传统龙窑烧造技术摭谈
2022-07-01陈嘉晔

摘 要:龙窑作为我国古代南方地区流行的窑炉形制之一,其历来以烧造青釉瓷器为主,亦有地区用以烧造紫砂器、白釉瓷、青花瓷等产品。本文基于田野调查,重点探究前墅龙窑的结构特性以及各类制品的烧造过程,力求呈现传统的龙窑烧造技术,为我国传统陶瓷烧造技术的有序传承与转译提供新思路。
关键词:龙窑;烧造技术;前墅龙窑
作者简介:陈嘉晔(1989—),女,江南大学设计学院。
烧成是关乎瓷器成品质量的最后一个重要技术环节,窑炉是用来改变黏土制品的化学与物理性能而设计的专门设施,是实现陶瓷烧成的重要物质基础[1]。《陶说》记载:“入窑火候,终条理也。”[2]《景德镇陶录》记载:“瓷器之成,窑火是赖。”[3]“瓷器固须精造,陶成则全赖火候。”[4]《南窑笔记》记载:“釉水色泽,全资窑火。”以上文献记载均在说明入窑烧制是烧造成器环节中决定陶瓷制品优劣的关键技术。而与烧造成器环节直接相关的便是窑炉,只有一定结构的窑炉才能焙烧出一定品质的陶瓷。
一、我国古代龙窑发展概貌
龙窑,大多利用山体斜坡建造,窑身倾斜,头低尾高,形似长龙,故被称为龙窑,也称“蛇窑”或“蜈蚣窑”,是我国南方地区流行的烧造陶瓷器的窑炉形制之一。龙窑主要由窑头、窑室与窑尾三个部分组成。火膛位于窑头,即燃烧室,具有进柴、点火与送风的作用。火膛前筑有火门,设有通风口,由此向火膛进风,使茅草、木柴等燃料充分燃烧。窑室即烧成室,是装烧坯件的空间,窑室底部通常铺垫砂层,起到保护窑底、垫平与固定垫底窑具的作用[5]。窑尾主要由挡火墙与排烟孔等排烟设施构成。为防止火焰流速过快,窑室后段筑有挡火墙,墙下设有烟火弄,窑内生成的烟与废气由此进入出烟坑排出窑外。后期的龙窑又增加了投柴孔与窑门等结构。因龙窑斜伏于山坡,形成一定的高度差,在烧窑过程中产生的自然抽力较大,其本身就能起到烟囱的作用,既能为窑内提供必要的通风强度,使热气体在窑内均匀流动,也能使燃烧的气体排出窑外[6]。窑工通过增加或減少入窑的空气量,使窑内维持半缺氧状态,形成还原焰,胎釉中的氧化铁还原呈青色,因此龙窑更适合烧造青釉瓷器。随着龙窑构造的改良与烧造技术的进步,龙窑所烧造的产品也由印纹硬陶与原始瓷发展为青釉瓷、黑釉瓷、白釉瓷、青白釉瓷、青花瓷与紫砂器等,产品种类趋向多元。
龙窑自夏商之际始现,至迟于西晋时期实现了分段烧成技术[7-8]。隋唐时期,随着匣钵装烧的应用,龙窑结构逐渐定型。入宋之后,龙窑结构日臻完善,烧造技术趋向成熟。南方地区的部分窑场吸收了馒头窑的半倒焰技术,从而产生“分室龙窑”。元代之后,龙窑烧造技术虽有发展,但龙窑数量骤减,龙窑趋向衰落。明清时期,广东、福建、江苏等地仍以龙窑烧造陶瓷产品。明代,随着瓷器生产规模的日益扩大,以及人们对瓷器质量的高要求,在龙窑与分室龙窑的基础上形成的阶级窑开始流行。清代,广东地区仍有采用龙窑烧造青花瓷的窑场[9]。至此,随着新型窑炉技术的出现与使用,龙窑发展日渐式微[10]。
目前,江苏宜兴前墅龙窑、广东佛山石湾“南风古灶”、福建德化“月记窑”尚有明代龙窑遗存,部分龙窑仍在使用。为了更直观地了解古代龙窑的烧造技术及其生存现状,笔者对前墅龙窑的烧造活动进行实地调研。
二、前墅龙窑的烧造活动
前墅龙窑始建于明代,至今已有600余年,是宜兴地区仍以传统方法烧造陶瓷器的唯一一座龙窑(图1)。根据《宜兴县志》记载,宜兴地区在明代就已经出现了馒头窑,至唐代,开始采用龙窑烧造陶瓷器。龙窑凭借其构造简单、装烧量大、制品质量高的优势,在宜兴地区沿用至今。20世纪60年代,传统龙窑逐渐被隧道窑、电窑等现代化窑炉形制取代。现代化窑炉的使用虽然为紫砂制品等产品制造实现了标准化生产,但采用传统龙窑烧造所得的紫砂制品所具有的艺术性和工艺性是流水线紫砂制品无法取代的,尤其是龙窑烧造中的窑变现象使得其烧造出的紫砂制品更具独特性。
前墅龙窑现处于连续性烧窑的状态,烧造的产品以大缸、盆、瓮、罐、壶等日用陶器为主,兼烧紫砂器。宜兴地区的龙窑烧造技术在唐代已趋成熟,以家庭继承或师徒相授的方式代代相传,目前,由无锡市级龙窑烧制技艺传承人吴永兵师傅掌握着窑位排布、控温、控火等关键技术。随着瓷器使用功能的日渐扩大,人们的陶器的使用范围日益缩小,前墅龙窑每年烧窑量缩减至2~3次。
(一)前墅龙窑的结构特征
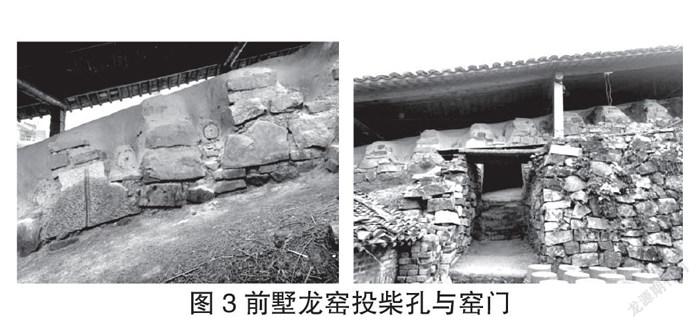
前墅龙窑依靠自然山墩建造,头北尾南,通长43.4米,窑身宽约2.3~3米,窑室最矮处约0.6米,最高处约1.77米,平均高约1.55米,坡度约32°。龙窑自身具有的坡度使其在烧造过程中可以使火从下到上自然升温。龙窑火膛位于地下,呈半圆形,火门下有通风口。窑床半凸于地面,中间高,两侧低,呈弧状。窑身内壁用耐火砖砌筑成筒形的穹状隧道,内壁布满厚厚的如油脂一般的窑蜡,触感较硬,表面凹凸不平,极具光泽(图2)。外壁砌有石块,敷有太湖地区特有的白土。窑身两侧对称开设投柴孔42对,西侧开设窑门5个(图3),窑门宽度大小不等,便于窑工装窑与出窑。窑尾主要由挡火墙与烟囱构成,挡火墙设有排烟孔。龙窑上方搭建了用花岗石柱撑起的窑棚用以保护窑身。
(二)前墅龙窑所用燃料
前墅龙窑以松枝、竹枝与茅草等为燃料(图4)。松枝与竹枝含油多,火焰长,热量高,火焰容易控制且燃烧气氛好,有利于瓷器形成良好的釉色。松柴木质结构粗松,富含油脂,且挥发分多,火焰长,灰分少,熔点高,具有火力均匀持久、燃烧速度快、燃烧温度高等特性,最高烧成温度可达1300℃,是较为理想的烧窑燃料。茅草的火焰性能较为温和,升温曲线平缓,用以烧窑保证了紫砂氧化气氛更纯,所得产品色泽温润。20世纪70年代,龙窑改用煤块在窑头预热,预热后用煤粉与松枝作引燃材料,竹枝作为主要燃料的混烧法。
三、前墅龙窑烧造技术
龙窑烧造活动主要包括装窑、烧窑、冷却与开窑等过程,每个环节都有特定规程。在笔者实地调研过程中,前墅龙窑进行了一次烧造活动。此次烧造装入坯件约5000余件,消耗竹枝约400~500捆,煤2~3吨。78783389-20B6-449A-AD0B-B335A1493864
(一)装窑
此次烧造产品主要包括罐、坛、瓮类大件器物,杯、碗、盘类小件器物,以及紫砂壶三类。宜兴地区将装窑前的准备工作称为“丁套”,采用大件套小件的装烧方法,能够充分利用窑室空间,增加装烧量。此外,“丁套”还特指用泥条将坯件隔开架稳(图5),使罐内外的窑温保持一致,以防止坯件在焙烧过程中发生变形。
窑工根据产品大小采用不同的装烧方式,以增加装烧量(图6)。
大件器物与紫砂壶采用对口套烧,二者在摆放方式上有所区别。大件器物在匣钵底部铺垫一层石英砂,防止器物与匣钵底部粘连,器物置入匣钵,将泥条捏制成块,沿匣钵口沿均匀排布,再在其上倒扣一匣钵,形成“一器两匣”。
紫砂壶的装烧是先在匣钵底部铺垫石英砂,内置一粗陶钵,在粗陶钵中放入一件大小适中的器物,粗陶钵上覆以垫片,铺垫石英砂,其上放置若干紫砂壶。紫砂壶口沿处也需抹上石英砂,防止壶盖与壶身粘连。泥条捏制成块排布在匣钵口沿处,其上倒扣一匣钵。
小件器物则采用圆筒形匣钵装烧,当地称此类匣钵为“掇罐”。匣钵直径约50厘米,底部铺垫一层石英砂,钵内均匀摆放杯、碟、碗类器物。泥条捏制成块排布在匣钵口沿,匣钵逐层叠放,最上一层用匣钵盖覆盖。
“丁套”完成后,窑工从窑尾向窑头开始装窑,通过人工接力的方式将装好的器物搬运至窑室,装窑过程一般持续三天。装窑过程中由吴永兵排布支垫具,以及按照不同器物的烧成温度摆放匣钵,安排火路。楔形垫具的作用是为了将匣钵底部垫平,使匣钵柱平稳放置,避免发生倒窑现象(图7)。匣钵摆放时在投柴孔的下方留出适当空间,不仅可以避免投柴时坯件被竹枝碰倒,也作为窑室内部的横向火路,使火焰均匀分布。
通常情况下,较为精细的紫砂壶或大件器物放在火候较好的龙窑中段烧造,小件器物则放在龙窑前、后段烧造。装窑完成后用泥浆封住窑门与投柴孔,并将窑头炉膛内渗透出的地下水抽干,为烧窑做准备。
(二)烧窑
烧窑大致分为预热、升温与冷却三个阶段。烧窑通常在晚上开始,首先在火膛内使用煤块预热窑体,祛除窑内与坯件中的濕气。约15~18小时之后开始通过两侧投柴孔依次向窑内投放燃料,烧窑师傅掘开第一对投柴孔的封泥,左右两侧同时投放松枝与竹枝。由于第一对投柴孔靠近火膛,烧成温度较高,当朝第一对投柴孔添加燃料时,要同时打开第二对投柴孔观测火焰与坯件的颜色,以此类推,逐层升温,直至最后一对投柴孔。利用投柴孔完成的分段烧成技术,可使窑内温度达到1150~1300℃(图8),其中紫砂制品的烧成温度约在1150℃左右。
为了保持窑内热量,当坯体由桃红色转至鲜红色时要打开下一对投柴孔,同时窑工便将前一段两侧的投柴孔用泥浆再次封上。一般情况下,一对投柴孔大约需添柴烧制半个小时。窑工利用自下而上的热能,借助投柴孔使热能得到充分利用,进而提高烧制效率。
从点火到熄火的约40~60个小时内,无任何仪器辅助,全凭吴永兵的经验和眼力来判断窑内温度与烧成情况。因天气状况、空气流量与气压等细微变化都会影响产品质量,吴永兵带领窑工们遵守缓烧勤看的原则,不分昼夜,轮流值守,严密监控窑温变化,合理安排燃料添加的速度与方式。烧窑技术不以文字的形式记载传播,窑工学习主要通过常年累积的技巧与经验。烧造过程单纯依靠吴永兵采取目测的方式判断胎体变化,依靠眼睛来观察火焰颜色,判断火候,根据实际情况及时调整。若火候太过,产品容易烧坏变形;火候不足,器物釉面的结晶度不够,影响产品美观。
作为宜兴地区特有产品的紫砂制品,优良的原料与成熟的烧造技术才能使其具有完美的品相。从烧造技术上看,窑内烧成温度与烧成气氛决定紫砂的最终烧造效果,烧成温度决定烧造制品的质量,烧成气氛决定烧造后产品的呈色效果。因烧造使用煤预热以及用煤粉引燃,而煤中含有大量的硫,硫在烧制过程中会使紫砂制品表面产生一种粉红与土黄相间的颜色。而利用松枝烧造的紫砂壶可以很好地与燃料中的油脂进行结合,使得其表面呈现温润之感。
一窑烧成后,窑内产品需经过一段时间的自然冷却降温。在冷却阶段,投柴孔完全封闭,因窑内产品不能受风,一旦受风则容易惊裂。由于龙窑地处南方,火膛内慢慢渗透出的地下水也加速了窑体降温。窑内温度逐渐降低,约在烧成后的第二天,窑工便将投柴孔打开,让窑内透气。
(三)开窑
开窑顺序依然是从后往前,窑工依次将窑内匣钵逐一取出,用小铁锹敲击匣钵使其分离,取出产品,开窑过程持续2~3天(图9),部分产品呈现窑变,也有部分产品出现变形。传统龙窑烧造的不可控因素较多,因此一件质量上乘的紫砂制品就显得尤为珍贵。
结 语
前墅龙窑较好地保存了古代龙窑的结构与烧造技术,也真实反映了窑场的生产情况与窑工的生活状态。通过对前墅龙窑进行实地调研,我们深刻地意识到对古代龙窑保护与传承的紧迫性,也促使我们重新思考并多方面考量传统烧造技术与工匠技艺的延续,这更是关乎前墅龙窑在当代的有序传承与未来发展。
(本篇文章图片来源:吴科融提供、作者拍摄)
[参考文献]
熊海堂.东亚窑业技术发展与交流史研究[M].南京:南京大学出版社,1995:48.
(清)朱琰撰,杜斌校注.陶说[M].济南:山东画报出版社,2010:29.
(清)蓝浦撰,郑廷桂补辑.景德镇陶录·卷一·图说[M].京都书业堂藏版.
(清)蓝浦撰,郑廷桂补辑.景德镇陶录·卷四·陶务方略[M].京都书业堂藏版.
冯先铭.中国古陶瓷图典[M].北京:文物出版社,1998:378.
福建省博物馆.德化窑[M].北京:文物出版社,1990:80.
羊泽林.福建永春苦寨坑发现原始青瓷窑址[N].中国文物报,2017-03-10(008)
泉州市地方志编纂委员会.泉州年鉴2017[M].北京:方志出版社,2018:345.
曾广亿.广东瓷窑遗址考古概要[J].江西文物,1991(4):105-108,84.
宁钢,吴秀梅.南方龙窑[M].南昌:江西美术出版社,2017:63.78783389-20B6-449A-AD0B-B335A1493864
