连退张力辊高速打滑控制
2022-06-04邬琼
邬 琼
(首钢京唐钢铁联合有限责任公司镀锡板事业部,河北 唐山 063200)
1 连退平整机概况
1420 连退机组是由西马克设计的一条高速连退线,其入口设计最高速度1 000 m/min,炉区最高速度750 m/min,出口最高速度1 100 m/min,其中平整机为双机架四辊CVC 平整机,前后分别为7 号张力辊和8 号张力辊。连退平整机在高速运行时一直存在打滑现象,打滑的出现直接会造成平整机区域的张力波动,同时也会对平整机的延伸率以及二次压下状态下的秒流量控制模式造成影响。打滑现象与张力辊两侧的张力差以及张力辊辊的粗糙度有着直接关系,在保证这两个条件的前提下仍然存在打滑问题。
经查看相关资料,决定采用减小打滑张力辊转矩的方式对张力辊组的负载进行分配,从而减小打滑辊的出力大小,缓解打滑现象[1-3]。平整机区域简图如图1 所示。
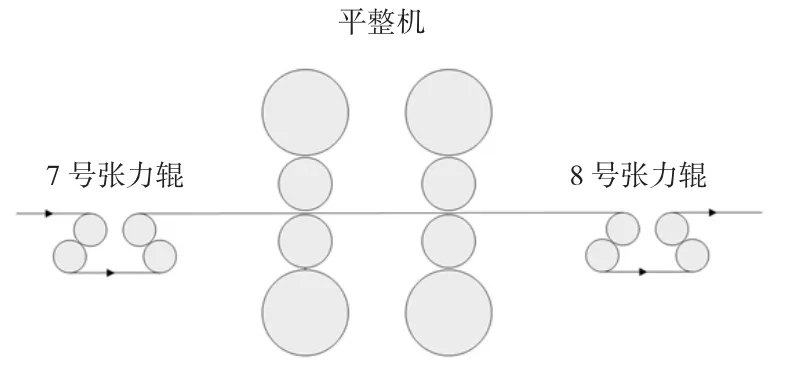
图1 平整机区域简图
2 张力辊的负载分配
张力辊工作原理:带钢包绕在张力辊上,在其包绕接触处产生摩擦力,使入口与出口产生张力差,由此改变张力辊入口与出口带钢的张力值,以对机组实现张力控制以及张力分段。
张力辊组的组成方式一般有两辊式、三辊式和四辊式等,由于张力辊组前后的张力不同,其中的张力差就需要在组成张力辊组的各辊子之间进行分配,这就涉及到负载分配的问题。在冷轧处理线中,张力辊的负荷分配是一个很关键的问题,其控制的好坏将直接影响整个系统的正常稳定运行,甚至会影响到生产率。在1420 连退机组中,采用强制等比例的负荷平衡控制方式。强制等比例负荷平衡控制方式的原理简单,不用进行复杂的计算,实现起来方便,满足大多数场合的应用。其基本思想为:以其中一个辊子为主动辊,其他为从动辊,从动辊的负载按主动辊进行分配,这样便形成了各个辊子的负载比例基本一致。强制等比例负载平衡的控制方式优势明显,在设定张力下,各张力辊的负载趋于一致,控制算法原理简单直观,每台电机都可以发挥出其最大功率,抗过载能力强,对张力分布没有特殊要求[4]。
张力控制分为直接张力控制和间接张力控制,直接张力控制这个概念不局限于张力辊,因为活套也有直接张力控制,同样,活套也存在间接张力控制,控制类型是类似的。所谓直接张力控制,就是使用张力计测量张力段的实际值来进行控制,张力的设定值和实际值的偏差进入张力调节器,将输出的附加速度加载到要控制的主辊速度环上,以此来拽紧带钢,从而调节实际张力;间接张力控制的张力辊,张力实际值来自张力辊主辊的速度调节器输出的I 分量(稳态转矩),该分量经过转换计算后作为张力实际值进入张力调节器,同样,张力调节器输出附加速度加载到速度设定值上,需注意的是要实现分量的准确性,必须做好摩擦补偿和惯量补偿,以保证速度调节器输出的稳态值全部用于张力控制。
3 控制思想及解决方案
优化方案:在一级系统中添加一个传动的PZD(过程数据通道,用于读写包含控制字、状态字、给定值和实际反馈值等信息),然后通过此PZD 发送电机速度控制器的I 环节系数,来实现电机转矩的重新分配。当电机不打滑时,使用等比例分配;当某个辊出现打滑情况时,通过积分环节降低此辊的输出力矩[5-6]。
由于在设计之初8 号张力辊积分分配是在传动部分完成的,因此,如果想降低积分部分,则需添加一个PZD,以用于传输降低系数。传动的速度控制器如图2 所示。

图2 速度控制器
系数的计算是通过一级程序计算得出的,然后通过和传动的接口来传输。接口程序如图3 所示。

图3 接口程序
系数的产生是通过积分块积分得到的,当满足条件即打滑时进行积分。积分输出的范围为:0.5~1.0。此系数来自于主辊的积分量,积分输入为0.1。当打滑出现时,辊转矩降低到设定系数,每个辊的此项系数不同,该系数根据辊所在的位置从张力低的一侧到高的一侧逐渐增加。具体的三个能积分的条件是:速度大于8 m/s;速度差小于0;速度差小于设定值(恒速时为-0.2%,加减速时为变量)。具体的积分计算程序如图4 所示。
图4 计算程序
在进行高速测试时发现,经常出现速度没有明显打滑而张力辊(除主辊外)已出现转矩下降的情况,此种情况有可能造成主辊出力过大而打滑,导致延伸率波动。造成这种情况的原因是在加减速过程中,传动速度设定值与斜坡发生器设定值存在时间差,而使速度反馈值和斜坡发生器的速度值出现大于设定值的明显误差,此时属于正常状态。鉴于此情况,决定在升降速过程中将判断打滑的误差值增加,以此来避免此类情况的发生。由于在测试过程中出现了速度差过大误报的情况,于是对速度差进行滤波处理[7-9]。具体滤波处理程序如图5 所示。此外,由于传动在升降速过程中的精度本身较高,因此将检测打滑的条件适度放大。

图5 滤波程序
4 应用效果
经程序优化后,连退张力辊高速打滑情况明显减少,但是在此基础上,需要保证张力辊两侧张力差不能太大,同时需要保证辊子粗糙度处于正常范围之内。在对张力辊两侧张力进行合理分配后,平整机在线速度达到了设计最高速度,虽然3 号、4 号辊转矩开始出现打滑迹象,但通过自动降低负载分配的程序调整后,并未出现过大速度差,带钢也未出现划伤,符合设计生产要求。该功能的投用解决了炉区限速的条件,提高了1420 连退的生产效率[10]。