机床夹具及工件定位方法要求
2017-03-24陈建华
陈建华

摘 要:夹具是在日常机械加工过程中用来装夹工件(或引导刀具)使之占有正确的位置的一种装置。目前,在机械加工、装配、检验、热处理及焊接等过程中都采用各种各式各类的夹具。好的机床夹具既可以保证工件的一系列精度,稳定产品的质量;又可以扩大机床加工过程中的使用范围,充分发挥了机床的潜力;还可以缩短装夹过程中的时间,大幅度提高劳动生产率,对于减轻工人的劳动强度,起着重要作用。
关键字:夹具;分类;定位;夹紧;装配;选用原则
1 机床夹具的分类方式
1.按夹具的使用特点
根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、组合夹具、可调夹具和拼装夹具五大类。
(1)通用夹具
它是已经标准化、规格化、统一化,可以加工一定范围内不同工件的夹具。如三爪卡盘和四爪单动卡盘、台虎钳、顶尖、分度头和回转工作台等。其特点是适应性广,可用于装夹一定形状和尺寸范围内的各种工件。生产效率略低,主要适用于单件、小批量的生产中。
(2)专用夹具
为某一个工件的某道工序而专门设计制造的夹具。其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。当产品变更时,夹具将由于无法再使用而报废。只适用于产品固定且批量较大的生产中。如车床夹具、铣床夹具等。
(3)组合夹具
采用标准的组合元件或部件,可为不同工件的不同工序组装成不同类型的夹具。由于使用组合夹具可缩短生产准备周期,元件能重复多次使用,并具有减少专用夹具数量等优点,因此组合夹具在单件,中、小批量多品种生产和数控加工中,是一种较经济的夹具。适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
(4)可调夹具
夹具的某些元件可调整或更新,以适应同一系列,不同尺寸要求的,多种工件加工过程中使用的夹具。可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。它一般又可分为通用可调夹具和成组夹具两种。前者的通用范围比通用夹具更大;后者则是一种专用可调夹具,它按成组原理设计并能加工一组相似的工件,故在多品种,中、小批量生产中使用有较好的经济效果。
(5)拼装夹具
用专门的标准化、系列化的拼装零部件拼装而成的夹具。它具有组合夹具的优点,但比组合夹具精度高、效能高、结构紧凑。它的基础板和夹紧部件中常带有小型液压缸。此类夹具更适合在数控机床上使用。
2 机床夹具的组成
1.定位装置
用来确定工件在夹具中处于正确的加工位置。保证加工时工件相对于刀具和机床加工运动间的相对正确位置。
2.夹紧装置
工件在定位后将其固定,使其在加工过程中保持位置不变的装置。
3.夹具体
它是夹具的基础元件,把组成夹具的所有元件和装置连成一个有机的整体。它与机床有关部件进行连接、对定,使夹具相对机床具有确定的位置
4.对刀、导向元件
用来确定刀具在加工之前处于正确位置的元件, 称为对刀元件,如对刀块。用于确定刀具位置并导引刀具进行加工的元件,称为导向元件。
5.连接原件
使夹具与机床相连接的元件,保证机床与夹具之间的相互位置关系。
6.其它装置
根据加工需要,夹具上还可设置其它辅助装置。如分度表。
以上这些组成部分,并不是对每种机床夹具都是缺一不可的,但是任何夹具都必须有定位元件和夹紧装置,它们是保证工件加工精度的关键,目的是使工件定准、夹牢。
3 工件的定位
使被加工工件在机床上或夹具中处于正确位置的过程称为定位。
1.定位基准的选择
(1)尽量使工件的工序基准与定位基准相重合
(2)尽量用精基准作为工件的定位基准
(3)应使工件安装稳定,使在加工过程中因切削力或夹紧力,引起的变形最小
(4)遵守工件基準统一原则
(5)应使工件定位方便,夹紧可靠,便于操作,夹具结构简单。
2.常用定位方式及其定位元件
(1)平面定位的定位元件
支撑钉、支撑板、可调支承、自位支承
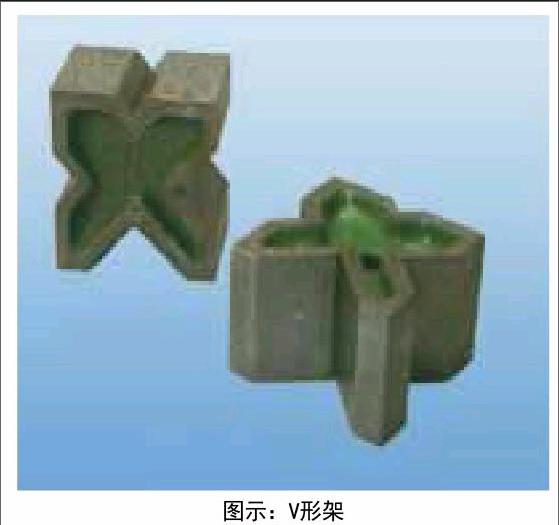
(2)外圆表面定位的定位元件
V形架、半圆形定位架、定位套筒、圆锥套筒
(3)孔定位的定位元件
圆柱定位销、圆锥定位销、定位心轴
4 工件的夹紧
1.夹紧装置的组成及基本要求
(1)夹紧装置的组成
动力装置、夹紧机构
(2)夹紧装置的基本要求
①夹紧过程中,不改变工件定位后占据的正确位置
夹紧系统有足够的刚度
②夹紧时不损伤工件表面
③可以用较小的的夹紧力得到较好的夹紧效果
④夹紧装置结构的复杂程度和使用效应与生产规模和工序节拍相适应,并有良好的结构工艺性
2.夹紧装置的选用
(1)夹紧力方向的确定
①夹紧力应朝向主要限位面
②夹紧力方向应尽可能使所需夹紧力减小
③夹紧力方向的选择应尽可能使工件变形小
(2)夹紧力作用点的选择
①夹紧力作用点应落在定位元件的支承范围内
②夹紧力作用点应落在工件刚度较好的方向和部位
③夹紧力作用点应靠近工件的加工表面
(3)基本夹紧机构
①斜夹紧机构
②螺旋夹紧机构
③偏心夹紧机构
(4)复合夹紧机构
①斜楔勾形压板
②压板圆偏心
③螺钉- 压板型夹紧机构
5 定位与夹紧的区别
工件在夹具中定位后,还必须夹紧。夹紧与定位不能互相代替。夹紧有时候有定位的作用,但定位不一定就夹紧!有人认为工件被定位后,其位置不能再移动了,所有自由度都已被限制,这显然是一种错误观点。
工件在夹具中定位时夹紧的任务是采用一定的机构把工件压紧夹牢在定位元件上,使它在加工胡过程中,不会由于切削力、重力等外力作用下而发生位置变化或震动,从而保证定位精度,也防止刀具和机床的损坏。若不要求加工,那么也没有必要去夹紧了。
6 机床夹具的安装
1.夹具在机床上的定位与连接
(1) 机床安装在机床的平面工作台
铣床、刨床、钻床、镗床、平面磨床就是应用的这种安装。同时为了保证底平面与工作台面有良好的接触,对于较大的夹具采用周边接触。
(2) 夹具安装在机床的回转主轴
这种安装主要取决于所用的机床主轴端部结构。如车床、内外圆磨床 。
2.夹具的对刀
(1)通过试切来调整刀具相对于工件定位面的位置
(2)用夹具的对刀装置来对刀
7 选择夹具的基本原则
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下四点:
(1)当零件加工批量不大时,应尽量采用组合夹具、可调夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
(2)在成批生产时才考虑采用专用夹具,并力求结构简单。
(3)零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
(4)夹具上各零部件应不妨礙机床对零件各个表面的正常加工,即夹具要开敞其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
8 结束语
夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。能够正确的选择和使用夹具已经成为现代机械加工中不可或缺的过程,在原来的夹具基础上开发与有效的利用夹具是我们要面对的重要课题,提高劳动生产率提高产品的质量夹具的选用是有效的途径,所以我们要在工艺上重视它、技术上改进它,以为我们更好的服务。
参考文献
1.《机械制造工艺学》 中国劳动保障出版社
2.《检查夹具设计和调整的基本原则》 机械工艺出版社