海藻酸钠添加对大豆浓缩蛋白植物肉特性的影响
2022-07-07隋晓楠江连洲
窦 薇,张 鑫,赵 煜,隋晓楠,江连洲
(东北农业大学食品学院,黑龙江 哈尔滨 150030)
近年来陆地养殖业对空气和水资源的污染、因过度食用动物肉引致疾病的“三高”人数急剧增加等问题日益凸显。同时,近年来陆地养殖业对空气和水资源的污染、因过度食用动物肉引致疾病的“三高”人数急剧增加等问题也日益凸显。因此,增加植物蛋白在畜牧肉制品中的代替已成为世界可持续发展的必然选择,其中包括用植物肉产品代替动物肉。植物肉是一种与动物肉具有相似感官特性,但是由植物蛋白制成的食品。生产植物肉的常用方法之一是双螺杆高水分挤压,在挤压过程中,通过温度、高水分、机械能和热能的作用导致蛋白质变性后,通过挤压机末端冷却模头降温后使蛋白质重新排列形成致密的纤维状结构。
在高水分挤压中,大豆蛋白是最常见的原料之一。分析挤压过程中参数(包括温度、原料等)变化一直是研究热点,Zhang Bo等以大豆蛋白为原料,研究了温度、水分含量的改变对挤压植物肉产品的质地和理化特性的影响。其他植物性蛋白如小麦面筋、豌豆蛋白和花生蛋白通常作为添加剂与大豆蛋白混合进行高水分挤压,以此改善产品感官和理化特性。除了植物蛋白成分,非蛋白成分的辅料对于植物肉产品特性构建也十分重要。例如,卡拉胶在水中具有良好的增稠性和稳定性,被广泛应用于植物肉生产中。海藻酸钠性质与卡拉胶相似,它作为一种从天然褐藻中提取的多糖物质,具有良好的吸水性,也可在食品中用作增稠剂和凝胶剂。在食品制作中添加海藻酸钠可以改善制品的色泽、均一性和持水作用。Pan Hongyang等研究了海藻酸钠加入对于大豆分离蛋白的热凝胶特性。Zhang Jinchuang等利用海藻酸钠与花生蛋白作为高水分挤压原料,生产出了组织化程度较高的植物肉产品。但有关利用海藻酸钠与大豆浓缩蛋白混合制备高水分挤压产品鲜有深入研究。
为进一步改善植物肉的产品特性,本实验以大豆浓缩蛋白为研究对象,通过添加不同比例海藻酸钠和改变模头温度制备高水分挤压产品,进而探讨海藻酸钠和模头温度的改变对大豆浓缩蛋白高水分挤压产品结构和功能特性的影响。
1 材料与方法
1.1 材料与试剂
大豆浓缩蛋白(水分5.92%、脂肪0.47%(干基)、灰分5.01%(干基)、纤维3.6%(干基)、蛋白质64.21%) 哈尔滨九三集团;食用海藻酸钠(食品级)山东盛源食品公司;其他试剂均为分析纯。
1.2 仪器与设备
Process 11双螺杆挤出机 德国赛默飞世尔科技公司;TA.XT. plus纹理分析仪 英国超技术仪器公司;CR-10手持色度计 日本柯尼卡美能达公司;CJJ-6型磁力搅拌器 上海仪电科学仪器股份有限公司;GL-25MS型高速冷冻离心机、Scientz-18N型冷冻干燥机 宁波新芝生物科技股份有限公司;S-3400N型扫描电子显微镜荷兰皇家飞利浦公司;DHG-9023A烘箱 上海捷呈实验仪器有限公司。
1.3 方法
1.3.1 大豆蛋白-海藻酸钠植物肉的制备
参考文献[7]的制备方法,高水分挤压蒸煮在同向旋转、啮合的双螺杆挤出机上进行,挤出机出口端附有一个长冷却模具。将大豆浓缩蛋白-明胶以12 kg/h的恒定速率加入挤出机,通过优化挤压工艺的基础上,采用单因素试验设计,海藻酸钠添加量分别为0%、3%、6%、9%(以大豆浓缩蛋白计),其中海藻酸钠添加量0%为对照组。模头温度改变分别为120、150、180 ℃。所有实验中螺杆转速恒定为150 r/min,根据初步预实验所得到的样品和挤出机的稳定性,设定进料水分为60%(干基)。在挤压蒸煮过程中,机筒和模头冷却介质为20 ℃循环水。在产品挤出后分为2 部分进行收集,取一部分样品装入密封塑料袋后4 ℃保存以供进一步分析。取另一部分样品冻干研磨,进行80 目筛后装袋在干燥环境下保存。
1.3.2 质构性分析
参考文献[8]的方法,将条状样品固定在质构仪上,利用A/AMORS探针沿样品的垂直方向(纵向强度,)和平行方向(横向强度,),以1 mm/s的速率切割至样品原始高度的75%,重复3 次,记录数据。其中,组织化度为纵向强度()与横向强度()的比值,咀嚼度为探针对条状样品剪切的正峰面积,均由TA.XT. plus纹理分析仪软件直接显示数据。
1.3.3 颜色分析
参考文献[10]的方法,采用手持式色度计测量挤出物的颜色。仪器在使用之前用白色瓷砖进行校准。将条状样品置于白色标准板表面,测量其亮度(*)、红度(*)和黄度(*),每一种样品重复测量至少3 次。
1.3.4 比机械能分析
按式(1)计算样品的比机械能:

式中:为螺杆转速(150 r/min);为电机转矩(由计算机自动记录,从转矩读数中减去空载转矩)/(N·m);MFR为质量流量/(g/min),即挤出物质量以1 min挤出物称量计算。
1.3.5 微观结构观察
参照文献[10]的方法。再观察前,将挤压样品分割成2 mm×2 mm×3 mm的片状结构,然后使用2.5%戊二醛(pH 7.2)在4 ℃下固定1.5 h,随后使用0.1 mol/L的磷酸盐缓冲液(pH 6.8)进行3 次清洗。将样品在乙醇溶液(50%、70%、80%和90%)中进行脱水,然后用1∶1的叔丁醇、乙醇混合物洗涤。最后将样品表面用金溅射涂层。用扫描电子显微镜将样品放大1 500 倍后,观察其表观形态。
1.3.6 蒸煮性测定
根据文献[11]的方法,将挤压产品在沸水中蒸煮10 min,捞出放置在过滤网上沥干多余的水分,冷却至室温后,采用1.3.2节方法利用质构仪对蒸煮后的样品进行测定并使用相机进行拍照。
1.3.7 吸水率测定
根据文献[12]的方法并稍作修改,将样品剪切成40 mm×15 mm×4 mm的长条,先将样品用烘箱干燥,待样品质量不再发生变化后,记录干燥样品质量为。将水浴锅温度设定为60 ℃,取干燥后的样品放入水浴锅,每间隔30 min称量一次样品的质量并记录,5 h后将样品捞出,放置在过滤网上排水6 min,随后称量吸水后的样品质量,记录为,重复测定3 次,取平均值。根据式(2)计算吸水率:

1.4 数据统计分析

2 结果与分析
2.1 质构分析
如图1所示,模头温度和海藻酸钠添加量显著影响了挤出样品的组织化度和咀嚼度(<0.05)。根据文献[13]组织化度代表挤出物的纤维结构形成。和分别代表切割挤出物的垂直力和平行力。因此,组织化度值大于1表示更好的纤维结构。由图1可以看出,仅由大豆浓缩蛋白制备的挤出物的组织化度在3个不同挤出模头温度中都接近于1,这表明仅由大豆浓缩蛋白制备的挤出物形成的纤维度较差。在原料中加入海藻酸钠增加了挤出物的组织化度值,尽管添加量有所不同。这表明添加海藻酸钠能够提高挤出物纤维结构的形成。这可能是因为海藻酸钠在水中溶解,与蛋白质形成聚合物网络并起到了维持挤出样品内聚性和弹性的作用。同时,由图1可以发现,海藻酸钠也改变了挤出物的咀嚼性,它通常在食品工业中作为胶凝剂和稳定剂。与Romero等研究结果一致,在挤压过程中添加一定量的海藻酸钠提高了小米挤出物的咀嚼性。随着海藻酸钠的添加量达到9%后,挤出样品的咀嚼性达到最大值,这可能是由于过多的海藻酸钠的加入,增大了挤出样品的黏度,从而咀嚼度升高。模头的熔融温度也是蛋白质构象变化的关键因素,它会影响挤出物的组织化形态。机筒温度的变化可以影响蛋白质的熔化程度。由图1可以看出,在150 ℃时,4种不同海藻酸钠添加量的挤出物的组织化度均具有最大值。这代表较高的熔融温度可以促进蛋白质分子链充分的展开,经过冷却模具后,蛋白质分子进行重排,形成致密的纤维状结构。此时蛋白质-蛋白质相互作用、蛋白质-海藻酸钠相互作用、蛋白质-水相互作用都逐渐增强。相比较在130 ℃时,挤出物样品的组织化度较低,挤出物容易断裂,形态不均匀。这可能是因为模头温度过低,使得蛋白质分子变性但并未完全熔融,经过冷却模具后无法形成明显的纤维结构。而当温度达到180 ℃时,挤出物组织化程度再次降低,这可能是由于模头温度过高,机筒内蛋白质分子之间的作用力被破坏。模头温度过高或过低都会影响挤出物纤维结构的形成,根据图1中组织化度的最优选择,将使用熔融温度为150 ℃时的挤出样品进行进一步研究。

图1 海藻酸钠添加量和挤出温度对于挤出物组织化度(A)和咀嚼度(B)影响Fig. 1 Effect of addition of sodium alginate and extrusion temperature on the texturization degree (A) and chewiness (B) of extrudates
2.2 比机械能分析
比机械能是单位质量挤出物质所消耗能量的指标,它可以表示原料在挤压过程中经历的分子分解程度,因此可以很好表征原料在机筒内的挤出过程。比机械能的变化与机筒的扭矩以及原料在机筒内经历高温高压后的表观黏度有关,其会影响到产品最终的特性例如溶解度、组织化度、硬度等。从表1可以看到,海藻酸钠的加入导致比机械能下降。海藻酸钠是一种已知的亲水性多糖,是一种能够影响食品原料黏度的添加剂。大多数食品在挤压蒸煮过程中通常具有假塑性流体行为,机筒的扭矩变化与原料黏度相关。随着海藻酸钠的加入导致原料熔体黏度降低,从而螺杆进行啮合旋转时受到的阻力减少,导致扭矩下降,最终比机械能降低。Frame等的研究与本实验有相同的结果。值得注意的是,图1结果表明挤压样品中较高的组织化度与较低的比机械能相关。当添加6%海藻酸钠时,比机械能为最低(694.43 kJ/kg),而组织化度值为最大(2.13)。Fang Yanqiang等的研究也表明,较低的比机械能值可能会导致蛋白质挤出物中更明显的纤维结构。

表1 不同海藻酸钠添加量对挤出物色泽和比机械能的影响Table 1 Effect of addition of sodium alginate on color and SME of extrudates
2.3 颜色分析
颜色在食品工业中是一个重要的品质因素,是食品感官的指标之一。如表1所示,在产品颜色方面,海藻酸钠添加量对于产品亮度有显著影响。物料配比中海藻酸钠含量越高,挤出物亮度越高。根据文献[28],机筒中由于高温作用导致蛋白质原料发生美拉德反应,会使挤出物质亮度变暗。但是在螺杆转速一定的情况下,海藻酸钠比例增加,使原料黏度降低,能够更快速通过机筒,机筒内美拉德反应减弱,从而使产品亮度升高,挤出物颜色有所改善。
2.4 外观和微观观察分析
挤出过程被认为是一个黑箱过程,其原料在机筒中发生的变化无法通过肉眼观察。因此,利用电子相机对挤出物经行宏观拍照,结合扫描电子显微镜观察挤出物的形态。从图2可以看出,挤出物的微观形态与样品宏观形态相一致。未添加海藻酸钠的挤出样品(图2a)与不同海藻酸钠添加量下得到的样品形态差别较大,未添加海藻酸钠的挤出样品(图2a)表面平整光滑,没有分层出现。当添加了3%的海藻酸钠后,挤出物(图2b)形成了块状聚集体,但是并没有纤维条状结构形成。从微观形态来看,挤出样品(图2b)有层状结构出现,但表明仍然相对平坦没有明显的纤维取向。相比之下,当添加了6%的海藻酸钠后,挤出物(图2c)结构变得更加致密,此时可以观察到最佳的外观形态,样品形成了类似于肉类纤维的条状纤维结构。观察微观形态,含有6%的海藻酸钠的挤出物(图2c)显示出明显的条状纤维结构,蛋白质凝胶结构变得更加致密。在挤压过程中,蛋白质在机械剪切力和高温的作用下经历了分子链展开、团聚、交联的过程。海藻酸钠在蛋白质分子展开和交联的过程中充分起到增稠和黏合的作用,改善蛋白质凝胶化性质,从而使挤出样品形成了更多的纤维排列层。文献[33]研究中也发现,花生蛋白与0.1%的海藻酸钠混合后进行高水分挤压,可以改善蛋白质的交联效果,得到纤维结构更明显的产品。随着海藻酸钠比例的增加,挤出样品(图2d)的结构变得更加致密且形成了更多层状而非纤维状结构,过多的海藻酸钠溶于水,促进了蛋白质的溶胀,使得蛋白质-蛋白质相互作用减弱,产生不相容的聚合物网络,从而导致挤出物(图2d)形成了更多分离的层。海藻酸钠也被用于纺丝的大豆分离蛋白中,其表现出高度的混溶性,能够促进蛋白质-蛋白质、蛋白质-水之间的相互作用。总的来说,通过外观观察分析和扫描电子显微镜观察,得到与质构性分析一致的结论:海藻酸钠在大豆浓缩蛋白高水分挤压中起重要作用。

图2 不同海藻酸钠添加量挤出物的外观和扫描电子显微镜观察图Fig. 2 Macroscopic and scanning election microscopic observation of SPC-sodium alginate extrudates
2.5 蒸煮性分析
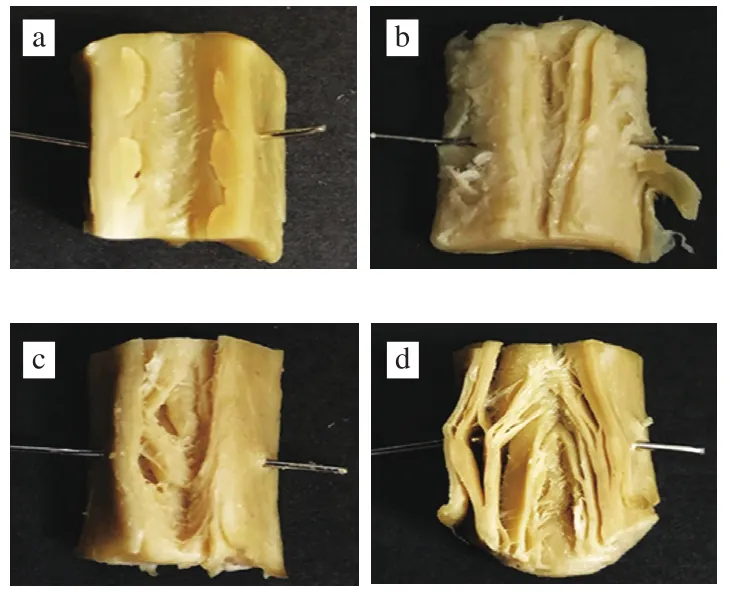
图3 大豆浓缩蛋白-海藻酸钠挤出物蒸煮后的变化Fig. 3 Changes in appearance after cooking of SPC-sodium alginate extrudates

表2 蒸煮后挤压物组织化度和咀嚼度的变化Table 2 Changes in texturization degree and chewiness of extrudates after cooking
从图3可以明显观察到,添加海藻酸钠的挤出物(图3b~d)蒸煮后体积膨胀变大,这可能是因为海藻酸钠的分子骨架上拥有羟基官能团,羟基与蛋白质形成大量氢键,同时与水分子作用形成氢键,促进蛋白质-海藻酸钠复合体系的形成,使挤出物吸水性更强,在蒸煮时发生膨胀。如表2所示,在蒸煮后,所有样品的组织化度和咀嚼度降低,这可能是蒸煮时挤出物充分吸收水分造成的。添加6%海藻酸钠的大豆浓缩蛋白挤出物在蒸煮后仍具有最高的组织化度,这说明在蒸煮后并不会影响挤出样品的组织化程度,能够最大程度的模拟动物肉纤维结构。
2.6 吸水率分析

图4 挤出物吸水率的变化Fig. 4 Changes in water absorption capacity of extrudates
产品的吸水指数与其复水后的质地有关,它可以用作高水分植物蛋白挤压产品的“多汁性”指标。通常,挤出物的吸水能力与进料混合物的聚合物大分子组分的结构变化相关。从图4可以看出,海藻酸钠是影响样品吸水性的重要因素。没有添加海藻酸钠的大豆浓缩蛋白挤出物的吸水率始终低于其他样品。原料由机筒内传送到冷却模具时,由于冷却模具固定的狭缝形状及较低的冷却温度,蛋白质无法继续膨化,从冷却模具中挤出后形成片层结构。正如之前所描述,海藻酸钠的加入会使样品形成松散的多层结构,具有更多的开放空间。在干燥后补液时,挤出样品的多层结构能够吸收更多的水分,吸水率增大。海藻酸钠已经被广泛用作增稠剂或凝胶剂,以提高蛋白质凝胶的保水能力。Singh等研究也发现在玉米粉中加入海藻酸钠进行挤压蒸煮后,也会导致样品有较高的吸水率。
3 结 论
利用大豆浓缩蛋白和不同比例海藻酸钠在不同挤出温度下进行高水分挤压。加入海藻酸钠的大豆浓缩蛋白高水分挤出样品组织化度值显著升高,同时在模头温度为150 ℃时,蛋白质分子完全熔融变性,经过冷却模头形成紧密的纤维结构,具有良好的咀嚼性和组织化度。通过对不同比例大豆浓缩蛋白-海藻酸钠复合体系高水分挤压物进行宏观和微观观察,发现添加6%海藻酸钠会获得更具有类似肉纤维状挤压物,海藻酸钠通过其增稠性和黏合性,增强了挤出物的纤维特性。海藻酸钠的分子骨架上的羟基官能团可以与蛋白质形成大量氢键,同时与水分子作用形成氢键,促进蛋白质-海藻酸钠复合体系的形成,使得挤出物比机械能降低,*值升高,吸水性更强。海藻酸钠作为交联剂在大豆浓缩蛋白高水分挤压生产植物肉领域有广阔的应用空间。
