酸性体系单质硫浮选的试验研究
2022-07-04邓磊
邓 磊
(深圳市中金岭南有色金属股份有限公司丹霞冶炼厂,广东韶关512325)
近年来,锌氧压浸出工艺作为一种新的绿色冶炼工艺,最大的特点之一就是将原本生产SO2的硫元素转变为单质硫,再经过热熔、造粒等过程,生产成品硫黄,实现了资源的充分利用,也解决了硫酸运输的问题。该工艺核心在于锌浸出渣中单质硫与硫化金属的分离,而现有关于单质硫与硫化金属分离的文献较少,通常利用锌浸出渣中各物质亲水性的差别进行浮选分离[1-2]。与硫化矿的浮选不同的是,硫化矿大多在中性或碱性环境进行浮选,而锌浸出渣是在酸性体系或高酸体系下进行浮选,分离出硫黄。深圳市中金岭南有色金属股份有限公司丹霞冶炼厂(以下简称丹霞冶炼厂)作为大规模生产硫黄的生产企业,对酸性体系下单质硫的浮选工艺进行了深入的研究。
1 试验部分
1.1 试验设备及仪器
XFD1.0L型浮选机,吉林省探矿机械厂;AUY220型电子分析天平,梅特勒-托利多有限公司;XMQ-150×50型球磨机,武汉探矿机械厂;LS-609/SCF-105B型粒度分析仪,珠海欧美克仪器有限公司;ICAP-6300型电感耦合等离子体发射光谱仪(ICP),美国赛默飞世尔科技公司;DHG-9053A型电热鼓风干燥箱,上海一恒科学仪器有限公司;SHB-ⅢA型真空抽滤机,郑州长城科工贸有限公司。
1.2 试验方法
预先对锌浸出渣(锌加压浸出二段底流)球磨一定时间,再称取一定量的锌浸出渣(成分见表1),加入一定量的硫浮选尾矿滤液配制成一定固含量的浮选液,在2 000 r/min转速下浮选一定时间,浮选过程中均匀地补入500 mL铅银渣上清液,浮选后的精矿和尾矿进行过滤、洗涤、干燥及称重。重复上述操作,逐一开展锌浸出渣粒度、浮选液初始浓度、浮选时间、浮选溶液中锌浓度及浮选温度单因素浮选试验。

表1 锌浸出渣的主要成分 w: %
2 结果与讨论
2.1 锌浸出渣粒度的影响
在浮选液初始固含量(w)为20%、锌离子质量浓度为80 g/L、温度为70 ℃的条件下,选择不同粒度浮选30 min,结果见图1。

图1 粒度对单质硫浮选的影响
由图1可知,随着锌浸出渣粒度不断增大,硫的回收率先增大后减小。粒度在120~150 μm,硫回收率最高能达到95.22%。粒度低于120 μm时,硫回收率随着粒度的减小而降低,这可能是由于粒度越小,锌浸出渣与气泡碰撞的概率越低,被气泡捕捉的机会变少;细粒级的单质硫疏水性可能也会发生改变;也有可能是单质硫在浮选过程中,因其粒度小所获得的动能较小,自身的能量不足以冲破气泡的能量壁垒到达气泡表面,从而无法被浮选。从试验现象来看,锌浸出渣粒度越小,浮选时的泡沫越小,且筛分浮选尾矿时,有部分颗粒悬浮在溶液中,一定程度印证了上述假设。粒度大于150 μm时,硫回收率随着粒度的增大而降低,这可能是由于粒度越大,被气泡负载到液面所需要的能量就越大,当粒度过大时,气泡无法将单质硫负载,硫的浮选效果差,硫回收率低[3-4]。故锌浸出渣的粒度在120~150 μm,硫的浮选效果较好。
2.2 浮选液初始固含量的影响
选择锌浸出渣的粒度为120~150 μm、锌离子质量浓度为80 g/L,温度为70 ℃,在不同浮选液初始固含量的条件下浮选30 min,结果见图2。
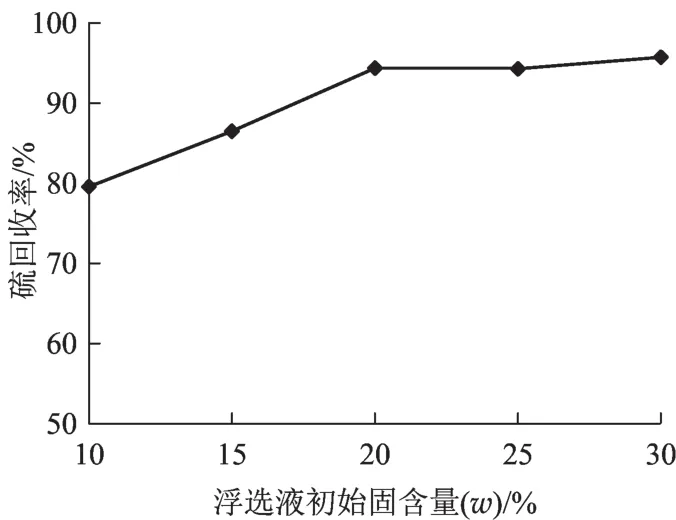
图2 浮选液初始固含量的影响
由图2可知,随着浮选液初始固含量的不断增加,硫的回收率先上升后趋于稳定。当浮选液初始固含量(w)在20%左右时,硫回收率为94.36%。当浮选液初始固含量(w)低于20%时,硫的回收率随着固含量的升高而增大,由于初始固含量越低,单质硫与气泡发生碰撞的概率就越低,从而被浮选的概率就越低;当浮选液初始固含量(w)高于20%时,硫的回收率随着固含量的升高基本上保持不变,因为浮选槽内有效处理能力是固定的,当达到最高限度时,硫的回收率不再提高,若进一步增加浮选液初始固含量,反而会增加浮选搅拌电机的负荷,减弱搅拌效果,从而影响硫的回收率[5]。故浮选初始固含量(w)在20%,为最佳浮选浓度。
2.3 浮选时间的影响
在浮选液初始固含量(w)为20%、锌浸出渣的粒度为 120~150 μm、锌离子质量浓度为 80 g/L、温度为70 ℃的条件下,浮选不同的时间,结果见图3。

图3 浮选时间的影响
由图3可知,随着浮选时间的不断增加,硫的回收率先上升后趋于稳定。当浮选 20 min左右,硫回收为 93.25%;当浮选时间小于 20 min时,硫的回收率随着浮选时间的延长而增大;当浮选时间大于 20 min时,随着浮选时间的延长硫的回收率变化不大,说明单质硫已被浮选完全。故单质硫的最佳浮选时间为 20 min。
2.4 浮选溶液锌浓度的影响
在浮选液初始固含量(w)为20%、锌浸出渣的粒度为120~150 μm、温度为70 ℃的条件下,选择不同的浮选溶液锌离子质量浓度浮选30 min,结果见图4。如图4所示,随着浮选溶液中的锌离子浓度不断增大,硫的回收率不断下降。当溶液锌离子质量浓度低于90 g/L时,硫的回收率几乎保持不变,而超过90 g/L时,锌离子浓度越高,硫的回收率越低,

图4 浮选溶液锌离子质量浓度的影响
且硫回收率下降得越明显。这可能是当锌离子质量浓度低于90 g/L时,锌离子抑制起泡的能力还不明显,当锌离子质量浓度大于90 g/L时,溶液的黏度增大,溶液起泡变得困难,负载硫精矿的泡沫需要更多能量才能到达液面,锌离子质量浓度高于90 g/L,对硫的回收有明显的抑制作用。故浮选溶液中的锌离子质量浓度优选低于90 g/L。
2.5 浮选温度的影响
在浮选液初始固含量(w)为20%、锌浸出渣的粒度为 120~150 μm、锌离子质量浓度 80 g/L 的条件下,在不同温度浮选30 min,结果见图5。

图5 温度的影响
由图5可知,在25~85 ℃,随着浮选温度的不断升高,硫的回收率基本保持不变,回收率在95%上下波动。这说明温度的升高不会促进单质硫的浮选效果,反而略有减弱作用。结合实际生产实践,浮选温度控制在55~60 ℃比较适合,因此,单质硫浮选温度优选 55~60 ℃。
3 结论
单因素浮选试验表明,单质硫浮选的最佳条件为锌浸出渣粒度120~150 μm、浮选液初始固含量(w)20%、浮选溶液锌离子质量浓度低于90 g/L、浮选时间 20 min、浮选温度 55~60 ℃。在优选条件下,硫回收率在95%左右。
