基于机器视觉的刀具几何参数测量仪
2022-07-14张博文沈小龙韩震宇
张博文,沈小龙,韩震宇
(四川大学机械工程学院,四川 成都 610000)
制造业一直是中国的“饭碗”之一,尤其全球进入疫情以来,中国制造在全球的地位更加稳固,有世界工厂之称。制造业中很多行业都离不开立铣刀,因此对立铣刀的需求巨大;另一方面制造业的需求旺盛,中国制造也在向高品质方向发展,对产品质量提出要求,立铣刀的合格与否就与产品质量密切相关。
近年来,关于立铣刀尺寸检测和缺陷检测的研究,研究人员不断提出新方法:杨国葳[1]提出基于深度学习的立铣刀磨损状态识别,该方法利用卷积神经网络检测前刀面和后刀面等部位的磨损;王俊凤[2]搭建了测量平台,利用LED 灯和远心镜头,在机器视觉的基础上利用混沌灰狼算法和亚像素边缘提取算法提取立铣刀的边缘轮廓,实现了对立铣刀直径和刀尖跳动的测量;西安工业大学张苗苗[3]搭建了机器视觉测量平台,对用Zernike 矩对轮廓边缘进行亚像素检测,利用改进的算法实现了对铣刀前角、后角、刀尖的测量;西南交通大学赵锐[4]、陈思远等在接触式测量的基础上提出了在五轴磨床上利用探头测量立铣刀的螺旋角,通过建立螺旋线模型和测量路径生成算法来确定探测点和运动矢量,达到了较高的测量精度。
以上研究可以分为2 类:基于机器视觉的非接触式测量和基于三坐标测量机原理的接触式测量,接触式测量能更稳定、更高精度地获取被测物体的三维信息,但是存在速度慢、成本昂贵、对硬件要求比较高、设备复杂等问题;基于机器视觉的非接触式测量具有速度快、测量物体种类多、不会损伤工件表面精度等优点。本文采用基于机器视觉的非接触式测量方法,对立铣刀的直径、端面、周刃进行尺寸测量和尺寸缺陷检测。
1 在线检测平台
1.1 立铣刀
立铣刀外形如图1 所示,待检测的刀具在刃数、直径、刃长等有差异。被测刀具直径为1~16 mm,多数是三刃立铣刀和四刃立铣刀。

图1 立铣刀外形
本文检测的内容是刀尖半径跳动、刀尖高度跳动、端面尺寸与缺陷。
1.2 平台硬件组成
根据检测需求和检测精度要求,前期搭建了测量平台。一共需要2 个相机,分别是直径相机和端面相机。对于直径测量精度是2 μm,为提高测量精度,保证较好的成像质量,成像系统采用平行光源+远心镜头的组合,计算后选用4 842×3 632 分辨率的相机;端面相机选用160 万像素的相机,使用普通定焦镜头+环形光源的组合来保证端面的成像质量。整个测量平台还包括运动系统、软件系统、人机交互系统、保护传感器等。
2 立铣刀检测系统设计
立铣刀测量平台的原理是基于三坐标测量机[5],将传统的探头位置采集方法与现代的图像信息处理技术相结合,以相机中心为模拟探头,将相机采集的图像信息作为探测数据集的非接触式测量。
立铣刀视觉检测设备工作时,需精确、及时地获取机械运动子系统的位移信息,再通过图像处理得到相关测量点在图像采集子系统中的位置,最后经由数据处理得到目标点在机械运动子系统中的测量结果。融合了三坐标测量机的移动探测手段和刀具影像测量仪的图像处理方法,是集机械运动模块、图像采集模块于一体的综合性系统。
2.1 相机标定
在图像测量过程中,为确定空间物体表面某点的三维几何位置与其在图像中对应点之间的相互关系,必须建立相机成像的几何模型,这些几何模型参数就是相机参数。在大多数条件下这些参数必须通过实验与计算才能得到,这个求解参数的过程就称之为相机标定[6]。
相机标定基本原理是依据针孔成像模型,目的就是从世界坐标系转化为相机坐标系,通过变换把相机坐标系转化为图像坐标系,最终标定结果是一个投影矩阵。在世界坐标系下取一点P(X,Y,Z),图像坐标系(μ,v),则有:
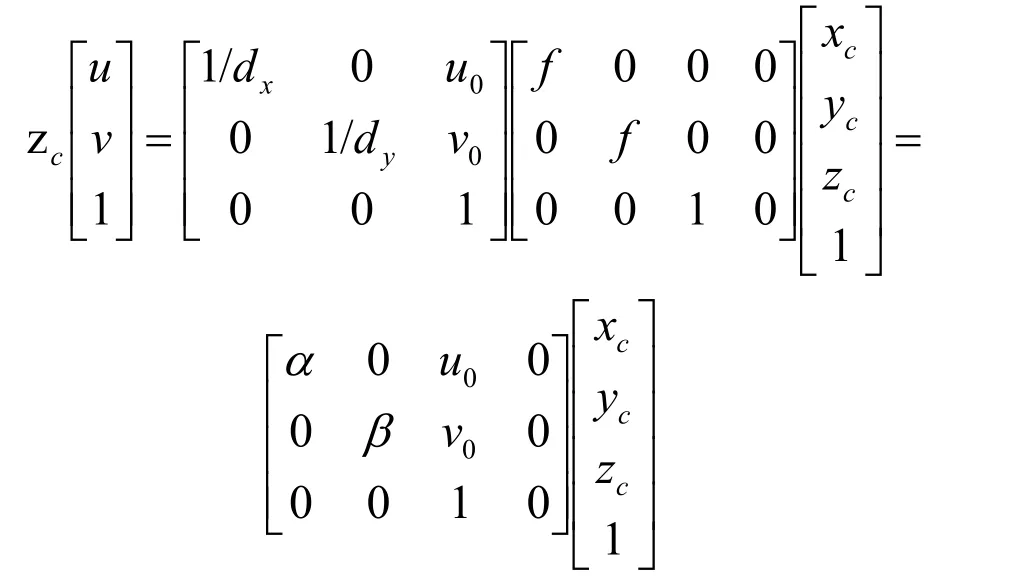
用M表示相机内参矩阵,N表示相机外参矩阵。则联立上式即可求出世界坐标系与图像像素坐标系的关系:
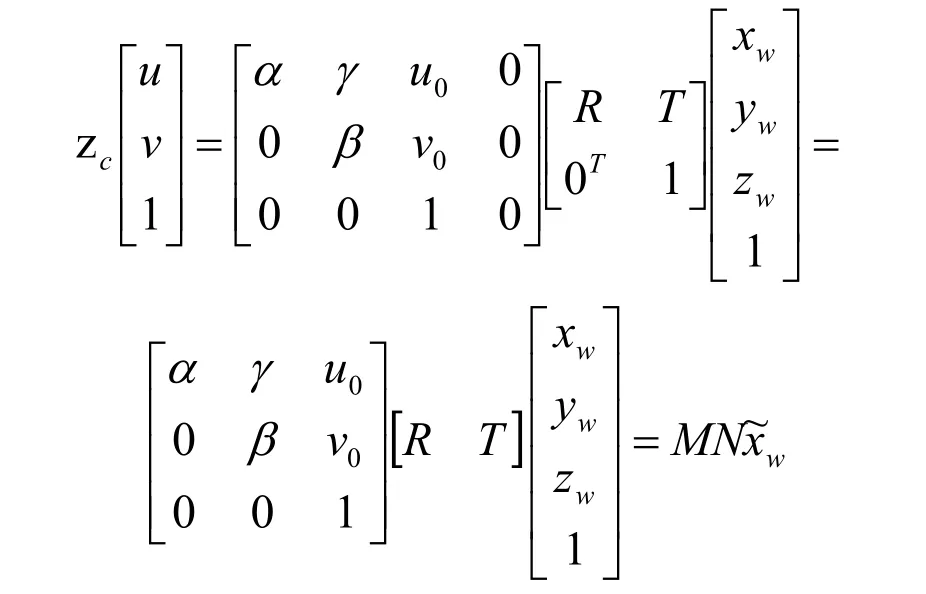
通过求解可以求出相机的内参矩阵和畸变。畸变一般可以分为径向畸变、切向畸变。
2.2 直径测量
整体设备如图2 所示,对于直径的测量精度是2 μm,待测立铣刀直径最大为16 mm,本测量设备利用三坐标测量机原理,首先需要建立相机中心和夹具中心的相对位置关系。具体做法为:在夹具上装夹标准棒,标准棒直径已知,设备启动,夹具向左移动,直到在相机视野内出现标准棒轮廓,通过标定关系可以得到相机中心点到标准棒轮廓的水平距离,这个距离再加上标准棒的半径就是相机中心和夹具中心的相对距离D。通过光栅尺记录下此时的夹具位置记为A点,由于运动精度关系,很难做到每一次测量都使得夹具中心准确停在A点,但是此后每一次测量都可以通过相对距离D和光栅尺读数得到相机中心到夹具中心的相对位置[7]。

图2 整体设备三维图
立铣刀通过机械臂装夹到夹具上,夹具移动到相机视野范围内。对于立铣刀,外轮廓半径分为刀尖半径和轮廓线半径(螺旋线刀刃半径)。刀尖半径是刀尖外表面离刀具轴线垂直距离最远的点与轴线的垂直距离。以下是设备选定平行光源与相机拍摄的标准棒外轮廓图像和灰度分布图。合格外轮廓图像的轮廓过渡带窄,灰度梯度分布明显,如图3 所示。
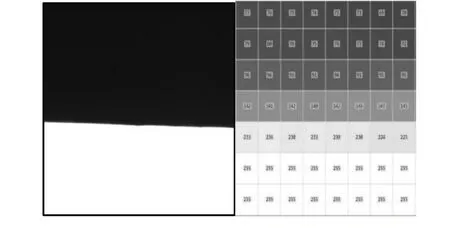
图3 外轮廓灰度分布
外轮廓图像结构简单,干扰较少,对外轮廓图像直接进行基于OTSU 阈值的二值化、Canny 边缘检测后可得到轮廓图像结果。计算出相机中心点到刀尖点的水平距离,再由相对距离D减去该水平距离就得到了刀尖半径。
2.3 端面测量
2.3.1 端面测量流程
端面测量流程如图4 所示。
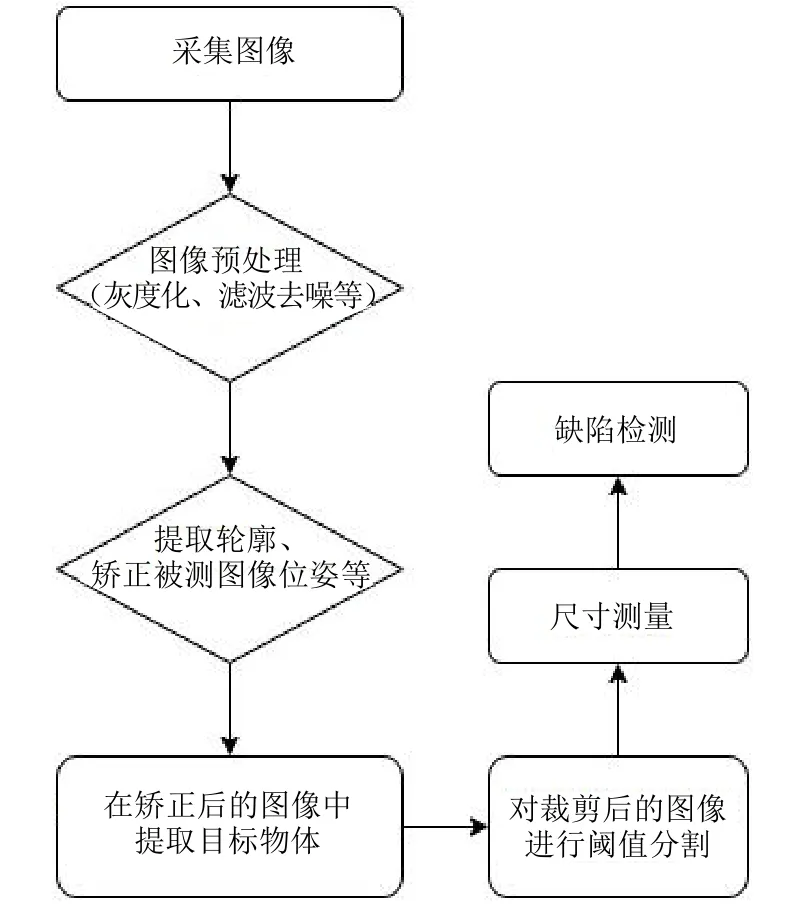
图4 端面测量流程
2.3.2 图像分割
图像分割指的是根据灰度、颜色、纹理和形状等特征把图像划分成若干互不交叠的区域,并使这些特征在同一区域内呈现出相似性,而在不同区域间呈现出明显的差异性。本案例选用迭代阈值分割。
对于迭代阈值分割算法,通过迭代法来求出分割的最佳阈值,从算法原理上来看,具有一定的自适应性,这种方法适用于物体与背景有较大的区分,即其直方图有相当清楚的波谷;该方法只适用于直方图有明显波谷的情况,而对于目前采集的图像进行直方图分析,结果图5 所示。从图中可以看到出现明显波峰波谷,因此可以采用此方法进行阈值选取。
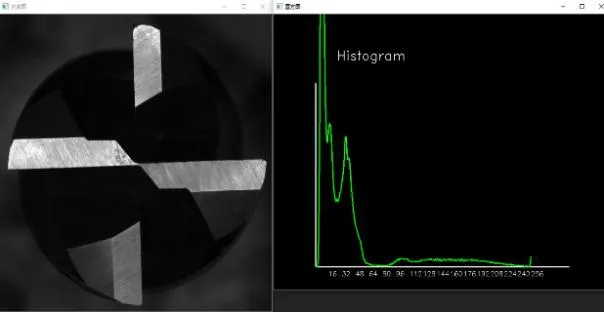
图5 直方图分析结果
自适应阈值图像分割中的大津法计算简单快速,不受图像亮度和对比度的影响。大津法是一种全局阈值分割方法,它的优点在于完全以在一幅图像的直方图上执行为基础,而直方图是很容易得到的一维阵列。大津法的优点在于可以快速有效地找到类间分割阈值,而对于本案例图像,背景和前景阈值有明显区别,分割目标单一,因此也可以选用大津法。同一幅图像用迭代法和大津法分割的效果如图6 所示。
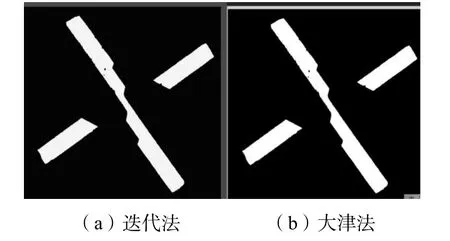
图6 不同阈值分割算法效果图
2.3.3 计算角度
测量长刃和水平方向的夹角,这里不能取最长刃最小外接矩形,如图7 所示。
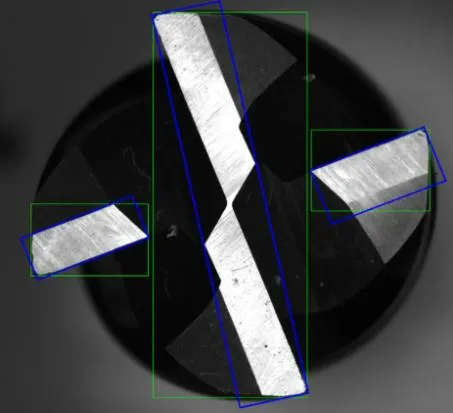
图7 最小外接矩形效果图
长刃的最小外接矩形不是恰好包裹住长刃轮廓的,而是包裹住该轮廓的面积最小的矩形。长刃矩形的角度并不能反映刀具的实际角度。通过观察可以得到,短刃的最小外接矩形恰好是包裹住短刃轮廓的,因此以短刃的角度作为旋转角度。旋转前后的图像对比如图8 所示。
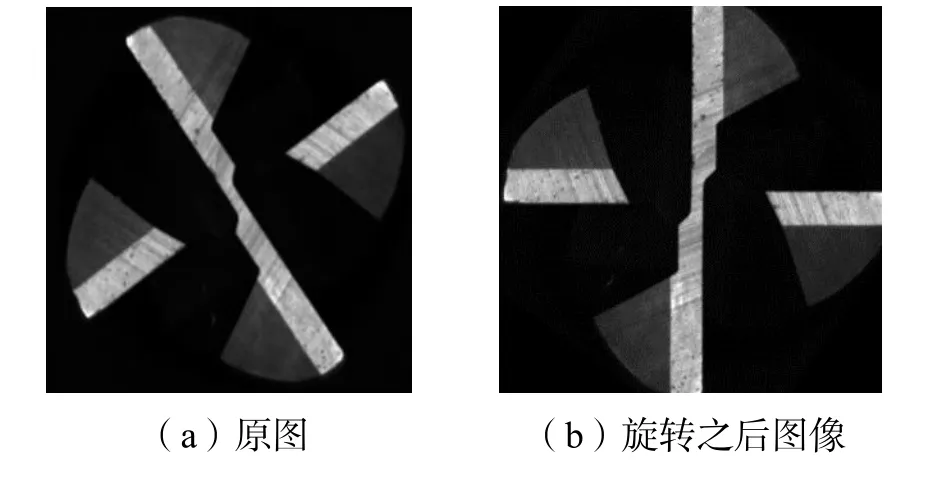
图8 旋转前后的图像对比
在旋转之后把图像中的目标图像截取出来,效果如图9 所示。

图9 截取目标物体效果图
对此图像进行尺寸测量,再进行图像预处理操作、轮廓提取。这里只提取最外层轮廓,最外层轮廓才是长刃的轮廓,因为图像噪声或者长刃本身有缺陷的原因,最外层轮廓内部可能还会有一些轮廓,这些轮廓是干扰,应当尽力排除。然后对轮廓内部像素进行填充,轮廓内部像素点都被填充为255,从上至下遍历这个二维矩阵,对于每一行的255 像素点进行计数,记为N,根据相机标定关系,由每一行的白色像素点个数N得到每一行实际物理长度。再对轮廓边缘像素点进行直线拟合,计算每个像素点到直线距离,以此方法来判断轮廓缺陷。
3 结论
本文基于机器视觉方法,主要研究了立铣刀尺寸测量中的关键问题,包括相机标定、基于三坐标测量机的测量原理、高精度直径测量等。利用机器视觉和图像处理技术,解决传统立铣刀尺寸测量速度慢、精度低、测量过程烦琐等问题,利用流水线的思想,为企业无人化工厂的实现提供了一定的解决方案。
