曲线为 Round House型,具有较低的屈强比,以及较高的均匀伸长率和形变硬化性能,其变形能力强[3-4]。钢管在塑性变形过程中产生的形变强化,可以阻止形变的进一步发生,防止变形的局部集中。因此高应变管线钢管更能满足海洋管道的复杂服役环境。
为了提高铺设效率,降低海洋管道建造成本,并实现环焊接头具有稳定的质量和较高性能,通常采用双焊炬熔化极气体保护焊,并采用自动超声波检测系统和TOFD 技术对环焊缝缺陷进行快速、准确检测[5-7],以保证焊接质量。管道失效事故分析表明[8],环焊接头仍是整个管线系统的最薄弱环节,在各种载荷作用下易引起失效,尤其是受到过大的轴向拉伸应变导致环焊断裂事故已引起高度重视。因此非均匀结构的环焊缝接头性能及其质量控制对管道安全运行起着至关重要作用[9]。有研究表明高钢级管道低匹配条件下,在焊缝区容易形成应变集中,且焊缝强度越低造成的应变集中越严重,焊接接头承受的变形越大(或平均应变越大),焊缝区的应变集中越严重[10-11]。在焊接热影响区(heat affected zone,HAZ)的软化机理方面,从化学成分、母材强度、工艺参数等方面对管线钢制管过程中埋弧焊接热影响区的软化行为开展了大量的研究[12-13],但热影响区强度变化对焊接接头承载能力研究相对较少[14]。
以OD559×31.8 mm L485某高应变海洋管道环缝为研究对象,采用有限元方法和数字图像相关法(digital image correlation, DIC)拉伸试验及宽板拉伸试验,研究了焊接接头不同区域的强度变化对管道承载能力的影响。
1 计算模型及网格划分
1.1 计算模型
管道环焊缝采用熔化极气体保护焊接(gas metal-arc welding,GMAW),坡口形式及接头示意图如图1所示。采用有限元方法分别计算管道环焊接头在填充焊缝、根焊和热影响区不同强度下的极限载荷及变形。表1为计算模型材料的组合。其中管道轴向母材强度代号为MM,焊缝金属强度代号为MW,根焊金属强度代号为MF,热影响区强度代号为MT,表2为管道轴向母材、焊缝金属和热影响区的拉伸性能。
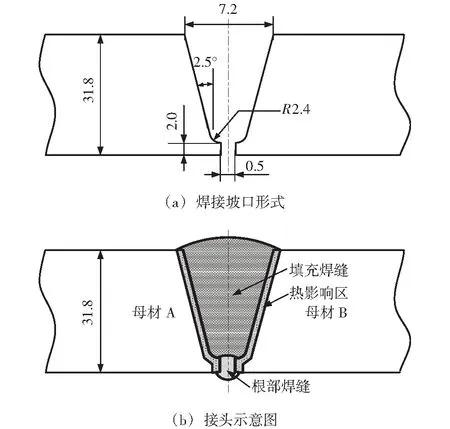
图1 焊接坡口形式及接头示意图(mm)
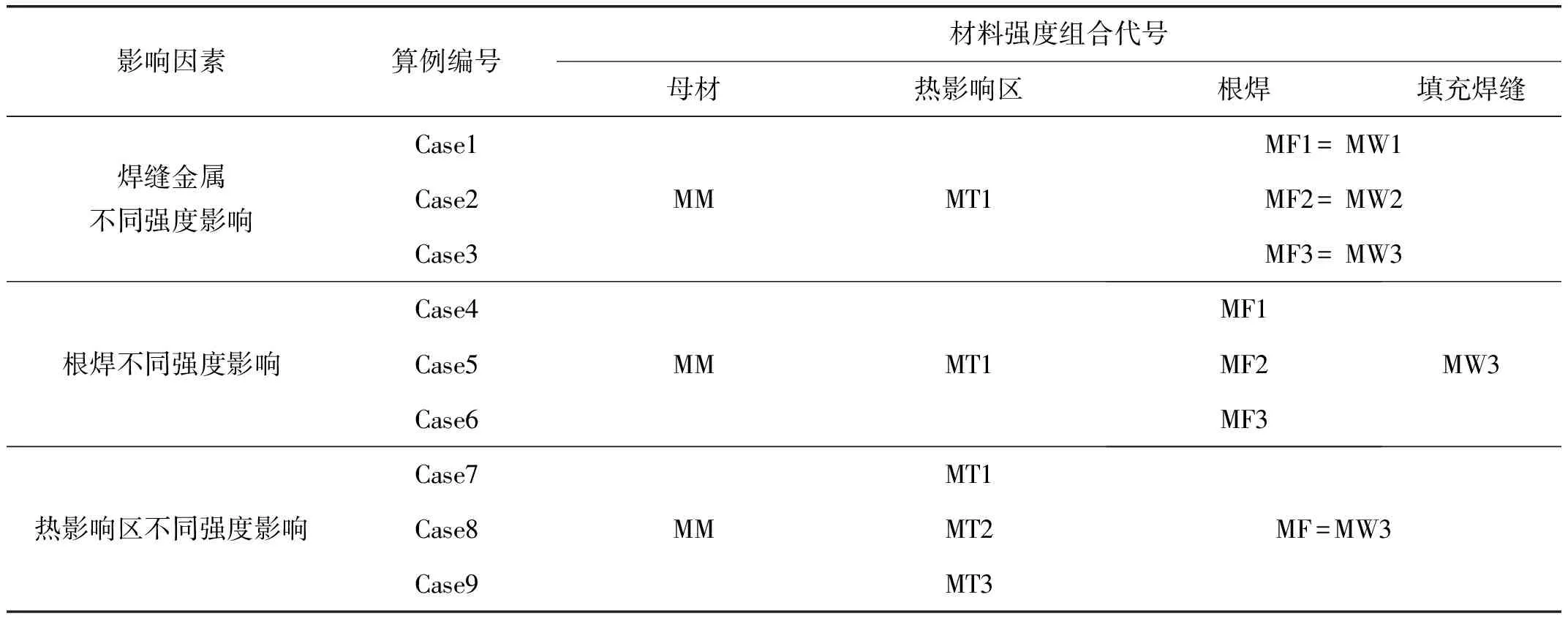
表1 计算模型材料组合
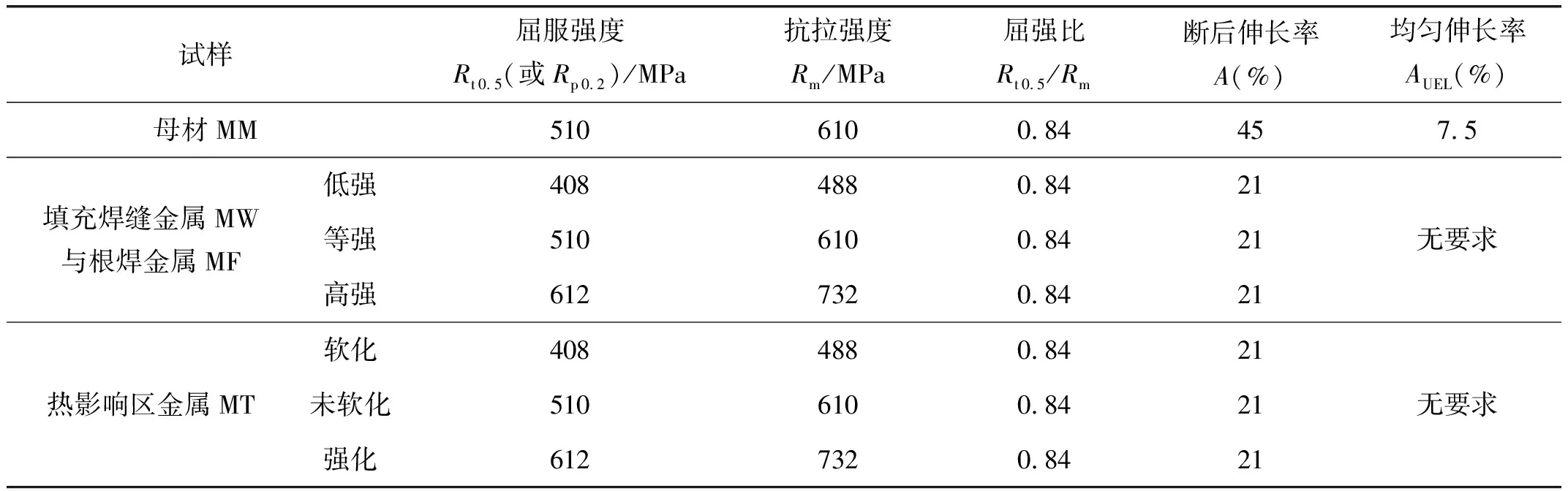
表2 材料拉伸性能
相对双线性材料模型,Ramberg-Osgood(R-O)材料模型与实际材料的力学行为更相近。计算时将表2中的材料数据转化为Ramberg-Osgood(R-O)模型输入数据,并按R-O模型公式(1)计算出材料应力-应变曲线,如图2,表3所示。
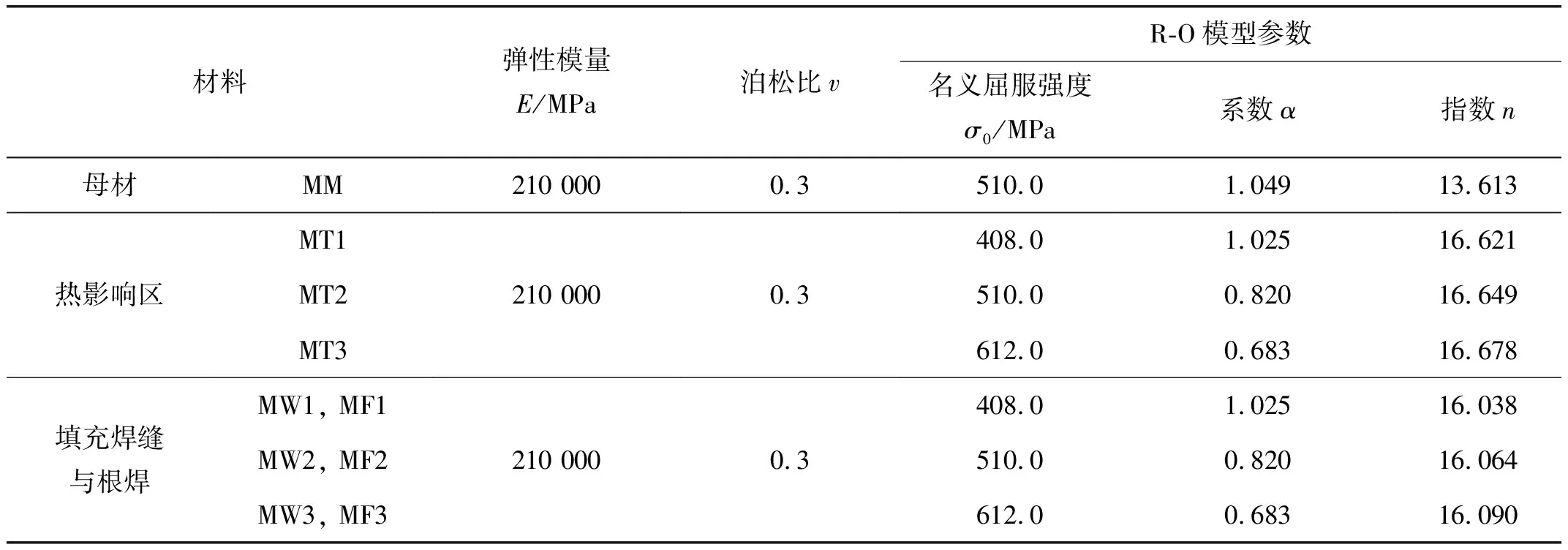
表3 材料R-O模型输入数据
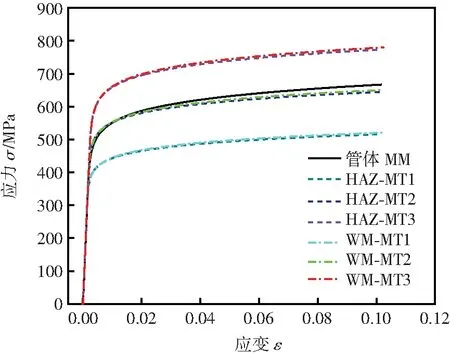
图2 材料应力-应变曲线
(1)
式中:ε为应变;σ为应力;σ0为名义屈服强度;α和n为模型参数;E为弹性模量。
1.2 有限元模型建立及网格划分
取管道长度2L为2 000.0 mm建立有限元模型,环焊缝位于管道长度中间,热影响区的宽度为2 mm。采用通用有限元软件Abaqus 6.14进行前处理、计算和后处理。根据模型几何形状、边界条件及载荷的对称性,采用1/2模型的轴对称单元进行分析。为准确模拟材料不同强度变化对管道承载能力的影响,模型建立不考虑管道内、外压,并去除焊缝余高。简化后轴对称模型及网格划分如图3所示,在焊缝和热影响区采用加密网格,共约9 320个CAX4I单元,约9 530个节点,最小单元尺寸约为0.10 mm。
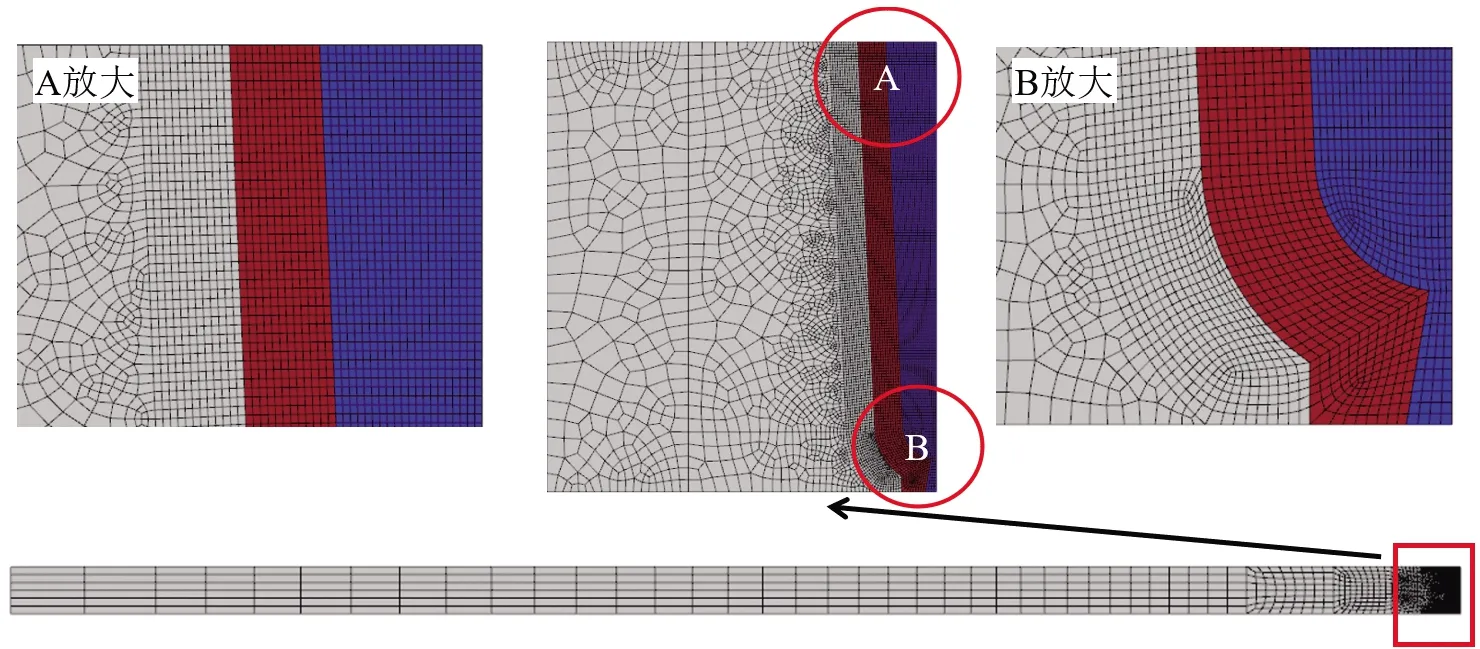
图3 有限元模型及网格划分
在焊缝中心对称面施加对称约束,管道径向和环向无约束。在远离焊缝的另一端面施加由0逐渐增大至400 mm(即40%轴向平均应变)的拉伸位移载荷F,考查F增大过程中管壁的壁厚变化率。通过初步计算以壁厚减薄5%对应的位移载荷为结构最大承载位移,此时失效位置的Mises应力接近材料抗拉强度。
2 结果及讨论
2.1 计算结果
图4是不同焊缝金属强度对管道环焊缝承载能力的影响。从图4可以看出,随着焊缝强度的增加,Case1,Case2及Case3 3种模型求得承载的极限轴向平均应变分别为4.6%,7.2%和9.6%,对应轴向应力分别为627,649 和664 MPa,壁厚最大减薄处距焊缝中心位置为0,1.7和5.0 mm,分别位于焊缝、焊缝及热影响区和热影响区及母材(图5)。图6是3种不同焊缝强度失效位置所对应的Mises应力。低强匹配时,失效位置焊缝的Mises等效应力为512 MPa;等强匹配时,失效位置焊缝和热影响区的等效应力分别可达637和524 MPa;高强匹配时,失效位置热影响区和母材的等效应力分别为518和657 MPa。
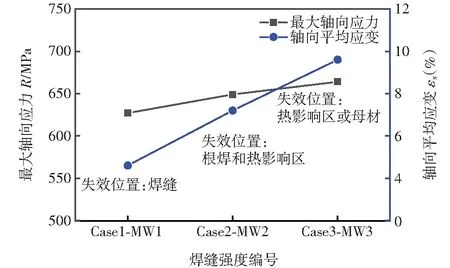
图4 焊缝强度对环焊接头承载能力影响
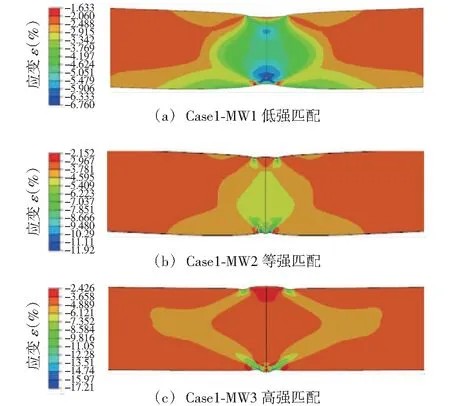
图5 不同焊缝强度失效位置
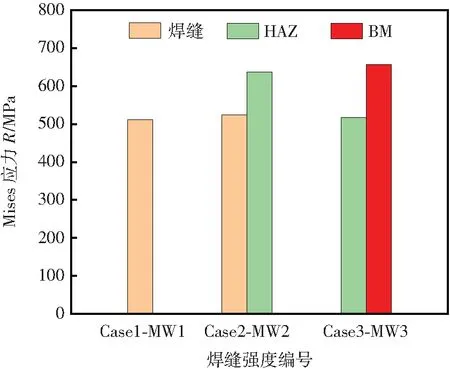
图6 不同焊缝强度失效位置的Mises应力
在填充焊缝为高强匹配且热影响区存在软化的情况下,计算分析3种强度根部焊缝对管道环焊接头承载能力的影响,如图7所示。图7表明,在填充焊缝为高强匹配下,根部焊缝的强度变化对管道环焊缝轴向载荷和平均轴向应变影响极小,几乎可以忽略不计。MF1,MF2和MF3 3种强度根焊所对应的轴向载荷均为664 MPa,极限轴向平均应变也均为9.6%。失效位置(壁厚最大减薄处)距焊缝中心5 mm,位于热影响区和母材(图8),其Mises等效应力均为513和660 MPa。在根焊和填充焊缝为高强匹配时,计算分析了热影响区3种强度对管道环焊接头的轴向载荷和极限轴向平均应变,结果如图9所示。可以看出,与母材强度相比,热影响区在低强(软化)、等强(未软化)和高强(脆化)3种情况下,对应轴向载荷分别为664,668 和668 MPa,极限轴向平均应变分别为9.6%,10.2%和10.2%。失效位置(壁厚最大减薄处)距焊缝中心分别为5,261和251 mm,处于热影响区或母材位置(图10),其Mises等效应力为513 MPa和661~668 MPa。因此对于高匹配GMAW环焊接头,热影响区强度变化对管道环焊缝的承载能力影响较小。
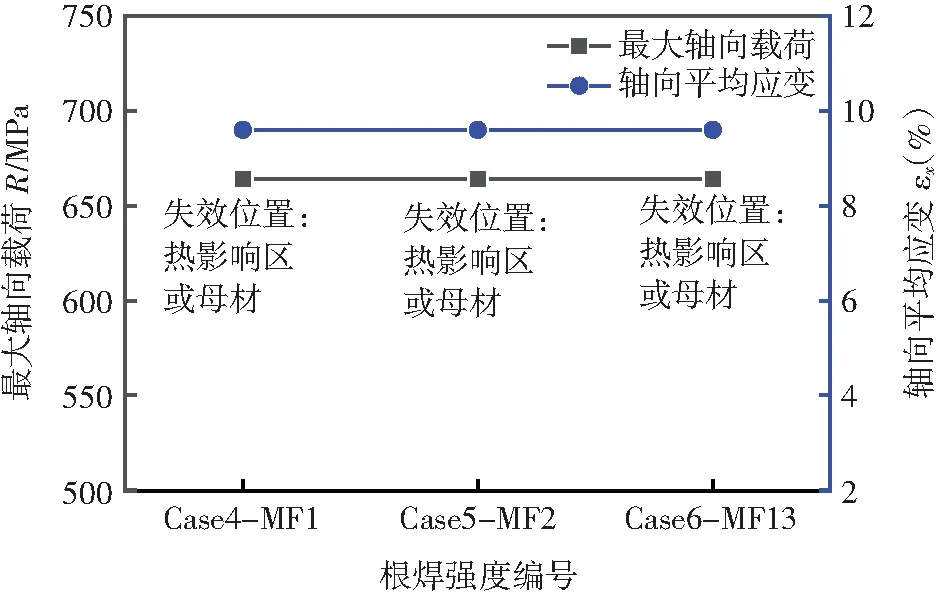
图7 根焊强度对环焊接头承载能力影响
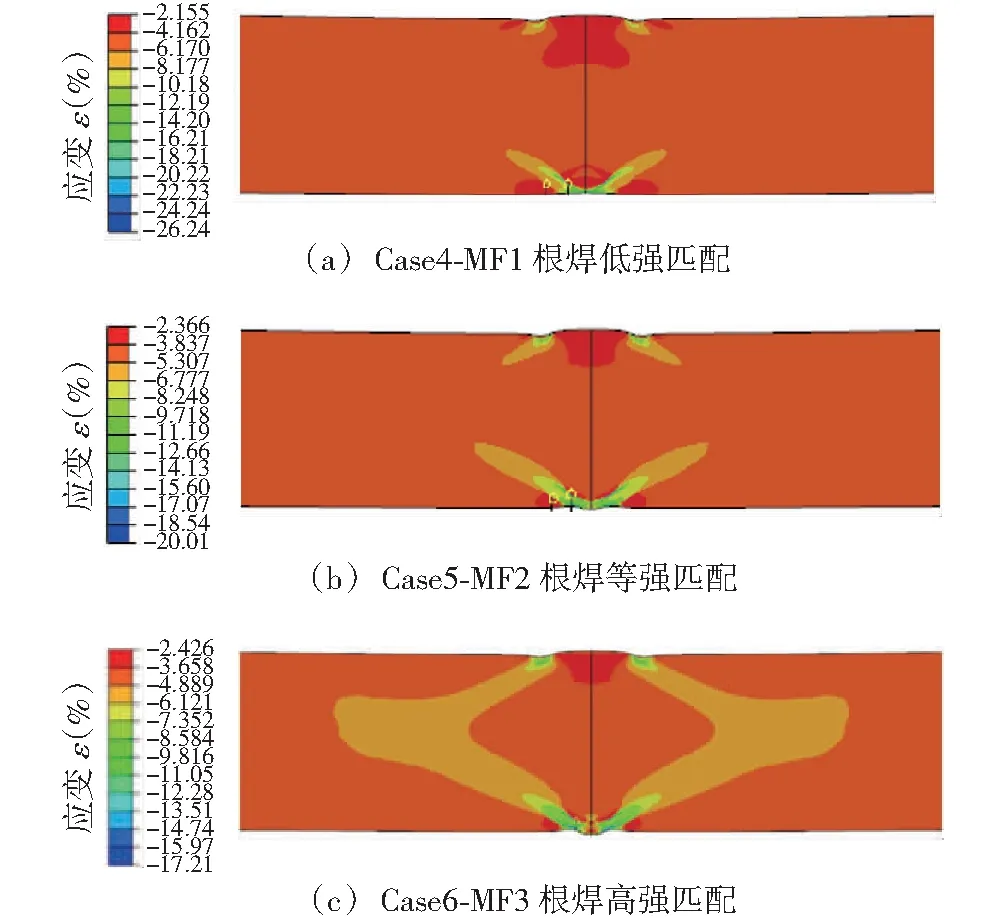
图8 不同根焊强度接头失效位置
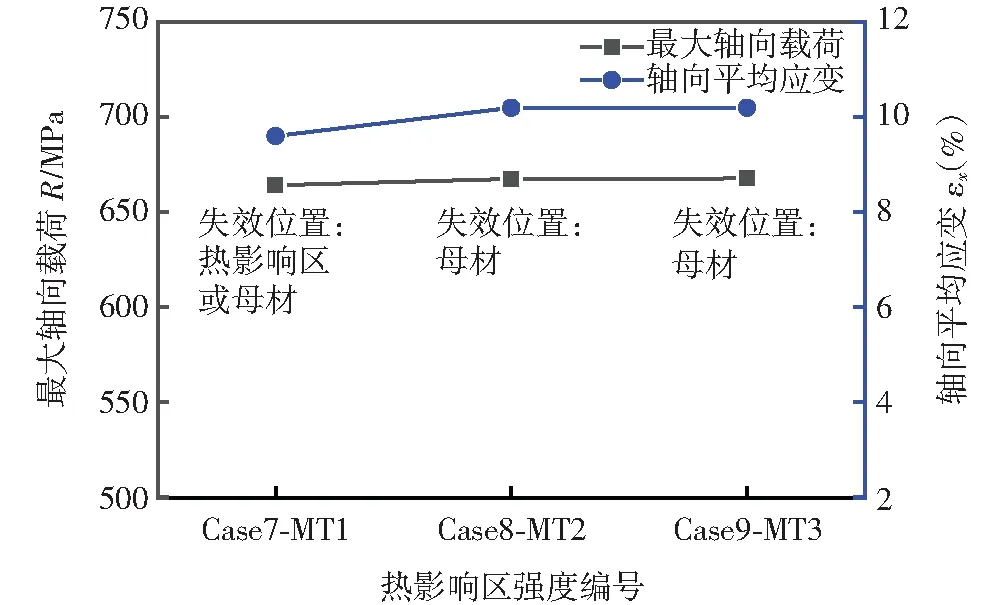
图9 HAZ强度对环焊接头承载能力影响
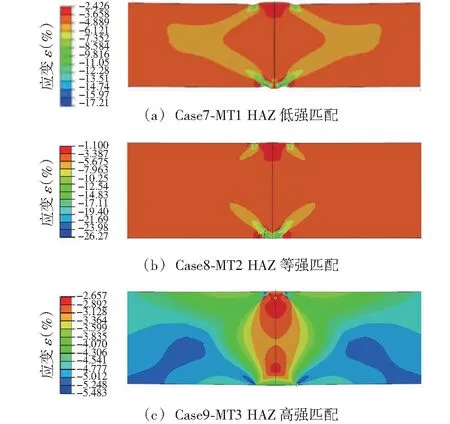
图10 不同HAZ强度接头失效位置
2.2 试验验证
如前文所述,对厚壁管道GMAW环焊接头,当填充、盖面焊缝为高强匹配时,由于根焊在整个环焊缝中所占比例较小,而且GMAW焊接热输入较小,热影响区宽度较窄。因此根部焊缝和热影响区强度变化对管道环焊缝轴向承载能力影响较小,而填充焊缝强度匹配对管道环焊缝接头的承载能力影响较大。
为了进一步验证计算模型的有限性和焊缝匹配强度的影响,采用DIC法拉伸试验测试了低强和高强匹配环焊接头的变形过程,并借助宽板拉伸试验测试了高匹配环焊接头拉伸应变和强度。管体母材实际的屈服强度和抗拉强度分别为560和657 MPa,略高于有限元计算的母材强度约510 MPa。按屈服强度计算,2种强度匹配系数分别为0.9和1.15。
图11为2种不同强度匹配环焊接头在拉伸载荷下的应变演化。DIC拉伸试验结果表明,低匹配时应变主要集中于焊缝(图11a),其局部应变可达50%以上。但由于接头的整体变形较小,最终导致管道在低应变下环焊缝断裂失效。经测量,低强匹配焊接接头拉伸试样的断后伸长率为21%,抗拉强度为605 MPa。高强匹配时,变形主要发生在母材上,而焊缝的应变集中较小(图11b),试样最终在母材发生断裂,其断后伸长率为26%,抗拉强度为675 MPa。
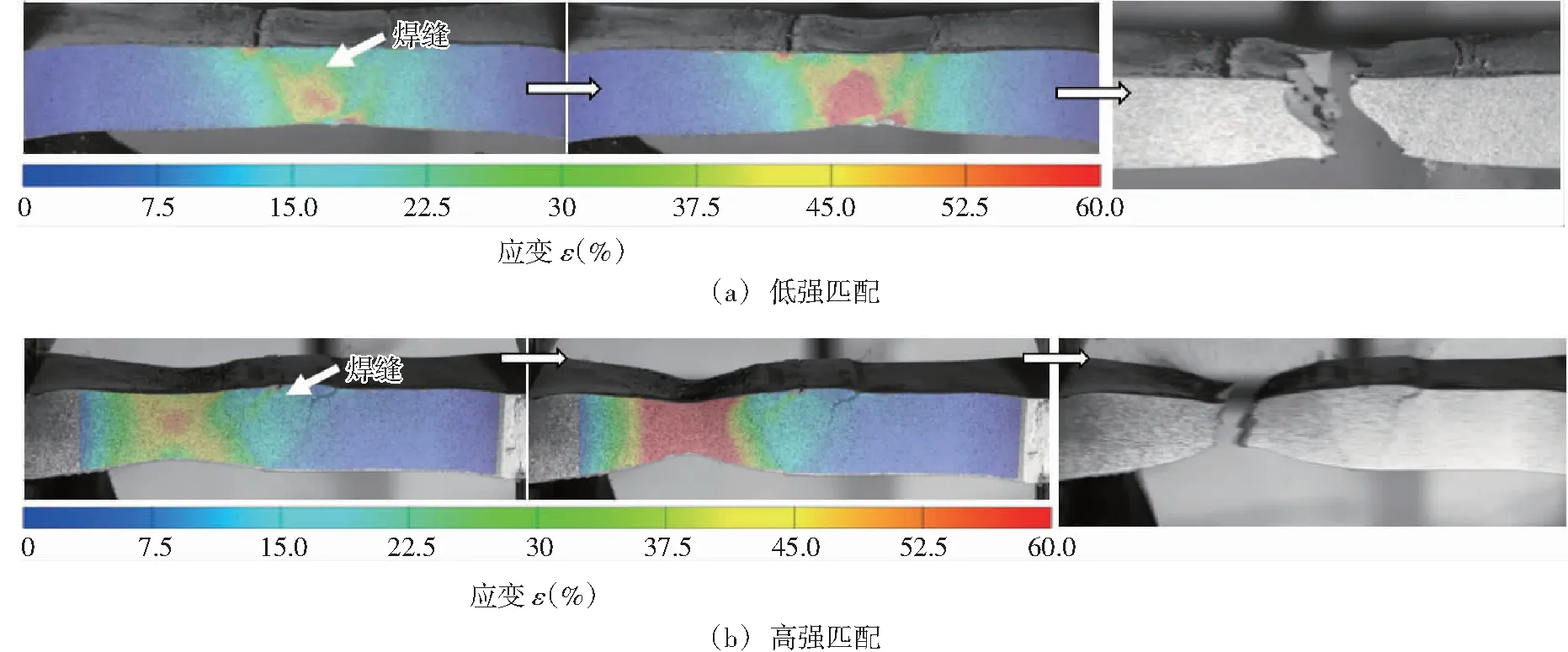
图11 不同强度匹配环焊接头在拉伸载荷下的应变演化
图12为高强匹配GMAW环焊接头的宽板拉伸试验结果。图12表明,当达到最大拉伸载荷651 MPa时,试样一侧远端应变引伸计所测试的应变为9.2%,与有限元计算的高强匹配接头轴向应变9.6%相当。但由于材料的不均匀性,另一侧远端应变引伸计的应变仅为2.9%。同时,GMAW环焊接头的DIC拉伸和宽板拉伸试验结果与有限元计算结果基本相符,表明计算模型是可靠的。但由于材料实际性能存在不均匀性,而且与计算模型的材料参数也不完全等同,所以试验结果与计算结果存在一定偏差。另一方面,虽然采用R-O材料模型与材料颈缩前的力学行为相近,但该模型的材料在变形过程中是不断强化的,并未反映材料颈缩后的力学行为。
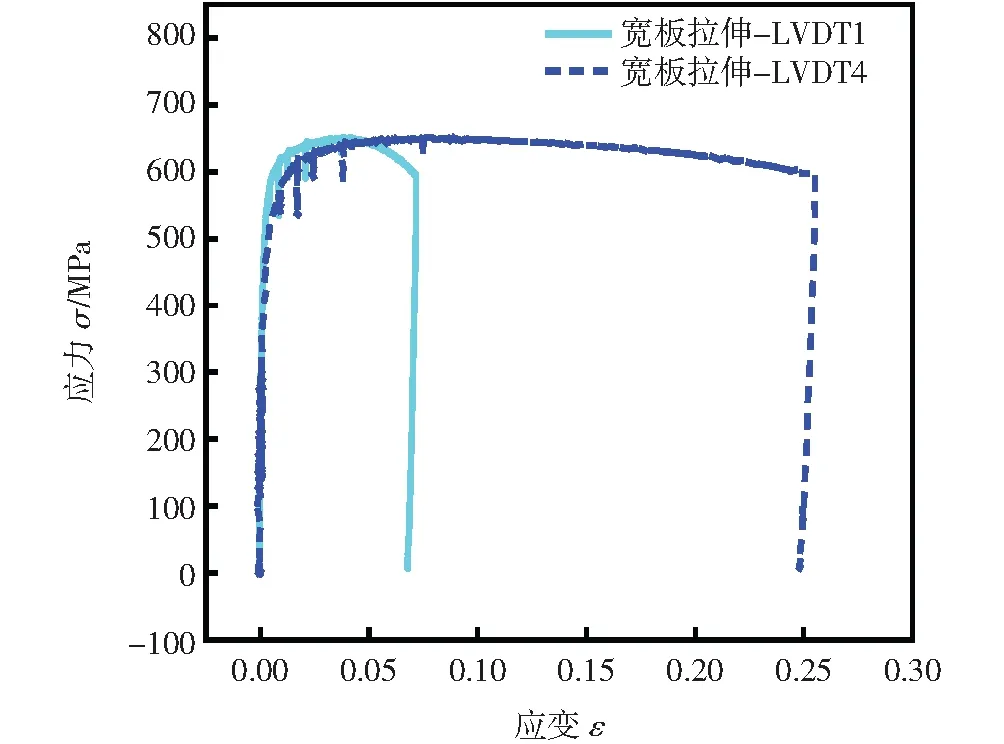
图12 高强匹配环焊接头宽板拉伸应变
2.3 讨论
对于承载焊缝,强度失配对焊接接头力学行为的影响表现为焊缝与母材塑性变形具有明显的不同时性。高匹配接头的母材金属屈服强度低于焊缝金属,因而首先发生塑性变形,在焊缝金属仍然处于弹性状态时,母材对焊缝具有所谓的“屏蔽作用”,使焊缝受到保护,接头强度不低于母材抗拉强度,且具有足够的韧性;而低匹配接头母材屈服强度高于焊缝,当母材仍处于弹性状态时,焊缝已经发生塑性变形,焊缝的延展性可能会在接头整体屈服前耗尽而断裂。
实际管道环焊接头强度是介于焊缝熔敷金属和母材强度之间,且随焊缝宽厚比而变化。由于低强焊缝区的塑性变形会受到两侧母材的拘束作用,低匹配接头抗拉强度有可能接近于母材强度。有研究认为[15-16],当热影响区宽度与焊缝厚度的比值小于1/3,甚至对于极端的低强匹配情况,焊接接头强度的降低也不超过10%。对于厚度较大的低匹配对接接头,可以用经验方程(2)[17]估算其抗拉强度,即
(2)

对于管道环焊缝接头,通常情况下都存在焊缝的宽厚比Xh 虽然低匹配焊接接头能够借助母材的拘束作用而提高强度,甚至通过调整焊缝的宽厚比(改变坡口尺寸)可获得与母材等强度的焊接接头,但高强度管线钢的屈强比高,变形和屈服主要集中在焊缝区域,裂纹很难扩展到熔合线以外,接头整体的断后伸长率较低,强度失配会导致接头在较低应力下发生断裂破坏。因此低匹配焊缝金属必须有足够大的韧性储备。而高匹配接头,除焊缝金属本身具有更高的断裂抗力外,塑性区容易延伸到更低强度的母材当中,由于变形和屈服发生在母材和热影响区,裂纹尖端区域容易应力松弛,裂纹扩展需要更大的驱动力。因此对于可能承受较大轴向载荷的管道环焊接头,应尽可能采用等强或高强匹配,以避免环焊缝在较低应力和应变下发生断裂失效。 (1)对于GMAW环焊接头,随焊缝金属强度的升高,管道轴向极限载荷和轴向平均应变增大,失效位置由焊缝向热影响区和母材转移。 (2)对于管道壁厚较大高强匹配环焊接头,由于根焊金属占比小,热影响区很窄,根焊金属和热影响区强度对管道轴向极限载荷和轴向平均应变影响较小。 (3)低强匹配时,管道环焊接头在轴向载荷下,母材、热影响区和焊缝发生不同步变形,轴向应力和轴向应变分布极不均匀。虽然低匹配焊缝受母材的拘束作用和自身的形变强化可提高接头抗拉强度,但变形和屈服主要集中在焊缝区域,而导致管道断裂失效。3 结论
