连杆小头润滑方式优化的可行性分析
2022-06-10莫汉忠徐成思欧阳天成
莫汉忠,徐成思,王 庚,欧阳天成
(1.东风柳州汽车有限公司,广西 柳州 545005;2.广西大学 机械工程学院,广西 南宁 530004)
0 引言
发动机作为一种能量转换装置,将燃料的化学能转化为设备的机械能,因其高热效率、结构紧凑、寿命长且可靠性高、输出功率扭矩强劲等优点[1-3],被广泛应用于人们的日常生活中。发动机的整体结构较为复杂,众多的零部件在整体的运行程中发挥着各自不同的作用[4-7]。而作为关键运动构件之一的连杆机构,其工作状况的优劣将会直接影响到发动机整体的运行情况,从而决定了整车的性能指标。近年来,随着科学技术的飞速发展与日新月异,生产力不断的提高,消费者对发动机整体的NVH(noise,vibration,harshness)性能提出了越来越高的要求,而异响噪音往往在发动机活塞销与连杆小头连接处较容易出现[8-10]。因此,结合发动机实际运行工况,识别发动机的异响噪声来源,进而消除异响,是不断提高研发水平,实现产业可持续发展的重要途径[11-12]。
1 异响故障识别
根据整车部门的反馈,某型号的发动机在冷机怠速和低速行驶时,发动机底部发出“哒哒哒”金属敲击异音,异响持续的时间约为5 min。考虑到可能引起异响的原因较多,如活塞与连杆的配合、气门落座、挺柱敲击、VVT定子与转子的碰撞等,针对可能出现的原因,逐一排查。
首先,要确定发动机底部发出的异常响声是否是由于发动机各零部件的装配不当造成的。对该型号发动机进行了整机拆解分析。拆机后发现,气门落座、挺柱等配件,VVT定子、转子等均保持良好状态,无明显磨损,无挤压形变,无表层金属剥落,表面胶合。而活塞与连杆的配合处的连杆小头则有异常磨损,聚焦这一配件做进一步分析。
将该型号发动机放置于半消声室中进行声压测试,分析所采集的噪声数据发现,噪声频率在3 kHz附近。根据活塞厂商经验,此频率噪声可能来自活塞销,故先对活塞销和销孔的配合情况进行排查。测量得该型号发动机的配缸间隙为0.028~0.04μm,活塞销孔与活塞销间隙为0.005~0.014μm,活塞销为全浮式连接,与连杆小头间隙为0.010~0.025μm。由摩擦和噪声经验图(图1)[11-12]分析得到,配缸间隙为0.025~0.035μm(带涂层)时为摩擦功和噪声最佳平衡区域。由于该型号发动机的配缸间隙为0.028~0.04μm,去掉涂层0.03μm之后,对应经验图中的范围,因此,判断该发动机的活塞销和销孔的配合正常,只能进行其他因素的排查。
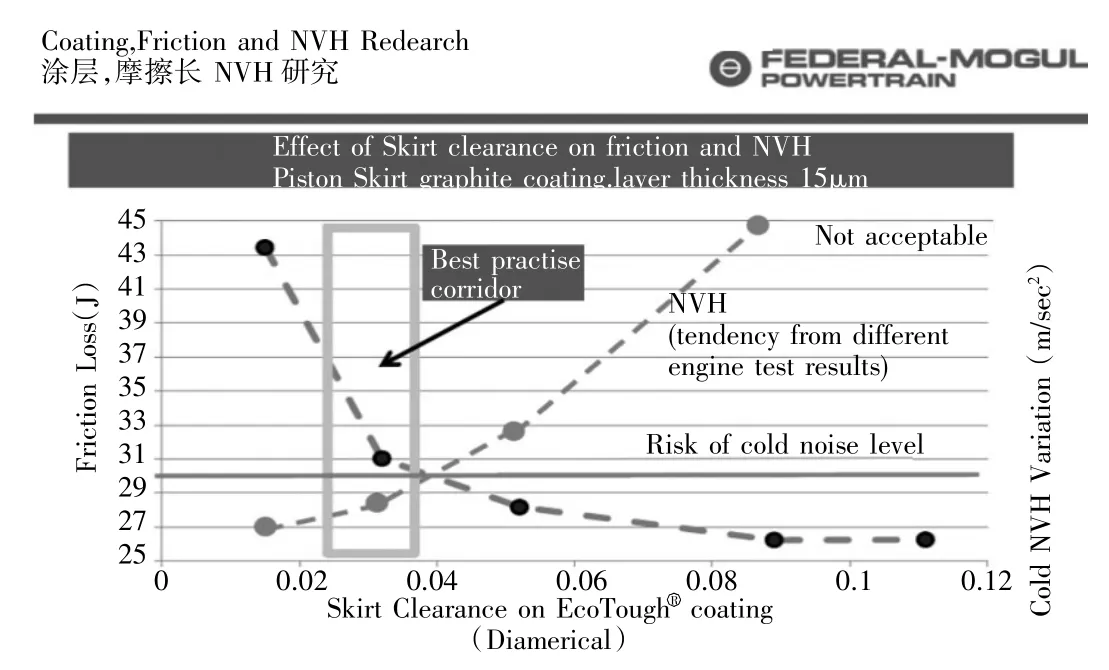
图1 配缸间隙、摩擦功与噪声关系经验图
考虑到可能是润滑方式引起的噪声异响,将原批次的活塞及连杆,装配在发动机试验台架上,进行了怠速下8 h的磨合试验。试验过程中,从发动机启动开始至运行5 min左右,主观上均能听到“哒哒哒”的异响噪声,但在热机状态启动时,异响声不明显。在完成8 h的磨合测试后,观察连杆小头,其内衬表面的磨损情况如图2所示。从图2中可以明显观察到,连杆小头内衬表面有清晰可见的磨痕,磨损较为严重。通过定量检测连杆小头的实际磨损量,发现连杆小头孔直径在磨合后超差2μm,圆柱度超差0.0262 mm,磨损量最大为4μm,活塞销粗糙度及硬度等均合格,无其他异常。根据测量结果,可以判定为连杆小头孔润滑不够充分,导致活塞销与连杆小头孔加剧磨损,从而引发异常噪声。

图2 连杆小头内衬表面磨损状况
2 “异响”噪声优化
针对连杆小头孔润滑不够充分的情况,考虑在连杆小头顶端开集油孔,以此来收集发动机运转时溅起的润滑油滴,达到充分润滑的作用。为验证提出方法的可行性,我们设置了两组方案进行实验对照。方案一中使用同批次的连杆及活塞销,方案二中同样使用同批次的连杆及活塞销,同时在连杆小头顶端开一个集油孔,然后分别装机进行8 h磨合试验。其磨合试验后的测量结果分别见表1及表2。从磨合试验后的测试数据可以得出,方案一中的连杆小头衬套磨损量最大为2μm,圆柱度超差0.018 7 mm;方案二中的连杆小头衬套磨损量最大为2μm,圆柱度超差为0.0078 mm。同时进行了活塞销磨合前后数据的对比分析,结果见表3和表4。方案一中,2#缸及4#缸对应的活塞销圆柱度分别超差0.002 34 mm和0.002 8 mm;方案二中,3#缸活塞销圆度超差0.001 66 mm,且2#、3#及4#缸活塞销圆柱度超差,最大为0.003 35 mm。两种方案构件的磨损量均处于合理范围内。

表1 方案一检测结果

表2 方案二检测结果
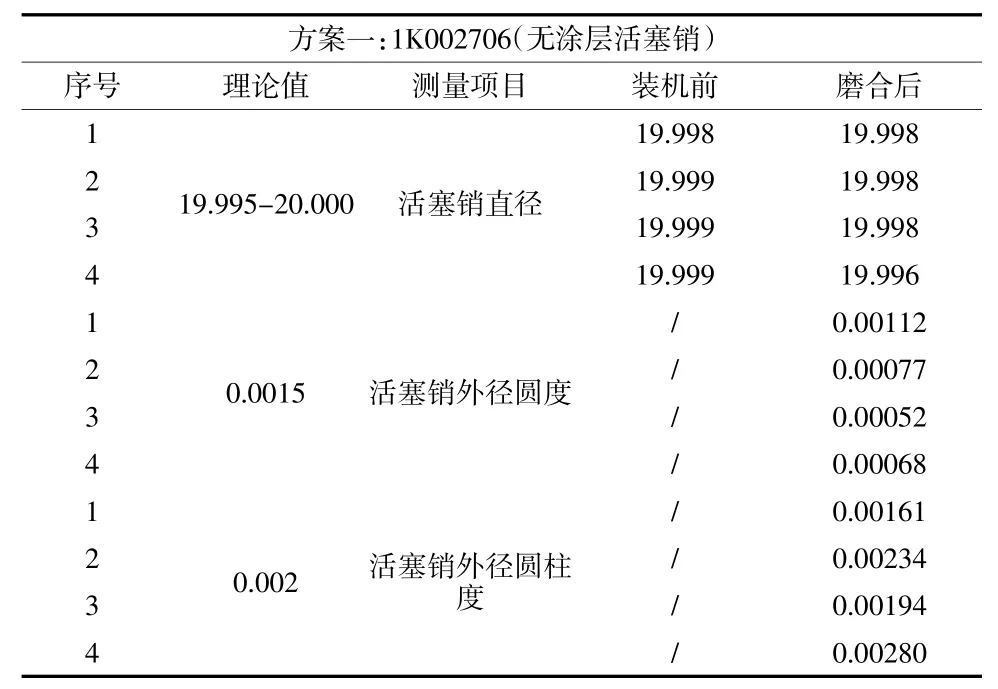
表3 方案一活塞销检测结果

表4 方案二活塞销检测结果
更为直观的磨合试验结果如图3和图4所示。相比于方案一,方案二中磨合试验后连杆小头的衬套磨痕明显更浅,且活塞销表面无明显磨痕。而方案一中不论是连杆小头内衬套还是活塞销表面,均可以观察到凹槽划痕,且活塞销表面还有发黄的情况。同时在磨合试验中,方案二条件下从发动机启动开始均没有听到异响噪声,而方案一条件下发动机底部可以听到明显“哒哒哒”金属敲击的异音。

图3 连杆小头衬套磨损状况

图4 活塞销磨损状况
从以上的测试分析数据来看,在连杆小头前端开集油孔之后,机油更加容易进入到连杆小头与活塞销的接触面中,形成油膜,从而一定程度上改善了润滑状况,减小了连杆小头与活塞销运动中的磨损撞击,有效消除了发动机异响噪声。
3 总结
通过对某型号发动机全浮式活塞销与连杆小头连接处发生异常响声的原因做了深入探究。通过锁定异响噪声的频率范围,确定可能出现问题的部件,进而逐一排查了连杆小头内衬套和活塞销加工标准、配合间隙、润滑方式等可能引起异响的原因,最终提出了有效可行的方案,消除了发动机异响噪声。
