某新型高精度功分器加工技术
2022-06-20华巍王成黄君王勇张群
华巍,王成,黄君,王勇,张群
安徽博微长安电子有限公司 安徽六安 237000
1 序言
功分器是微波接收、发射及频率合成系统中不可缺少的部件,广泛应用于雷达、微波通信和电子对抗等领域。随着我国雷达事业的发展,小型化、高频率超宽带微波功分器需求迅猛增加,已经成为了现代雷达重要的发展方向,这就给功分器的设计及加工制造带来了新的挑战[1,2]。
图1所示某新型功分器主体结构是由整块铝板加工型腔而成,双面用盖板分别真空钎焊成形。型腔要求整体加工精度±0.03mm,上、下面平面度0.05mm;内部腔体在40倍放大镜下观察无毛刺,且波导腔内边缘不允许有倒角;真空钎焊焊料均匀填满焊缝,内部焊缝无明显溢出。加工制造难度极大。

图1 某新型功分器
2 技术难点分析
功分器整体结构尺寸为1 6 m m×3 0 0 m m×500mm,采用上、下盖板与中间壳体真空钎焊拼焊而成,材料选用3A21铝合金。主要技术难点如下。
1)中间壳体外形及上、下面平面度要求高,普通数控铣床及装夹方式难以保证尺寸要求。
2)波导内腔表面粗糙度值Ra=1.6mm,在40倍放大镜下观察无毛刺。由于不允许用金属工具去除毛刺,波导腔内边缘不允许有倒角,所以用普通数控加工极难保证。
3)双面要求真空钎焊一次成形,成形后面型精度0.05mm,且要求焊缝均匀、一致性好,无明显焊料溢流,无明显焊接缝隙,真空钎焊难度极大。
4)焊接后的精加工要求腔体内部应无切削料、线切割油泥等多余物,使控制过程复杂,可操作性差,质量难以保证。
3 无毛刺切削控制
新型功分器主盒体壳体基本结构如图2所示。整个壳体的主要加工量在于腔体的加工,为了保证腔体内部尺寸精度,采用高速铣削加工,既能提高效率,又能提高精度及工件的表面质量。加工顺序为先加工上、下面及外形,再以外形定位铣削波导内腔。装夹方式上采用自制的真空吸盘装夹,不但便于加工,而且可有效控制加工变形。考虑到零件精度高的特点,在加工之前、下料之后采取去应力退火处理,从而消除内应力释放对后期加工精度可能造成的影响。最后由钳工进行收尾工作,清理工作台面,在40倍放大镜下用牙签去除毛刺及多余物。
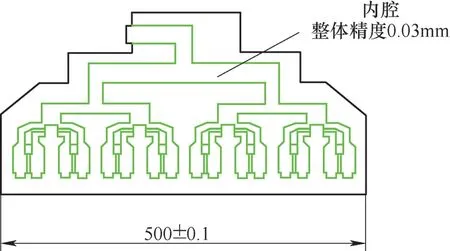
图2 新型功分器主盒体壳体基本结构
通过以上控制措施,很好地解决了工件的加工精度难题。具体工艺路线为:下料→退火→高速铣削→钳工。
对于波导内腔表面粗糙度值Ra=1.6mm、在40倍放大镜下观察无毛刺以及波导腔内边缘不允许有倒角的加工要求,工艺上必须进行特殊处理方能满足要求。尤其是在40倍放大镜下无毛刺的要求,公司毫无加工经验。国内外对无毛刺加工的研究相对较少,王贵成教授于2002年首次提出了少无毛刺切削加工的概念[3],同年,Bo-LinHsu博士提出了著名的EOS理论,指出在端铣过程中,毛刺尺寸很大程度上取决于刀尖的退出顺序,合理的刀尖退出顺序能有效减少铣削毛刺的生成。有文献指出,基于正交试验和人工神经网络方法,优化切削参数能有效减少切削毛刺的生成[4]。
经查阅资料,总结得出目前常用的无毛刺加工方法如图3所示。该功分器零件结构已经多次优化,不能改动;在加工方法上,由于材料及结构限制,所以目前只能采用机械切削加工。尝试从切削过程控制、切削参数调整和刀具选择3方面进行质量控制,以达到设计要求。
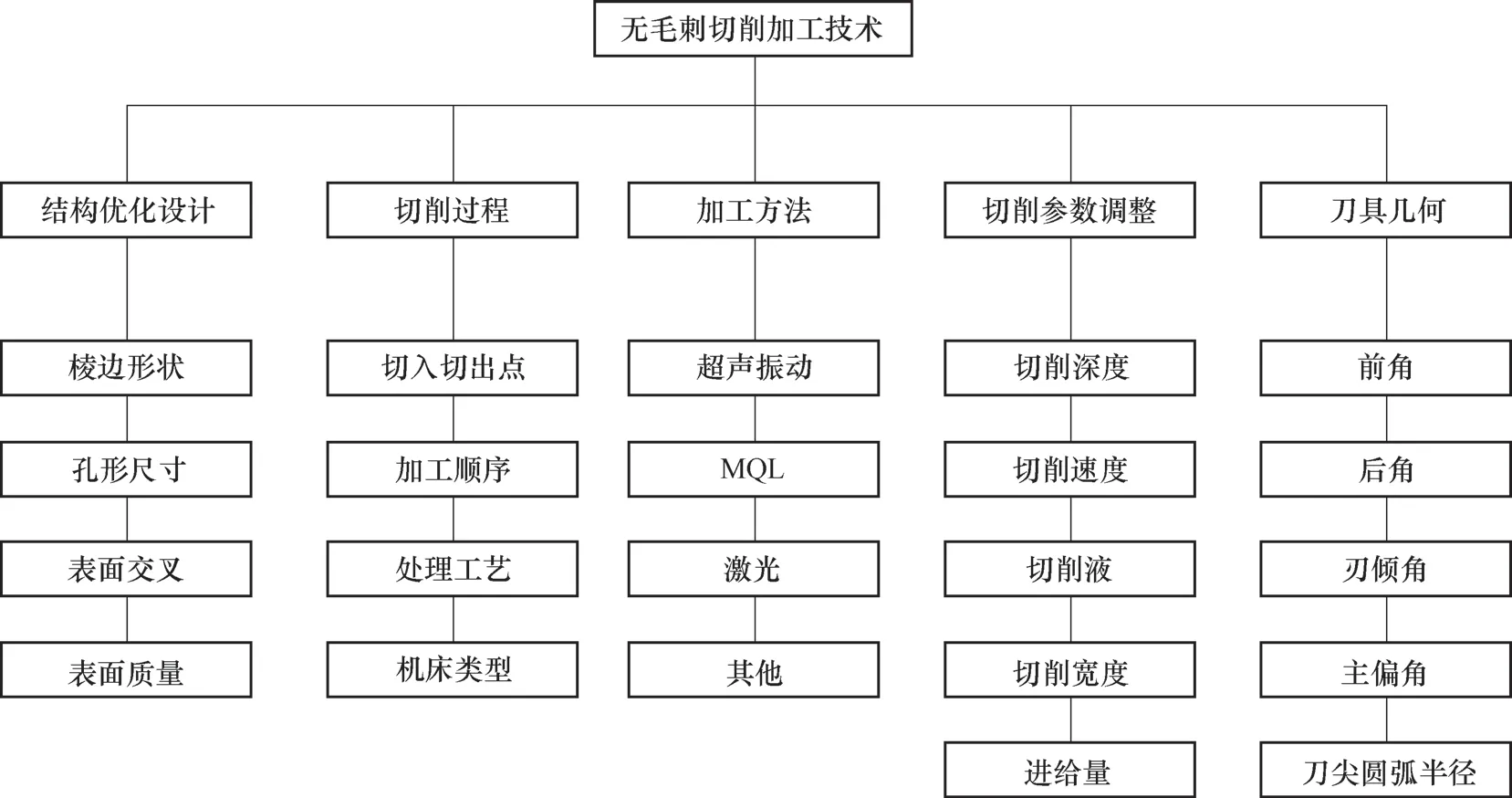
图3 目前常用的无毛刺加工方法
(1)切削过程控制 为防止内腔边缘毛刺的产生,考虑到毛刺的棱角效应,在切削加工时,应使出刀口位于零件棱角较大的部位。本零件的加工切入点在腔体内部,加工顺序为由腔体内部向外部切削,禁止沿外围边部切入。
(2)切削参数调整 一般情况下,毛刺高度随着切削深度的增大呈现增加趋势,基于此,在切削深度设计上,要求先采用端铣刀加工型腔大部,在深度及侧边单边各留0.15mm左右余量采用周铣刀加工,周铣时对该余量进行多次精铣,边铣边去毛刺,精铣过程中反复变换方向,待余量加工完毕后,再加一次空铣,以最大限度去除毛刺。值得说明的是,深度方向精加工时,为了防止硬点的产生,第一刀切削进给量必须较小。经反复试验,第一刀取0.03mm进给量,效果良好。在切削宽度选择上,经多次试验,选择以60%的刀具直径加工,效果最佳。目前我公司机床所能达到的最大有效转速为15000r/min,经多次试验,本次加工线速度选择200mm/min。通过切削参数的调整,较好地解决了加工毛刺难题。
(3)刀具选择 在考虑刀具强度和使用性能的情况下,优化刀具前角、后角,钝圆半径等,以减小切削变形和切削力,从而最大限度地减小界限切削深度,减小毛刺的影响程度。一般情况下,随着刀具前角的增加,毛刺高度呈减小趋势。这是由于刀具前角增加,导致切屑受到的剪切应变减小,所以两侧方向毛刺尺寸减小。但是增大前角会使切削刃与刀头的强度降低,刀头的导热面积和容热体积减小。因此过分地增大前角,有可能导致切削刃处出现弯曲应力,造成崩刃。在材质上,优先选用硬质合金材质刀具,既能提高精度,又能减少毛刺。
定制美福(M.A.FORD)牌D1×1.5×8×D6×50两刃微型硬质合金铣刀作为最终精加工刀具。该刀具在底齿部分设计有带保护的修光刃,能有效降低加工零件的表面粗糙度值;同时在前角设计上应尽量大,以较少毛刺生成和提高切削精度。
图4为在40倍放大镜下观察局部毛刺,可见基本无毛刺,且内腔边缘无倒角,符合设计要求。

图4 在40倍放大镜下观察局部毛刺
4 真空钎焊变形及焊缝控制
该零件的结构形式决定了其在真空钎焊时极易产生变形以及焊缝不均匀。经多次焊接试验,最终确定了焊接工艺路线,其中的关键控制点如下。
(1)清洗 设计特定塑料工装固定在金属清洗框底部,用于隔离金属框与零件表面,避免划伤零件。焊前具体清洗流程为:溶剂清洗→碱液清洗→冷水清洗→超声波清洗→去离子水清洗→烘干。
(2)焊片预处理 焊片采用激光切割成形,焊前采用适当砂纸打磨。
(3)装配 装配操作人员十指均佩戴橡胶指套制作定位工装,以保证定位和装配用的夹具、工装清洁,不允许存在油污或锈渍。
通过采取以上措施,成功保证了焊接质量。焊接后焊缝外观质量如图5所示。

图5 焊接后焊缝外观质量
5 精加工时多余物控制
真空钎焊后精加工时,腔体内部的多余物主要产生在加工端口孔及台阶处,端面形状如图6所示。加工工序为高速铣削。为防止多余物进入内腔,一般的处理方式是在入口处堵或者加工后清理。由于结构所限,一旦多余物进入内腔后,将很难清理出来,因此该零件只能是设法在入口处堵。特殊的端面结构使得堵头尺寸较难控制,且为了便于装配堵头,堵头的尺寸比端口方孔要小。前期试件加工时,发现仍有切削多余物进入内腔,导致零件报废。为了解决此难题,尝试对堵头进行封蜡处理(见图7),加工完成后去除封蜡,取出堵头并进行超声波清洗,有效控制了加工多余物的进入。

图6 端面形状

图7 对堵头进行封蜡处理
6 结束语
通过合理选择加工设备和装夹方式,调整加工参数及合理选用刀具等措施,基本实现了无毛刺加工。通过焊接关键点控制,掌握了真空钎焊要领。采取堵头外加封蜡的新方法,成功实现了多余物的控制,最终实现了新型雷达功分器的成功试制。
