不锈钢DRAPL 线轧机段速度及活套量计算
2022-07-07董伟明曹永明
董伟明,曹永明
如今,冷连轧机轧制不锈钢技术已经比较成熟,越来越多的企业选择使用连轧生产不锈钢产品。
采用连轧生产不锈钢,投资少、成材率高、生产节奏快、运行成本低,已成为不锈钢冷轧生产的发展趋势。区别于传统连轧及退火酸洗机组,20 世纪90 年代国际上新开发的直接轧制退火酸洗机组能够将热轧不锈钢原料卷经过连续轧制、退火、酸洗生产出合格的冷轧不锈钢带,有效降低生产成本,满足市场需求。
1 机组整体方案
某轧钢厂新850 mm 十八辊三机架冷轧连续退火酸洗机组,在常温状态下将材质为200 系、300系,最大厚度2.4 mm、宽度≤750 mm 的不锈钢热轧卷经过连续轧制、退火、酸洗生产出多种规格的带卷(见表1,图1)。

图1 不锈钢DRAPL 机组工艺流程图

表1 产品大纲
1.1 工艺过程概述
(1) 入口段
热轧不锈钢钢卷通过天车吊至入口钢卷鞍座上,人工拆除捆带;由钢卷车将钢卷鞍座送至开卷机上卷;为缩短等待时间,机组入口设两台开卷机(带CPC) 交替开卷。
通过开卷机、导板台,引出带钢头部送入五辊矫直机矫直头部。随后,由切头剪切除带钢头部或尾部的超差部分。切头剪后设有废料收集装置,用于将最大长度1.0 m 的头尾超差部分收集后运往线外。
带头进入焊机后和前一钢卷的带尾焊在一起。焊后在焊缝两端冲切月牙弯,使两卷带钢之间平滑过渡,保证焊缝顺利通过后面的设备。在焊机C型架前后各设2 套侧导对中装置。同时,为了方便焊机操作,在焊机前后设有起套装置。
焊接完毕后,入口段设备同时加速到充套速度进行充套,入口活套充满后,入口段速度降至轧机段速度运行。设置入口活套的目的是确保在入口段换卷焊接时轧机段能够连续轧制。与此同时,另一套入口开卷设备完成下一卷带钢的开卷准备工作,以便在短时间内完成焊接,保证机组连续运行。入口活套和焊机之间设置张力辊,用于控制开卷和活套内的张力,在张力辊之后设置1 套纠偏装置,保证带钢进入地下入口活套时不跑偏。
入口活套内共设有3 套纠偏装置,在出口设1套纠偏装置以确保带钢在活套内对中;在轧机入口设一套双辊纠偏装置,确保带钢对中进入轧机。入口活套共六层,由1 台卷扬机驱动。活套车行程90 m,总套量约540 m。活套采用跟随托辊小车。
(2) 轧机段
主要由焊缝检测仪、张力辊、测厚仪、张力计、测速编码器、3 机架连轧机、换辊车及脱脂段等组成。
通过测厚仪、张力计、轧机AGC 联合动作,可自动调节压下量;轧机依据辊径和轧制线高度设定目标值自动调整轧制线高度;依靠各轧机间测速编码器测得的进口和出口速度来控制带钢轧制速度;依据由各轧机电机的转矩回馈间接控制各段带钢的张力或通过张力计回馈直接控制带钢张力;以轧机压下率、辊缝、厚度测量、进出口速度回馈及质量秒流量实现厚度自动控制;通过轧机机架倾斜、中间辊抽动和正负弯辊控制板形。3 架轧机均采用推上AGC 系统,轧制线调整装置设置在机架顶部。当焊缝检测仪检测到焊缝时,轧机段减张、减速使焊缝通过。为防止轧机出口张力辊组打滑,在轧机出口设置脱脂段,清除带钢表面残留的乳化液残油。
(3) 轧机活套段(炉前活套段)
轧机段之后设有轧机活套,在轧机活套的入口、中部和出口设有纠偏装置,保证带钢连续对中运行。活套之后设有张力辊组,用于控制炉区和活套内的张力。在炉子入口设有张力计辊,对炉子内的张力进行直接控制。轧机活套共六层,由1 台卷扬机驱动。活套车行程145 m,总套量约870 m,活套采用跟随托辊小车。
(4) 工艺段
由退火炉、冷却段、纠偏辊、张力辊、张力计、破磷机、抛丸机及混酸酸洗、最终冲洗及干燥等组成。
(5) 出口段
在酸洗段后设有出口活套,在出口活套的入口、中部和出口设有纠偏装置及张力辊,保证带钢连续对中运行。活套车行程大约125 m,总套量约750 m。活套采用跟随托辊小车。
在焊缝通过出口纠偏、转向后进入质量检查室对板带进行检测,然后经转向张力辊进入出口分切剪。
分切后的带钢尾部通过转向夹送辊在卷取机压辊配合下,在卷取机上成卷。出口钢卷小车将钢卷从卷筒上卸下,运送到出口钢卷鞍座上。
机组出口设有1 台卷取机,卷取后设置2 个钢卷鞍座及1 个称重鞍座。
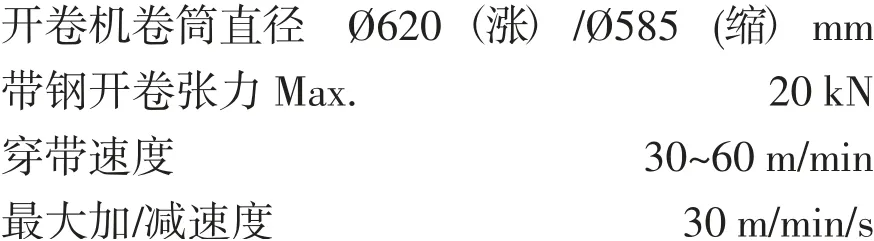
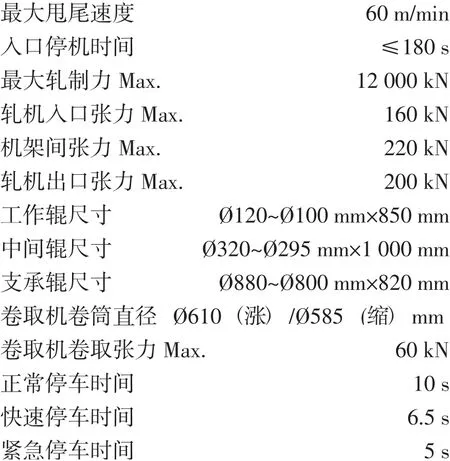
1.2 机组主要技术参数
2 工艺方案设计
各区域的运行速度及活套量是保证全线稳定正常运行的重要参数,同时,在满足功能的条件下,为了尽可能使全线配置合理,应尽可能减小电机功率和活套量,最大程度减少区域设备的加减速动作和设备故障,提高生产效率,保证全线稳定运行。为此,本文针对本机组轧机段速度及活套量等工艺参数详细分析计算。
该处理线的核心是加热炉,所以必须以加热炉做为基准,分别向前、向后确定各区域的速度与活套量(见图2)。
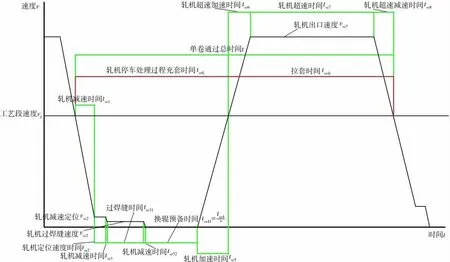
图2 连轧机与炉区速度平衡图
首先,笔者根据产品大纲中带卷的平均规格计算机组的平均生产能力,然后根据计算的机组平均速度确定退火炉的平均TV 值,根据实际经验及考虑产能扩充或品种规格扩充等因素修正TV=180 m/min·mm。

连轧机出口速度应满足在连轧机停车换辊期间,退火炉能稳速运行,即在下一个焊缝到达轧机入口时,可以将炉前活套充满。笔者按产品大纲选取典型规格宽度B=650 mm,入口厚度T=2.0 mm,轧机出口厚度T=1.2 mm,卷重W=16 t,成品带钢长度S=2 597 m,此时炉子处理带材速度为最大vf=TV/1.2=150 m/min。
2.1 充套段

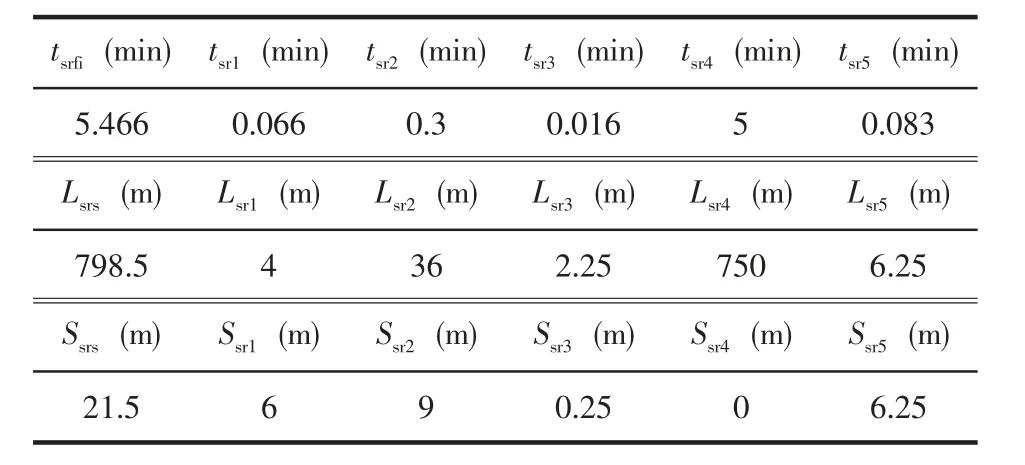
表2 充套段计算结果
充套段验证,该段内通过带长+充套量应等于该时间内以工艺速度通过的带长:
2.2 拉套段


2.3 轧机出口速度


表3 拉套段计算结果
考虑余量后,轧机出口速度vexcm定为225 m/min,炉前活套长度定为870 m。
2.4 综合验证
以上是黑皮轧制连续退火酸洗机组中退火速度、轧机入、出口速度,炉前活套速度及套量的详细计算过程,酸洗段跟随炉子运行速度vp=vf;机组其他参数,如开卷速度、入口活套量、卷取前充套量及卷取速度等均以炉子为核心,向机组两侧推导得到,本文不再赘述。
3 结 语
该连续退火酸洗生产线工艺方案依托在建项目进行全新开发设计,目前已经进入制造阶段,投产后势必满足用户的产品要求,降低生产成本,提升市场竞争力。
