金刚石磨粒工具增材制造技术现状及展望*
2022-07-14王建宇黄国钦
王建宇,黄国钦
(华侨大学 制造工程研究院,福建 厦门 361021)
金刚石是自然界中已知最硬材料,具有高硬度、强耐磨等物理性能和高化学稳定性等[1]。以其为磨粒制作的各种形式金刚石磨粒工具具有锋利、耐磨等特性,广泛应用于石材、陶瓷、光学晶体、光电半导体材料等硬脆性材料的高效精密加工中,是航空航天、国防军工、电子信息和资源开采等领域高质量加工与制造的重要工具支撑[2]。
随着我国“制造强国”稳步推进,高效精密加工蓬勃发展,其所用的加工工具的高性能需求也正稳步提升。为进一步满足加工质量及加工效率的苛刻需求,学者们已将磨粒工具的结构改进视为提升工具性能的突破口。因此,异型结构、内流道等复杂结构逐步进入研究视野。加压内冷却开槽砂轮、具有微槽和喷雾冷却效果的砂轮、蜘蛛网状金刚石砂轮等各种复杂结构工具应运而生,如图1所示[3-5]。但是复杂的结构却给生产加工的可行性、高效性、经济性都带来了巨大的挑战。

图1 复杂结构金刚石磨粒工具[3-5]Fig.1 Complex structure diamond abrasive tool[3-5]
传统金刚石磨粒工具的制备方法主要有电镀、钎焊和烧结,不同制备方法对磨粒的固结方式并不一样。钎焊法[6-7]制备金刚石磨粒工具是利用高温钎焊技术,通过钎料的作用实现基体、金刚石之间的化学冶金结合。电镀法[8-9]则是利用金属电沉积方法,使得金刚石被胎体金属牢固包覆在基体上。然而,这2 种方法都是在工具基体表面固结磨料,以制备具有复杂内部结构的磨粒工具。烧结法[10-11]是通过混料成型工艺,用造孔剂等方式实现工具的多孔结构制造,但是在具有规则或复杂内部结构的成型上是无能为力的。由此可见,上述传统方法受其自身制备原理的限制,难以直接成型复杂结构工具。目前,虽然可以在工具基体上通过结块组装等形式实现较为简单的结构工具的制备,但对于复杂结构却难以奏效,更不用提一体化成型。
作为近年来备受热捧的一项颠覆性制造技术,增材制造技术是利用二维CAD 数据,通过逐层添加材料的方法来实现具有复杂结构零件的一体化成型制造[12-13]。相对于减材制造,增材制造的独特优势,有:(1)增材制造不受传统加工技术要求的限制,可以很容易实现复杂结构一体化成型,而减材制造却难以实现;(2)增材制造的原材料丰富多样,可以是粉末、细丝或液体等,而减材制造的原材料则以实心块或铸件的形式为主;(3)增材制造可以节约零件成型过程的材料损耗,而减材制造则会以产生切屑、碎片等形式形成最终的工件,造成不可避免地材料和能源浪费。图2 为2 类制造方法的典型技术流程。随着研究的不断深入,增材制造技术逐步发展为智能制造中的重要组成部分,在面向航空航天、新材料、轨道交通、医疗器械等具有国家振兴战略意义的新兴领域中逐步展示出巨大实力和应用价值[14-15]。

图2 技术流程图Fig.2 Technical flow chart
选择合理的制造方法是影响产品开发周期的关键决策因素之一。基于增材制造的优势且从长远发展来看,该技术可将具有复杂几何形状的零件在需要位置的附近甚至是确切位置上进行制造,这从根本上改变了一些产品的供应链、设计以及生产过程[16]。目前,增材制造技术已经将一些不能通过减材制造方式轻松生产的金属部件应用到实际生产中。原材料也从最早的热塑性聚合物材料逐步发展到金属粉末材料、复合材料等,使得该技术的应用领域也日趋广泛[17]。
鉴于增材制造技术具有优异的复杂结构成型能力,采用增材制造技术进行金刚石磨粒工具制备也已被业界视为解决复杂结构磨具高效制备的潜在手段,而成为研究热点。为此,对目前学者们利用增材制造方法制备金刚石磨粒工具的相关研究进行总结,以期为未来金刚石磨粒工具制备及发展方向提供参考。
1 增材制造技术的分类与特点
增材制造技术属于快速成型技术的一种,其通过三维软件对模型进行建模及切片处理,运用金属粉末或塑料等熔化后可以黏合起来的材料作为原料,通过逐层打印的方式构造出所需的形状结构[18-19]。增材制造方法众多且各具特色,如表1所示[20]。但就目前已有的报道而言,用于制备金刚石磨粒工具的方法主要有光固化成型技术(SLA)、选择性激光烧结技术(SLS)、激光选区熔化技术(SLM)等,其余增材制造方法由于原材料的限制或成型质量差等问题,用于制备金刚石磨粒工具的相关文献资料记录较少。因此,重点介绍以上3 种方法的原理及特点。

表1 增材制造方法及优缺点[20]Tab.1 Additive manufacturing methods and their advantages and disadvantages[20]
1.1 光固化成型技术(SLA)
在光固化成型技术中,由光聚合单体(如丙烯酸酯或环氧化物)组成的光固化树脂薄2D 层连续暴露于激光照射下,激光束提供诱导其光聚合过程所需的能量,树脂结合许多小单体并形成高度交联的聚合物。因此,这些液体层会在彼此的顶部产生凝固现象,逐层累积后直到完全构建出3D 立体部件[21-23],如图3所示。待打印过程全部完成,将模型从树脂中取出后,可进行最终固化及电镀、喷漆或着色等后处理,从而得到满足要求的产品。该技术成型速度快,但由于感光树脂固化过程中产生收缩现象,不可避免地会产生应力或引起变形,因此开发收缩小、固化快、强度高的光敏材料是其发展趋势。

图3 SLA 打印原理图Fig.3 SLA printing schematic
1.2 选择性激光烧结技术(SLS)
选择性激光烧结技术是采用高功率激光束选择性地照射在目标粉末床的表面,粉末得到加热并实现烧结固化(即颗粒间熔合)。在此之后,一层新的粉末被铺在前一层表面上,用于下一次的加热固化和连接,层层叠加后最终生成所需形状的零件结构,如图4所示。由于激光扫过的部分产生凝结,没有扫过的部分仍然是粉末,因此已经成型的结构始终被粉末床中的松散粉末包围着,所以SLS 技术中不需要为悬垂区域特意准备额外的支持结构[24-25]。该技术可成型的材料众多,被广泛研究用于加工各种粉末材料,首先是低熔点的塑料和聚合物粉末[26-27],后来又逐步扩展到金属(如铝、铁和铜)和熔点较高的复合粉末[28-29]。其可以成型几乎任意几何形状的零件,对于具有复杂内部结构的多孔零件特别有效[30]。与传统工艺相结合,还可实现快速铸造和小批量零件输出等功能。

图4 SLS 打印原理图Fig.4 SLS printing schematic
1.3 激光选区熔化技术(SLM)
激光选区熔化技术与选择性激光烧结技术原理相似,也是一种利用高能量激光束进行成型加工的技术,其基本原理是通过激光的高能量扫描薄层粉末,在高能量激光的作用下选择性地熔化并黏结松散的粉末,最终经过冷却凝固而成型,如图5所示。该技术与选择性激光烧结技术的不同之处在于,SLS 技术使用的原材料是不同熔点粉末的混合材料,加工过程中只熔化了低熔点材料,高熔点粉末不熔化;而SLM 技术则是将粉体材料完全熔化,通过散热凝固实现冶金焊合,并且整个工艺过程是在惰性气体保护下进行的[31]。SLM 技术适用于制备几何形状复杂的零件,且可在不需要黏结剂的情况下实现致密度较高的净成型[32-33]。

图5 SLM 打印原理图Fig.5 SLM printing schematic
2 增材制造技术制备金刚石磨粒工具
2.1 SLA 技术制备金刚石磨粒工具
从20世纪90年代开始,利用光固化增材制造技术制备金刚石磨粒工具进入学者的研究视线。SLA 技术的主要原材料是光硬化树脂,其具有固化速度快、生产效率高等优点,且节约能源,无污染产生。田中武司等[34]发现,该技术的分层技术可以用于金刚石树脂砂轮的制备,并通过切割试验验证了此新工艺的可行性。随后该工艺被用于各种不同类型磨具的制备,并得到发展[35-36]。
为了取代热压和烧结等传统工艺,提供一种快速、经济、环保的增材制造方式,GUO 等[37-38]将紫外光固化树脂作为黏结剂引入精密磨料工具的制造过程中,采用旋涂法和扇形成型制造方法研制了一种紫外光固化树脂的金刚石研磨板,如图6所示。通过与浆料基铁板研磨试验对比,其在陶瓷工件上的加工性能得到检验。在研磨工艺中,这种新方法制备的研磨板使工件的表面粗糙度降低12%,材料去除率提高25%。后续学者对该工具在电子基板材料上的研磨情况进行深入研究,结果表明研磨过程综合了固定磨料颗粒和松散磨料颗粒的优点,同样实现了较高的材料去除率以及更好的表面质量等。

图6 紫外光固化树脂黏结剂磨具固化工艺[37-38]Fig.6 UV curing resin bond abrasive tool curing process[37-38]
QIU 等[39-40]发现磨粒在砂轮中的空间位置对砂轮的均匀磨损和工件的磨削质量有着重大影响,并基于增材制造技术研制了一种立体光刻设备,以用于生产具有3D 可控磨料排布的树脂结合剂砂轮。制备的具有不同磨粒空间排布的光固化树脂砂轮包括环形、矩形以及螺旋形等,如图7所示。通过磨削试验进行实用性验证,结果表明:与传统的随机排列磨料砂轮相比,3D 可控磨料排布的树脂结合剂砂轮具有更长的有效磨削时间和更大的材料去除量。
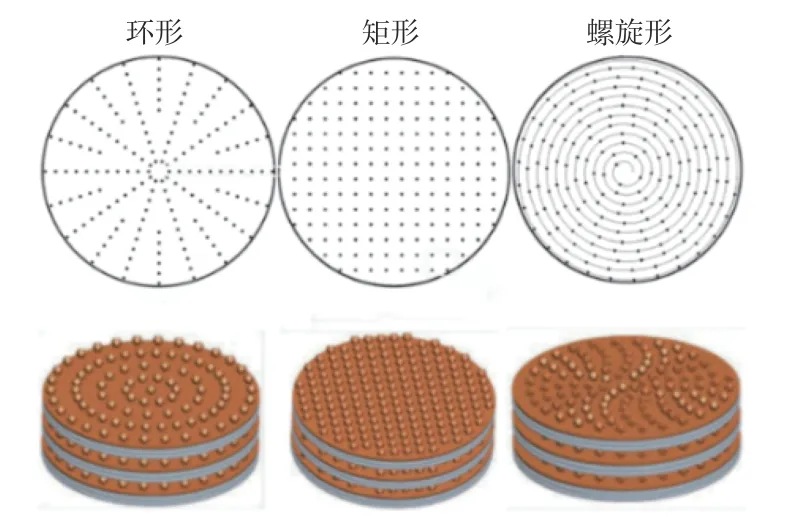
图7 具有3D 可控磨料排布的砂轮[39-40]Fig.7 Grinding wheel with 3D controllable abrasive arrangement[39-40]
2.2 SLS 技术制备金刚石磨粒工具
选择性激光烧结工艺最早是由美国德克萨斯大学奥斯汀分校的C.R.Deckard 在1989年提出,随后其创建了DTM 公司并于1992年发布了基于该项技术的工业级商用3D 打印机Sinterstation[41]。该技术可以实现真正的自由制造,尤其是在制造具有极为复杂结构的工件时,能够展示出具有传统制造工艺不可比拟的巨大优势。然而利用此种技术制备金刚石磨粒工具,无疑也是一种具有创新性的大胆尝试,激光的高能量可使混合粉末的低熔点粉末发生熔化,凝固后有利于金刚石与金属粉末之间形成性能更加稳定的冶金结合。
YANG 等[42]在2016年利用SLS 技术制造了一种金刚石分布规则的金属结合剂金刚石砂轮,其制造工艺如图8所示,解决了用于精密、超精密加工的金刚石磨粒工具中磨粒分布不规则以及制备工艺复杂等难题。主要工艺参数有输入功率为300~500 W,扫描速度为25~35 mm/min,激光能量分布在一个矩形区域,光斑尺寸为3 mm×2 mm。图9 为金刚石砂轮局部形态图[42]。当能量密度介于342.8~364.2 J/mm2时,金刚石颗粒和金属基体结合,如图9a所示,镍铬合金对金刚石的润湿性良好,颗粒形状完整。采用砂轮转速为20 m/s、进给速度为2 m/min 以及切削深度为0.08 mm 的参数进行磨削试验,磨削后的砂轮形貌如图9b所示,其磨削表面无磨粒脱落现象发生。

图8 磨粒分布规则的金刚石磨粒工具制造工艺[42]Fig.8 Manufacturing process diagram of diamond abrasive tool with regular abrasive particle distribution[42]

图9 金刚石砂轮局部形态图[42]Fig.9 Partial shape diagram of diamond grinding wheel[42]
针对岩层钻探效率低的问题,WU 等[43-44]提出将镶嵌金刚石钻头的胎体设计为网格状结构,如图10所示。网格块径向同心分布在整个工作层中,2 个相邻的网格之间留有很多间隙,该种结构可在钻头表面施加更大的压力,因此更易钻入坚硬的岩石且利于岩石破碎。激光烧结技术使CoCrMo 合金粉末胎体在激光功率为200~300 W、扫描速度为800~1 000 mm/s、扫描层厚为0.05 mm以及烧结温度为1 050 ℃时得到最优的力学性能。通过切削试验研究了这种网格状结构金刚石钻头的破岩机理,结果表明:CoCrMo 合金粉末十分适合作为该结构钻头的基体材料,当网格间距为2 mm 时,产生的岩屑最大,可获得最优的破碎效果。

图10 网格状金刚石钻头工具[43-44]Fig.10 Grid diamond bit tool[43-44]
选择性激光烧结技术不仅在制备金属结合剂金刚石砂轮中得到应用,而且在以树脂为黏结剂的工具制备中同样崭露头角。DU 等[45]利用玻璃球为造孔剂,尼龙作为黏结材料,将SLS 技术用于3D 打印带有内冷却孔结构的树脂结合剂金刚石砂轮,如图11所示。制备时,激光扫描功率为25 W、扫描速度为2 000 mm/s、层厚为0.1 mm 以及烧结温度保持在171.5~173.5 ℃。该工艺可使金刚石磨粒很好地黏结在黏结层中,白刚玉的加入也使得砂轮的硬度和弯曲强度得到提高。磨削试验证明:此工艺制备的砂轮可用于磨削玻璃以及硬质合金,而随着内部的冷却孔数量以及直径的增加,还可有效降低磨削力,并获得2~4 μm 的表面粗糙度。但是,由于尼龙的塑性流动使得磨削中金刚石磨粒的突出高度较低,后续研究可对原材料进行调整与创新。

图11 3D 打印树脂结合剂金刚石砂轮[45]Fig.11 3D printing resin bond diamond grinding wheel[45]
2.3 SLM 技术制备金刚石磨粒工具
激光选区熔化技术作为专门用于金属粉末增材制造的一种方法,可以用于快速成型制造以及批量生产中,其原材料种类多样且可以实现复杂形状和内部特征结构工具的制造。因此,学者们从金属基复合材料成型优化入手,将该技术逐步用于制备复杂结构的金属结合剂金刚石磨粒工具[46]。金属结合剂金刚石磨粒工具具有良好的热学和机械性能,适用于多种工件的切削加工。目前,常见的金属结合剂有钴基、铜基、镍基以及铝基等[47-49]。
基于金属结合剂的优势,从复合材料成型问题入手,制备了不同种类金属结合剂的复合材料块状试样,如图12所示[50-52]。MA 等[50]采用激光选区熔化技术制备铝–金刚石复合材料,结果表明:SLM 技术制备的样品具有复杂的物理化学性质,且可获得微米级的扩散结合界面。GAN 等[51]在激光功率为260 W、扫描速度为300 mm/s、扫描层厚度为0.09 mm 时,利用SLM 技术制备Cu–Sn–Ti 结合剂与金刚石磨粒复合材料。将该方法制备的试样与热压烧结试样在质量损失率、磨损形态以及结合条件等方面进行对比,结果表明:即使存在高温打印过程导致金刚石发生石墨化的现象,但SLM 样品与金刚石的结合力显著提高。SPIERINGS 等[52]将具有镍镀层的人造金刚石颗粒与Cu–Sn–Ti–Zr 合金复合制备稳定的块状样品,样品中的金刚石颗粒在基体材料中包裹紧密,且其外层覆盖着小的TiC 颗粒,金刚石的石墨化现象得到明显缓解。以上不同种类结合剂的制备研究虽然没有发展为具体的工具形式,但是都充分证明了该种工艺的可成型性,为今后利用该技术成型金属结合剂金刚石磨粒工具提供了一种全新的方法。

图12 SLM 块状试样[50-52]Fig.12 SLM block sample[50-52]
在工具制备方面,SLM 工艺可快速成型一些传统制造工艺难以成型的复杂结构工具,且可有效解决传统金属结合剂金刚石工具所面临的使用寿命短以及加工表面烧伤等问题。图13 为SLM 工具制备及磨削试验平台,LI 等[53-57]以AlSi10Mg 为结合剂,通过几种常见结构的制造极限来评估SLM 制造复合材料的可制造性,结果表明:SLM 不能制造厚度小于0.3 mm 的薄壁、直径小于0.2 mm 的圆孔以及边长小于0.3 mm 的方孔,这些制造限制为具有可控多孔结构的金属结合剂砂轮的设计提供了依据。设计多种形式孔洞作为砂轮的多孔结构,在试验和模拟的基础上,研究了不同结构的形态特性、力学性能、渗透性等,发现八面体结构孔洞的砂轮具有最优的机械性能和渗透性,是高性能多孔砂轮的潜在结构。在磨削试验中,该方法制备的砂轮具有良好的自锐性,且八面体孔洞结构砂轮表现出最小的摩擦力、最高的瞬时切削力以及最小的加工硬化等。

图13 SLM 工具制备及磨削试验平台[53-57]Fig.13 SLM tool preparation and grinding experiment platform[53-57]
对以上3 种金刚石磨粒工具增材制造方法的特点进行总结:(1)SLA 技术制备金刚石磨粒工具优点在于无需高能量激光束,对磨粒的热损伤小,但材料种类单一,固化过程易产生收缩形变,对磨粒结合力差;(2)SLS 技术制备金刚石工具具有无需为悬垂区域特意准备额外支持结构的特点,仅低熔点粉末熔化,成型强度及磨粒结合力均较弱;(3)SLM 技术无需黏结剂,粉末完全熔化,具有成型致密度高且磨粒结合力强等优势。但是SLS 与SLM 技术在制造过程中均使用了高能激光束,温度过高容易导致金刚石石墨化,且易产生残余应力和应力集中等现象。
3 结语及展望
在介绍不同增材制造技术基本原理的基础上,总结了目前采用增材制造技术制备金刚石磨粒工具的研究进展及应用实例。通过总结不难得出,采用增材制造技术制备金刚石磨粒工具潜力巨大。但是,从已有报道来看,此类技术在应用上依然存在不足。针对这些不足,未来建议从以下几点进行重点突破:
(1)采用增材制造技术制备金刚石磨粒工具解决了利用传统制造工艺难以制造复杂结构的成型问题,并且近净成型的优点使得后处理工艺得到简化,大大缩短了制备周期,显著提高生产效率。然而,增材制造结构的各向异性是该种工艺的主要缺点之一,在可变和重载的情况下可能会影响到工具的加工性能。解决该问题可以从创新结构设计方面考虑,以改善其各向异性。因此,面向增材制造技术的金刚石磨粒工具宏微观结构设计与优化是未来研究重点。
(2)采用SLS 技术、SLM 技术均存在激光扫描熔化过程,过高的温度可能导致金刚石产生石墨化,影响整个工具的使用寿命及使用性能。未来重点面向激光加热工艺开发结合剂粉末和金刚石热防技术,并通过研究激光加热增材制造过程熔池熔凝行为,优化加热工艺参数,从而缓解金刚石热损现象发生,在保证较高结合强度的同时又可提高工具的使用性能及使用寿命。
(3)由于增材制造工艺制备金刚石磨粒工具以复合材料、复杂结构为主,而复合材料的热性能差异容易产生残余应力,复杂结构容易导致应力集中现象发生。这些问题都可能引发工具产生微裂纹甚至开裂等,解决该问题的方式主要是后期的热处理。但不同功能、不同结构的工具需要的后续热处理工艺不尽相同。因此,改善增材制造结构件的力学性能,选择恰当的热处理工艺也是未来值得关注的问题之一。
(4)目前对增材制造技术制备工具中金刚石的热损伤以及工具使用性能的评价缺乏相应的评价标准,未来也需要进行重点突破。
