8Cr5MoV冷轧工作辊淬火过程中的组织演变模拟
2022-06-20许延琛朱元键
0 引言
大型轧辊淬火试验费用较高,相关设备结构复杂,对于不同规格的轧辊淬火需要不同的设备和工艺。通过有限元模拟的方法可以实时在线反映工件组织状态,并在一定程度上节省费用
。陈学文等
通过DEFORM软件对支承辊淬火过程进行数值模拟,锻件质量为159 100 kg,材料为45Cr4NiMoV钢,辊面直径
1 980 mm、长度8 790 mm,对其淬火工艺进行优化设计,得出最优方案为在920℃淬火,淬火介质温度为60℃,喷雾淬火7 h。王葛等
对Cr8钢轧辊差温加热和喷雾淬火过程进行数值模拟,并分析了辊身内部特征点的应力、组织和温度变化规律,发现采用间歇式喷雾淬火和低温回火工艺可保证轧辊的硬化层深度,并降低心部的残余应力。为探索冷轧工作辊的最优热处理工艺,现通过热模拟试验获得高温本构关系,导入DEFORM-3D软件中对冷轧工作辊进行淬火工序的热处理模拟,并对材料组织进行分析。
近年,江苏省加大防汛决策指挥信息化建设力度,逐步建成了以信息采集为基础、通信系统为保障、计算机网络系统为依托、决策支持应用系统为核心的防汛指挥系统。
1 冷轧工作辊有限元模型及热模拟试验
研究对象为8Cr5MoV冷轧工作辊,其化学成分如表1所示,辊面直径
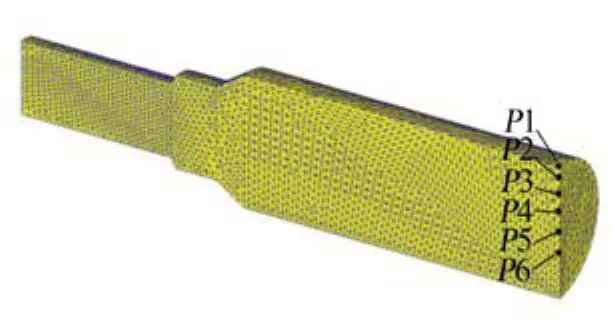
174 mm、长度1 408 mm,由于工作辊为典型轴类锻件,为缩短模拟时间、提高运算效率,可取轴向和径向截面的1/4三维模型进行模拟,网格划分选择四面体网格,为了更直观地研究冷轧工作辊在热处理过程中的变化,在工作辊的中部截面上沿径向选取
1、
2、
3、
4、
5、
6六个特征节点。其中,
1点为工作辊辊身表面节点;
2点距辊面12 mm;
3点距辊面25 mm;
4点距辊面42 mm;
5点距辊面67 mm;
6点为工作辊辊身心部中点,距辊面87 mm,有限元模型如图1所示。

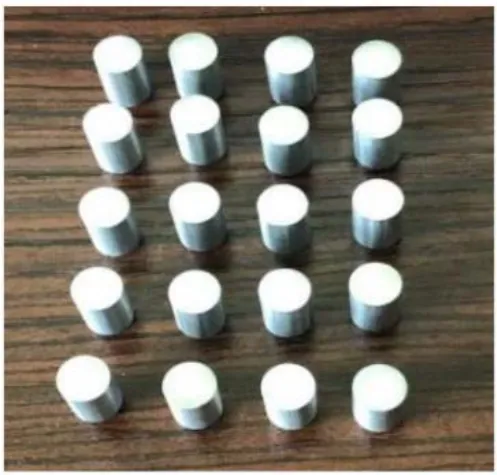
为了更精确地开展模拟分析,通过Gleeble-3500热力模拟试验机获取8Cr5MoV钢的热变形行为,计算掌握其高温本构关系,为淬火模拟提供精确的参数和数据支持。试验设备和制备的压缩试样如图2、图3所示,为减小摩擦带来的试验误差,将模拟机内压缩装置与试样两端面接触部位垫上石墨片进行润滑。压缩试验参数选择:变形温度为850、950、1 050、1 150 ℃,应变速率为 0.005、0.05、0.5、5 s
,最大变形量为60%。将试验仪器以10℃/s的速度加热,使炉温达到试验所需变形温度,然后保持炉内温度3 min,最后根据初始设定的应变速率对试样进行匀速压缩变形
。将处理过的数据及本构方程导入DEFORM-3D材料库后,使得后续有限元模拟更为准确可靠。

2 边界条件及基本假设
选用热处理导向模块对工作辊锻件进行淬火热处理模拟,对模型的轴向和径向截面设置对称面。将坯料材料定义为理想刚塑性材料,初始温度设置为室温。对坯料进行网格划分,初始网格为20 000个,添加加热及淬火过程并选择接触面,设置温度变化步长5℃/步。为便于进行数值模拟,做出如下基本假设:淬火处理前的工作辊辊面光滑无缺陷、组织均匀且设置整体组织为珠光体;热处理车间恒温20℃,不考虑自然风存在;不考虑轧辊转移所花费时间和转移过程中温度损耗;实际生产中辊颈处需增加隔热处理,而试验主要探究辊面热处理影响,故不考虑辊颈处热处理变化。
3 冷轧工作辊淬火热处理工艺
结合《刑事诉讼法》第八十条的规定,公安机关对于现行犯或者重大嫌疑分子,如果被害人或者在场亲眼看见的人指认犯罪的,可以先行拘留;《公安机关适用继续盘问规定》第八条规定被害人、证人控告或者指认其有犯罪行为的可以适用继续盘问;结合二者规定相比之下,这两种情形极为相似。对于刑事诉讼法所规定的情形是指既可以先行拘留也可以适用继续盘问,并非不得适用继续盘问;而对于继续盘问规定所规定的情形,是指对于被害人、证人控告或者指认的相对人,人民警察当场盘问、检查后,符合适用规定的可以对其适用继续盘问。
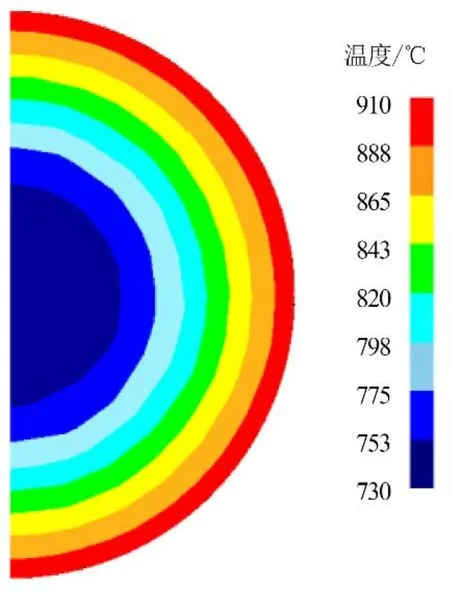
工作辊表层至心部存在明显的温度梯度差异,这种现象有利于后续淬火处理后获得不同性能的组织。根据相关文献可知,Cr5钢的奥氏体化温度为809℃,说明此时表层温度满足奥氏体化转变的温度条件,而心部温度低于相变点温度,为后续淬火奠定了良好温度基础。
在智慧城市的建设发展过程中起到决定性作用的始终是人。首先,智慧城市的建设离不开先进的现代信息技术,离不开掌握先进技术的人才。扬中市是江苏省一个较小的县级城市,就业机会少,对于科技领域人才的吸引力较小,且城市内没有高校输送人才,导致高端人才引进难且易流失。其次,智慧城市建设进程中统筹规划、顶层设计以及各领域之间的协同沟通都至关重要,但是扬中市目前更注重科技人才的引进而相对忽视顶层设计人才。
(4)喷雾淬火阶段:利用喷雾方式对工作辊进行淬火,使工作辊表面快速降温完成马氏体转变,得到一定厚度的淬硬层,而心部没有相变发生,保留韧性较好的珠光体组织
。
(3)奥氏体化阶段:为了使工作辊表面得到一定厚度的淬硬层,需使表层组织完全奥氏体化,故需要探索研究工作辊在奥氏体化温度下的保温时间。
(2)差温加热阶段以较快速度升温至奥氏体化温度
以上,实现对工作辊的差温加热效果,此时工作辊表面温度达到较高温度而心部温度仍低于奥氏体化转变温度。
根据相关文献
及多次模拟试验调整,将工作辊的淬火工艺分为预热阶段、差温加热阶段、奥氏体化阶段和喷雾淬火阶段。
4 工作辊淬火过程数值模拟计算结果分析
4.1 温度场分析
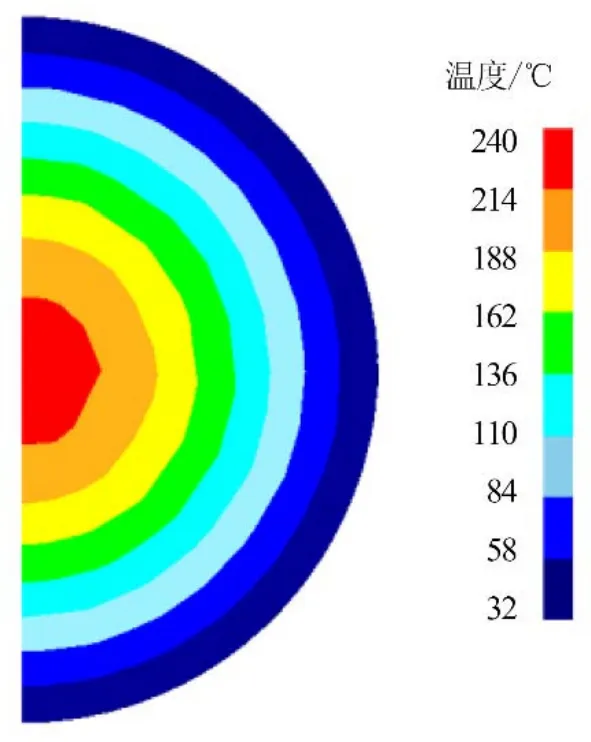
对工作辊辊身进行喷雾淬火,是为了使表层温度迅速下降,形成硬度高、耐磨性好的马氏体组织;而心部温度下降相对缓慢以便于保留韧性较好的珠光体组织。图5所示为工作辊淬火结束后温度分布云图,从图5可以看出,淬火结束后工作辊表层的温度为32℃,而辊身的心部温度为240℃,温度从辊面至心部逐渐升高,相差208℃。说明淬火过程中工作辊表层温度迅速下降,而内部温度下降速度较为缓慢。这是因为工作辊表层区域与喷雾接触后向外快速传递热量,温度迅速下降,而工作辊内部主要依靠与表层之间的热传递,温度下降缓慢,且随着深度的增加,温度下降速度也在逐渐减缓。
(1)预热阶段目的在于使直径较大的工作辊能缓慢地实现温度均匀,减小由于加热造成辊面至心部温度的差异,降低加热阶段产生的热应力。
图4所示为工作辊加热结束后的温度分布云图,从图4可以看出,差温加热并保温15 min后,工作辊表层温度以较快的速度升高到910℃左右,而辊身心部温度上升相对较慢,最终达到730℃左右。
4.2 组织分析
图6所示为工作辊喷雾淬火过程中
1~
6特征节点的马氏体组织变化曲线。由图6可以看出,特征节点
1~
4处生成了马氏体组织且随着距离表层深度的增加,马氏体含量有所改变,而特征节点
5、
6处,因为加热结束后温度未达到奥氏体化要求,淬火结束后没有出现马氏体组织。根据
1、
2曲线可以看出,辊面及近表层区域淬火150 s后完成马氏体转变,辊面
1点处马氏体体积分数高达99%,近表层
2点处的马氏体体积分数也达到97%,说明工作辊淬火后表层组织满足马氏体含量超过95%的生产指标;根据
3、
4曲线可以看出,位于工作辊辊身不同深度的位置区域,受温度和冷却速度影响,经过一段时间后相继开始马氏体转变且转变含量随深度的加深急剧减少;根据
5、
6曲线可以看出,淬火过程中工作辊心部始终没有马氏体组织转变发生。
工作辊表层要获得优良的力学性能(如高硬度、高抗磨损能力和冲击韧性),则要求淬火处理后工作辊表层能够获得大量强度、硬度较高的马氏体组织且具有足够厚度的淬硬层,心部组织保持韧性较好的珠光体。
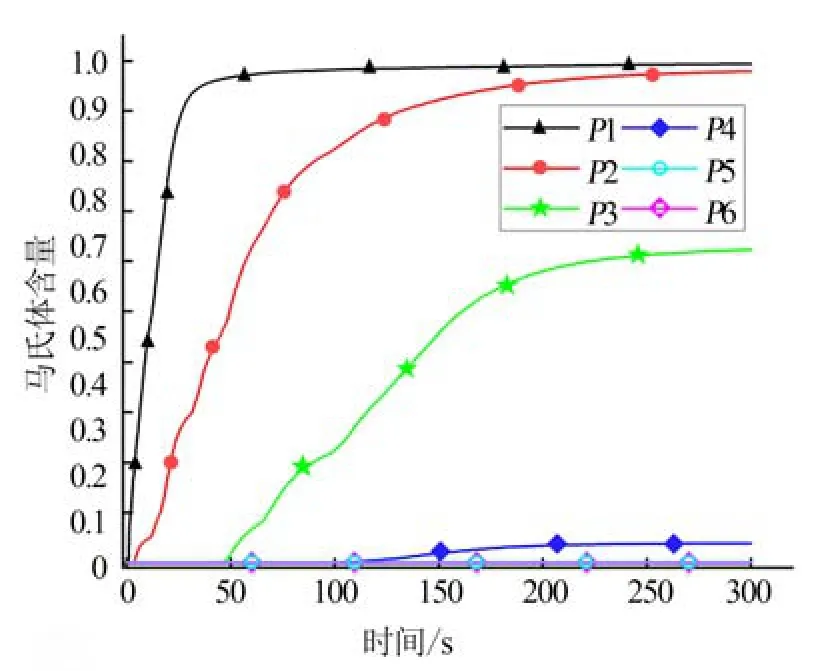
图7所示为淬火结束后沿截面上的组织分布图,由图7可知,淬火结束后工作辊表层区域为马氏体组织且含量很高;距离辊身表层25 mm处,马氏体组织含量依旧超过50%,符合工作辊淬硬层不低于20 mm的生产要求;距离辊身表层40 mm以后区域基本为珠光体组织,这是由于心部区域加热结束后温度无法达到奥氏体化转变温度,因此不会发生马氏体组织转变并保留了韧性较好的珠光体组织。
会上,来自全国的100多名种植大户和企业代表与蚯蚓测土实验室签约。蚯蚓测土实验室将为“茄子大王”北京瑞丰聚源商贸有限公司、“西红柿大王”北京黑垦江辉商贸有限公司、“白菜大王”北京永志绿叶商贸有限公司等8家重量级企业提供全程的营养解决方案。来自西北、华中、两广、西南等十几个地区的108名种植大户也与蚯蚓测土实验室现场同步签约。蚯蚓测土实验室将以世界先进技术,指导大家有针对地施肥,降低生产成本,实现真正意义上的精准施肥。
根据“左侧变蓝色,一段时间后蓝色逐渐变浅”可判断,左侧铂电极是阳极,右侧电极为阴极。电解过程中阳极上先生成I2,当阴极上OH-迁移到左侧溶液中时,I2分子再跟OH-反应生成IO-3。要注意,由于中间是阴离子交换膜,且右侧溶液中生成大量OH-,所以电解过程中有大量的OH-由右侧定向迁移到左侧,也必定会有少量IO-3会从左侧迁移到右侧溶液中(因为左侧溶液中IO-3浓度大)。很明显,若是用阳离子交换膜代替阴离子交换膜,右侧溶液中OH-就不会大量向
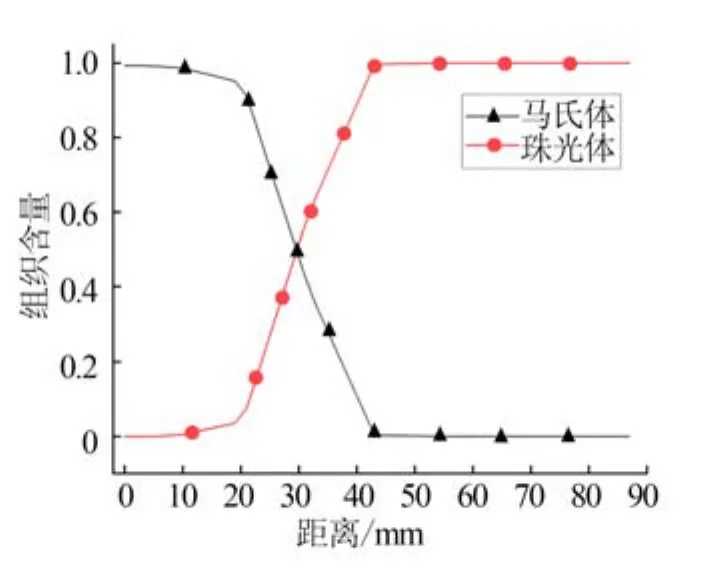
经淬火处理后的组织分布决定了工作辊的使用性能,根据上述分析可知,工作辊淬火处理后表层马氏体组织含量为99%,淬硬层深度在25 mm左右。满足工作辊表层马氏体含量超过95%,淬硬层深度不低于20 mm的生产要求;与此同时,心部区域的珠光体组织为工作辊心部所需要的塑性和韧性提供了良好保障,因此工作辊经过淬火处理后组织分布满足生产要求。
5 结束语
针对8Cr5MoV的冷轧工作辊,为获得其表面硬度高、心部韧性好的综合性能要求,通过热模拟试验掌握材料的高温力学行为,采用有限元模拟的方法辅助设计优化热处理工艺。最终确定冷轧工作辊热处理工艺为:初始温度500℃保温1 h,然后加热至930℃保温15 min,最后进行5 min的喷雾+空冷淬火处理,工作辊淬火处理后表层马氏体组织含量为99%,淬硬层深度在25 mm左右,工作辊心部区域保留了韧性较好的珠光体组织。
[1]王 磊,杨启正,张如华.基于DeForm的板条冲压扭曲成形数值模拟[J].模具工业,2021,47(6):10-15.
[2]陈学文,刘泽虎,陈天安.大型支承辊淬火工艺稳健设计优化数值模拟[J].金属热处理,2013,38(7):86-89.
[3]王 葛,刘智超,常旭东.Cr8钢轧辊最终热处理过程数值模拟与实验研究[J].材料热处理学报,2016,37(6):241-248.
[4]朱元健,李 亨,王 汉,等.8Cr5MoV冷轧工作辊用钢的热变形行为[J].锻压技术,2020,45(9):171-176.
[5]LIU Z,NI L,WU S,et al.Simulation of a new up-setting theory for H/D>1 cylinders[C].15th International Forgemasters Meeting,2003:24-27.
[6]陈建坤.Cr5锻钢支承辊最终热处理过程数值模拟[D].秦皇岛:燕山大学,2014:33-35.
[7]刘智超.Cr8锻钢工作辊最终热处理过程数值模拟[D].秦皇岛:燕山大学,2015:42-44.
[8]ROBI P S,DIXIT U S.Application of neural networks in generating processing map for hot working[J].Journal of Materials Processing Technology,2003,142(1):289-294.
[9]蒋 杰,胡建军,刘 妤.淬火工艺数值模拟研究进展[J].化学工程与装备,2017(6):208-210.
[10]常旭东.Cr8钢工作辊淬火过程数值模拟与工艺优化[D].秦皇岛:燕山大学,2016:36-38.
