Q355钢的焊接接头质量控制研究
2022-06-09张博炜关博文高珊珊
张博炜,关博文,孙 楠,苏 海,高珊珊,刘 颖
Q355钢的焊接接头质量控制研究
张博炜1,关博文2,孙 楠3,苏 海3,高珊珊1,刘 颖1
(1.辽宁工业大学 材料科学与工程学院,辽宁 锦州 121001;2.辽宁工业大学 工程训练中心,辽宁 锦州 121001;3.锦州美联桥汽车部件有限公司,辽宁 锦州 121000)
针对Q355钢,采取焊接电流105~215 A,电弧电压15~25 V,焊接速度13~23 cm/min,富氩保护气17 L/min的工艺参数进行MAG多层焊,试验结果表明焊缝均由块状以及沿柱状晶分布的铁素体、少量珠光体和贝氏体组成;熔合区组织为少量珠光体、较粗大的铁素体(魏氏组织)和少量的贝氏体组成;过热区晶粒内有针状铁素体,还有少量的贝氏体组织;正火区为均匀细小的铁素体和珠光体。母材的金相组织为分布均匀且致密的珠光体和铁素体。焊后焊接接头具有优良的抗弯曲能力和抗拉强度,较高的延伸率,硬度分布均匀。在低温-40 ℃及室温状态下均能保持良好的冲击韧性,满足实际生产需要。
MAG;Q355钢;焊缝组织;力学性能
Q355(原Q345/16Mn)钢是我国发展最早、产量最大、应用最广、各种性能配合较好的低合金高强度结构钢[1]。该钢强度比普通非合金结构钢Q235高20%~30%,耐大气腐蚀性能及低温性能较好。由于该钢合金元素含量较低,因此碳当量不高,焊接性良好,被广泛应用于桥梁、船舶、车辆、压力容器、石油化工和农业机械设备上[2]。MAG焊能获得稳定的焊接工艺性能和良好的焊接接头,可用于各种位置的焊接,尤其适用于碳钢、合金钢和不锈钢等金属材料。基于Q355钢的应用领域,通常要求其焊接接头具有优良的强度、刚度和抗疲劳冲击能力[3]。因此,本文以MAG焊焊接Q355钢的焊接过程与焊接接头为研究对象,对焊接接头组织和性能等质量情况进行研究,为工程应用提供参考。
1 试验方法
Q355钢焊接试件尺寸90 mm×50 mm×10 mm,坡口形式为Y型,如图1所示,采用实心焊丝JQ·MG50-6,焊丝直径1.2 mm[4],多层焊。母材与焊丝成分及力学性能见表1。试验所采用的焊接设备为NBC-350逆变式CO2气体保护焊的奥泰焊机,分别采用纯CO2、富氩混合气体(80% Ar+20% CO2)作为保护气体,气体流量15 L/min。试验工艺参数如表2所示,焊接过程中采用iX Camreas高速摄像机进行焊接过程监控。

图1 坡口形式
表1 Q355钢与焊丝的主要化学成分与力学性能
CSiMnPSCrMoNiRm/MPaRel/MPaA/%Ak/J(-30 ℃) Q3550.040.221.450.0170.0030.0290.0030.02943854321— JQ·MG50-60.070.871.490.0090.0070.0090.0010.00947055431100
表2 试件的焊接工艺参数
焊接层数焊接电流/A电弧电压/V焊接速度/(cm·min-1)气体流量/(L·min-1) 1105151317 2~3215252317 4210171517
在焊后试件上进行取样,用于拉伸试验、弯曲、冲击、金相及硬度检测。采用XJG-04卧式光学显微镜观察焊后接头的金相组织;力学性能试验依据标准NB/T47016—2011《承压设备产品焊接试件的力学性能检验》进行,采用CMT5305微机控制电子万能试验机对焊后件进行拉伸、弯曲试验[5],使用HVS-1000型显微硬度计,载荷0.98 N,加载时间10 s,进行不同位置的硬度检测[6],不同位置的硬度检测点分布如图2所示。冲击试验采用夏比V型缺口试样,尺寸为55 mm×10 mm×10 mm。
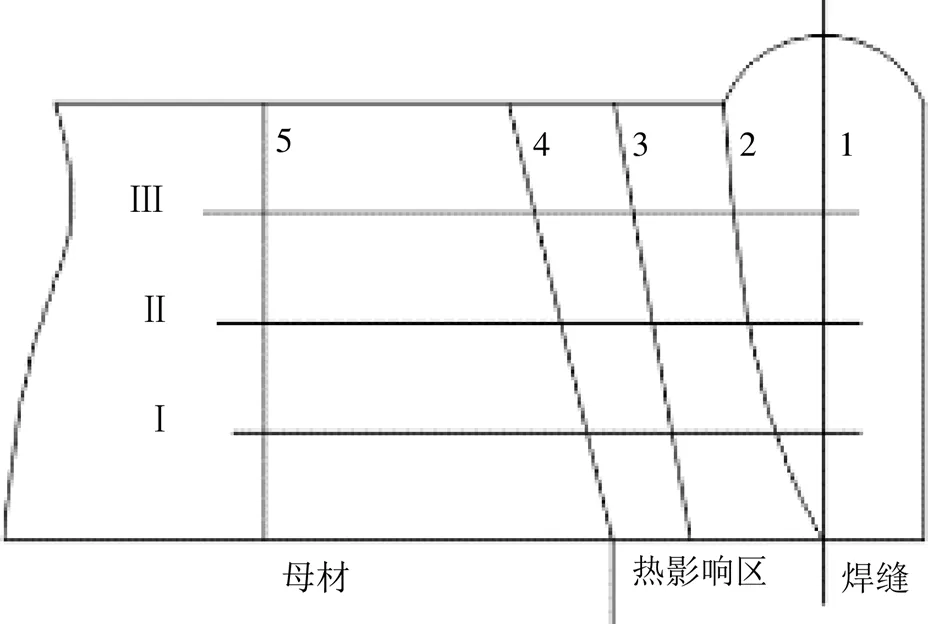
图2 硬度测试点分布示意图
2 试验结果
2.1 保护气体对焊接过程的影响
通过iX Camreas高速摄像机对焊接过程进行监控,如图3所示。

图3 焊接过程监控
可见,CO2气体在电弧温度区间热导率较高,加上分解吸热,消耗电弧大量热能,从而引起弧柱及电弧斑点的强烈收缩。即使增大电流,弧柱和斑点直径也很难扩展[7],这时熔滴在斑点压力的作用下而上挠,形成为大滴状飞溅,这时CO2电弧焊产生较大飞溅的最主要原因,是由CO2气体本身物理性质决定的[7]。而CO2+Ar混合气体除可减小飞溅外,电弧燃烧稳定,熔滴过渡平稳,无激烈飞溅,从而能有利改善焊缝成形。
焊道外观如图4所示。图4(a)中的焊缝处存在气孔缺陷,而且有较大的飞溅。图4(b)焊缝表面平整,波纹均匀,变形小,且几乎没有飞溅。

图4 焊道外观
2.2 焊接接头显微组织
采用富氩混合保护气体的焊接接头显微组织如图5所示。
如图5(a)所示,焊缝中心区由块状以及沿柱状晶分布的铁素体、少量珠光体和贝氏体组成,焊缝组织晶粒细小,出现针状铁素体数量较多,这主要是因为,熔池结晶后的晶粒尺寸与晶粒长大速度G、形核率N有关,当焊接电流高时,冷却速度缓慢,过冷度降低,N/G变小,易于促使先共析铁素体沿奥氏体晶界析出,导致晶粒粗大。当焊接电流低时,冷却速度较快,过冷度增大,N/G变大,晶粒变小。图5(b)为熔合区显微组织,组织中能明显看出尺寸较粗大的魏氏组织和少量的贝氏体。图5(c)为过热区显微组织,一般认为,当温度大约在1 200 ℃左右时,会造成组织严重过热,导致组织晶粒粗大,力学性能变坏[8],过热区组织中的铁素体与珠光体晶粒尺寸粗大,并且粗大的组织中伴有少量的贝氏组织和针状铁素体。这些粗大的组织、针状铁素体及少量的贝氏体将会使过热区机械性能变坏。但在该实验条件下的过热区组织未产生严重过热,组织不粗大。图5(d)为正火区显微组织。这一区域被加热到Ac3以上稍高的温度时,会发生重结晶。得到分布均匀的等轴状珠光体和铁素体,该区晶粒尺寸较上述其它区域晶粒尺寸小。

2.3 力学性能
由表3为拉伸试验结果,抗拉强度可达到567.5 MPa,延伸率达到21.5%。可以看出接头的抗拉强度高于母材Q355钢,而延伸率低于母材。断裂位置均在母材位置,说明接头强度高于母材强度;可见接头的强度和塑性可以满足实际使用要求。弯曲试验中,变形较大的弯曲中部没有出现裂纹,说明焊接接头具有良好的抗弯曲性能,塑性符合要求[9]。按照图2所示的接头金属硬度取点位置进行硬度测试,硬度值分布曲线如图6所示,硬度峰值出现在焊缝区。
表3 16Mn钢对接接头拉伸试验结果
试件编号抗拉强度σb/MPa平均值延伸率δs/%平均值收缩率ψ/%平均值断裂部位 3-1590567.531.6721.558.6741.44母材 3-254511.3324.21母材

图6 试样焊接接头的显微硬度分布曲线
表4为Q355钢母材、焊缝及热影响区在室温(20 ℃)和-40 ℃的冲击试验结果,其中室温下母材平均冲击功为239 J,焊缝平均冲击功为161.3 J,热影响区平均冲击功为256.7 J;-40 ℃时母材平均冲击功为190 J,焊缝平均冲击功为81.7 J,热影响区平均冲击功为195.3 J,均满足不低于47 J的冲击试验要求。
表4 Q355钢焊接接头冲击试验结果
缺口位置冲击功/J(20 ℃) 冲击功/J(-40 ℃) 试验值平均值 试验值平均值 母材242/250/225239 135/230/205190 焊缝140/155/189161.3 69/88/8881.7 热影响区230/268/272256.7 228/238/120195.3
3 结论
高强度低合金Q355 钢采用富氩保护气体MAG焊,焊缝均由块状以及沿柱状晶分布的铁素体、少量珠光体和贝氏体组成;熔合区组织为少量珠光体、较粗大的铁素体(魏氏组织)和少量的贝氏体组成;过热区晶粒内有针状铁素体,还有少量的贝氏体组织;正火区为均匀细小的铁素体和珠光体。母材的金相组织为分布均匀且致密的珠光体和铁素体。焊后焊接接头具有优良的抗弯曲能力和抗拉强度,较高的延伸率,硬度分布均匀。在低温-40 ℃及室温状态下均能保持良好的冲击韧性,满足实际生产需要。
[1] 熊建平, 陈文静, 屈金山, 等. 16Mn钢MAG焊接头热影响区尺寸与性能分析[J]. 西华大学学报: 自然科学版, 2011, 30(2): 85-87.
[2] 邹莉. 机械工程材料及应用[M]. 重庆: 重庆大学出版社, 2015.
[3] 王书华, 杜永勤, 祝晓辉. 实心焊丝熔化极气体保护焊在压力容器中的工艺研究[J]. 石油和化工设备, 2014(10): 15-19.
[4] 郭富永, 丁雪兴, 李永红, 等. 奥氏体不锈钢304的TIG焊接[J]. 现代焊接, 2010(5): 63-65.
[5] 盛凯, 刘长虹, 郭云飞, 等. 海工船舶厚板Y型坡口不清根高效焊接新技术[J]. 造船技术, 2014(6): 41-45.
[6] 庄杰真. 磨削淬硬层及其均匀性研究[D]. 厦门: 集美大学, 2011.
[7] 魏国. CO2气体保护焊飞溅产生的原因及减少措施[J]. 机械工人: 热加工, 2006(6): 47-48.
[8] 田茹玉. 极端温度环境下Sn基钎料焊点组织演变及失效机理[D]. 哈尔滨: 哈尔滨工业大学, 2019.
[9] 张敬斋. 高强度低合金Q345钢焊接接头的微观组织与力学性能研究[J]. 铸造技术, 2014, 35(12): 3018-3020.
Research on Quality Control of Q355 Steel Welded Joint
ZHANG Bo-wei1, GUAN Bo-wen2, SUN Nan3, SU Hai3, GAO Shan-shan1, LIU Ying1
(1.School of Materials Science and Engineering, Liaoning University of Technology, Jinzhou 121000, China; 2.Engineering Training Center, Liaoning University of Technology, Jinzhou 121000, China; 3. Jinzhou Meilianqiao Auto Parts Co., Ltd, Jinzhou 121000, China)
For Q355 steel, the welding current 105 ~ 215 A, arc voltage 15 ~ 25 V, welding speed 13 ~ 23cm / min and argon rich shielding gas 17 L / min were used to carry out MAG multi-layer welding. The test results show that the welds are composed of massive and columnar ferrite, a small amount of pearlite and bainite; The microstructure of the fusion zone is composed of a small amount of pearlite, coarse ferrite (widmanstatten structure) and a small amount of bainite; There are acicular ferrite and a small amount of bainite in the superheated zone; The normalized zone is uniform and fine ferrite and pearlite. The metallographic structure of the base metal is pearlite and ferrite with uniform and dense distribution. The welded joint has excellent bending and tensile properties, and the hardness distribution is uniform. It has good impact toughness at room temperature of - 40 ℃, which can meet the actual production needs.
MAG; Q355 steel; weld microstructure; mechanical properties
10.15916/j.issn1674-3261.2022.02.005
TG442
A
1674-3261(2022)02-0094-04
2021-05-10
张博炜(1999-),男,河南新乡人,本科生。
关博文(1987-),女,辽宁锦州人,实验师,硕士。
责任编辑:刘亚兵
