“打壳锤头”自动焊接系统研究与应用
2022-05-18姜联玉单志超宋文强孙长好王健王刚
姜联玉,单志超,宋文强,孙长好,王健,王刚
(1.内蒙古霍煤鸿骏铝电有限责任公司,内蒙古 通辽 029200;2.沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110000)
1 打壳锤头自动焊接系统概述
打壳锤头自动焊接系统主要由下料系统和组焊系统组成,包括焊接机器人、搬运机器人、切割机器人、系统控制柜、全数字脉冲MAG焊接电源、变位机、剪丝清枪站、搬运机器人定制抓手、焊枪防碰撞装置、焊缝跟踪功能、评审焊接软件包、等离子切割机、钢管上料架、切管机输送料架、焊接工件储料框、焊接工件转运输料系统、焊接旋转平台夹具、主电源控制柜、控制电缆、供电电缆、烟气集尘回收装置、安全围栏、安全门锁、安全光栅、安全报警器等配套设施组成,组建全工序流程自动化机器人焊接工作站,可以改造目前打壳锤头维修焊接采用人工进行切割、下料、搬运、组对焊接等烦琐的维修流程,实现自动化流程生产工作,解决了维修打壳锤头烦琐的焊接工序,替代人工手弧焊接作业,从而提高自动化水平,减少人员作业强度,降低安全风险,提高生产效率。
2 打壳锤头自动焊接系统优势
(1)切割下料区与组对焊接区完美结合,切割机器人、搬运机器人与切割定位旋转料架配合切割下料,搬运机器人与物料框移动周转系统配合下料与上料,焊接机器人焊接。(2)尾管下料开坡口一次完成,提高下料效率,同时避免旧管尺寸不稳定造成坡口不一致,导致组对及焊接缺陷。(3)分部组对,可有效保证焊缝相对位置及组对质量,省去机器人寻位过程,简化流程,节约节拍。
3 主要设备说明及技术参数
打壳锤头自动焊接系统包括三大区域:机器人切割下料区、机器人组焊区以及总控区,如图1所示。
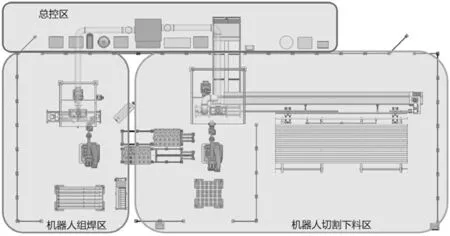
图1 打壳锤头自动焊接系统区域划分
3.1 机器人切割下料区
机器人切割下料区包括:切割机器人、搬运机器人、切割定位旋转输料架、废料回收箱、废料回收转运装置、物料框移动周转系统、等离子切割机。
3.1.1 切割机器人
(1)切割机器人本体。机器人选用6关节机器人,根据示教的运动轨迹(作业),能够自动完成工件的焊接作业。(2)机器人控制器。机器人控制器采用新松自主品牌SRC M5新一代控制器。其开放、安全、更具灵巧性。SRC M5为新一代控制系统提供了坚实的平台,同时,系统的稳定性、效率和灵活性得到了提高。SRC M5提供了必要的开放接口来达到系统集成的需求。
3.1.2 搬运机器人
(1)机器人本体。机器人选用6关节机器人,该机器人采用修长的延长臂设计,大幅度扩展工作空间,工作范围高达3007毫米。六轴机器人中的长臂王,专为长距离作业设计。尤其适合高负载高效的长距离搬运、上下料等制造领域。(2)机器人控制器。机器人控制器采用新松自主品牌SRC G5新一代控制器。其开放、安全、更具灵巧性。系统的稳定性、效率和灵活性得到了提高。结构紧凑,模块化设计,节约空间。配备智能冷却系统,采用智能温控,实时监控柜内温度,环保降噪。SRC G5提供了丰富的外部接口,支持应用的扩展与定制。
3.1.3 搬运端拾器
(1)搬运端拾器采用单气抓形式,由法兰、连接板、气抓、手指组成,工作原理为法兰连接机器人6轴,连接板连接固定气抓与手指,气抓由气源为主动力,实现手指的开与合完成抓取动作。(2)搬运端拾器分别抓取旧管、连接管、尾管。(3)搬运端拾器气爪,单爪行程20mm、夹紧力12500N、最小夹紧力2200N、重量17.2kg、最大抓取重量51.5kg。
3.1.4 切割定位旋转输料架
切割定位旋转输料架系统包括原材料料架、原材料料架顶端旋转机构、原材料料架顶端顶升机构、进给机构、切割定位平台机构设备。
(1)原材料料架主要用于存放6m长管料,略有倾斜,管料可依次向下滚动,通过料架顶端旋转定位机构、料架顶端顶升机构等,自动把物料送至进给机构上,无须人工干预。此处机构主要由原材料料架、顶端顶升机构、顶端旋转机构组成。(2)进给机构配有V型支架、伺服电机、电气控制系统,通过伺服控制,可精确控制管料径向及轴向位置,保证切割质量。(3)切割定位平台由移动定位机构、滑台机构、气缸、除尘罩和限位传感器组成,工作原理为进给机构夹持原材料与旧管到达切割定位平台位置,移动定位机构移动在切割位置,气缸带动档板伸出,原材料或旧管触碰气缸挡板,完成动作,机器人切割,废料由机器人抓取落入废料回收箱。
3.1.5 废料回收箱转运装置
废料回转箱转运装置,主要由地轨、废料回收箱、电气元件组成。工作原理为:在机器人切割后,废料由机器人放入废料回收箱中,待废料回收箱装满,人工在站外点击操作台,废料会滑动到站外,在由人工将满载废料回收箱取走,放上空废料回收箱,触碰按钮,空废料回收箱回到站内预定位置。
3.1.6 物料框移动周转系统
物料框移动周转系统主要由钢机构、料仓、气动元件组成,尾管与连接管切割后竖直摆放,一次存放尾管12根、连接管12根,同时便于机器人定位抓取,下部由气缸带动可实现直线运动,方便运输。
3.1.7 等离子切割机
采用Cutmaster A120等离子切割机,额定输出120Amps。
3.2 机器人组焊区
机器人组焊区包括:焊接机器人、搬运机器人、托辊变位机、焊枪、焊机、尾管对中台、合金打锤头上料框、成品下料框。
3.2.1 焊接机器人
(1)焊接机器人本体。机器人选用6关节机器人,根据示教的运动轨迹,能够自动完成工件的焊接作业。(2)机器人控制器。机器人控制器采用新松自主品牌SRC M5新一代控制器。其开放、安全,更具灵巧性。SRC M5为新一代控制系统提供了坚实的平台,同时,系统的稳定性、效率和灵活性得到了提高。SRC M5提供了必要的开放接口来达到系统集成的需求。
3.2.2 搬运机器人
搬运机器人本体及机器人控制器与焊接机器人相同。配备智能冷却系统,采用智能温控,实时监控柜内温度,环保降噪。SRC G5提供了丰富的外部接口,支持应用的扩展与定制。
3.2.3 机器人外部轴
机器人焊接时,需要外部设备如桁架、变位机等协同动作,使机器人以最佳焊接姿态焊接,保证焊缝质量。相关外部设备需要采用机器人外部轴系统,和机器人六个本体轴一起,由机器人控制器统一控制,以实现联动功能。
3.2.4 智能焊接软件
新松智能焊接软件功能包括接触式传感检测、焊缝电弧跟踪、断续焊、多层多道焊、电弧重启、断点恢复、焊缝程序参数化模板、熄弧优化调整、摆弧功能模块、故障及报警显示、粘丝自动解除、气体压力监控等功能。
(1)接触式传感检测。接触传感检测功能主要包含三方向传感、起始点检测、终点检测、圆弧传感、接触探测传感等功能。保证焊接过程不受工件的来料加工、组对拼焊和焊接装夹定位带来的焊缝位置有偏差的影响,自动寻找焊缝位置并识别焊接情况,保证能够顺利准确地焊接。(2)焊缝电弧跟踪功能。焊缝的电弧跟踪功能用于:当实际的焊缝轨迹偏离示教程序轨迹或工件在焊接过程中工件发生热形变时,机器人通过焊接过程的数据搜集、处理,实时修正补偿运行轨迹,确保焊枪末端运行轨迹始终在焊缝上。同时,电弧跟踪功能可以实现复杂曲线的跟踪,确保了电弧跟踪的实用性。在焊接过程中,通过电弧跟踪功能,实时调整焊枪位置,保证焊丝的干伸长度不变,保证了焊接过程的稳定性,确保整条焊缝成型的一致性。(3)多层多道焊接。在焊接生产中某些工业焊板较厚,焊接一道焊缝无法满足工艺要求,需要焊接多道,甚至多层多道。传统的机器人焊接方式无法满足生产效率的要求,为了使用简便快捷,新松机器人开发了多道焊模块。(4)电弧重启。通过电弧重启功能,可以实现在焊接起始点起弧困难时,机器人进行小范围移动,在不同地点起弧成功后,机器人回到焊接起始点继续焊接。增加起弧成功率,保证系统连续运转。(5)粘丝自动解除。通过粘丝自动解除功能,新松机器人可以在焊接结束后,判断焊丝是否粘在焊缝处。之后进行自动解除。同时,配有焊枪清枪站,能够实现自动清枪、剪丝、喷油。可以保持系统连续。(6)断点恢复。如果机器人在焊接过程中出现了问题,导致焊接中断。排查问题后,机器人可以通过断点恢复功能,在焊接中断点继续焊接。(7)参数设置。可以对电流、电压、焊接速度、摆弧等焊接参数进行设置存储、调用等。(8)气体压力监控。在焊接过程中,气体压力监控实时监测气体压力,如果压力低于设定值,将发出警报。(9)生产监控系统。具有专家系统的新松机器人弧焊监控系统,通过对机器人信息的采集,不仅能够监控电流电压等与焊机相关的参数,而且能够监控机器人工作状态、作业运行情况等信息,使得管理更加现代化、全面化,大大提升机器人焊接过程的管理效率。
3.2.5 托辊变位机
采用托辊变位机进行焊接、组对时,搬运机器人先将合金锤头和连接管上料至托辊上,定位机构升起,推紧机构推紧,保证合金锤头插入连接管,然后,焊接机器人对焊缝进行点固。托辊变位机采用机器人外部轴控制,可精确控制转速及启停位置,有效保证焊接质量。
3.2.6 焊机系统
焊接电源采用松下500GL焊机,适合碳钢材料的焊接和不锈钢的非脉冲焊接。
3.2.7 搬运端拾器
(1)搬运端拾器采用单气抓形式,由法兰、连接板、气抓、手指组成,工作原理为法兰连接机器人6轴,连接板连接固定气抓与手指,气抓由气源为主动力,实现手指的开与合完成抓取动作。(2)搬运端拾器分别抓取旧管、连接管、尾管。
3.2.8 焊枪系统
(1)焊枪。采用德国TBi82W水冷夹丝机器人专用焊枪,RM 82W高刚性枪颈,超强水冷效果,水路直达喷嘴座,喷嘴进一步优化,采用夹紧设计强制散热,特殊黄铜枪颈,不粘连飞溅的同时保证高刚性,无须使用校枪器。(2)机器人防撞装置。采用德国TBi KS-2 MIG机器人焊枪防撞装置,在发生碰撞的情况下,TBi的防撞传感器可以有效地保护机器人和焊接系统。(3)自动清枪装置。德国TBi BRG-2-ES-DAE新型清枪站配有封闭式喷油仓,防飞溅剂可以直接喷射至焊枪枪头,机器人工作区不会受到污染,防飞溅剂用量也会减少。
3.2.9 尾管对中台
尾管组对时,需要保证切割面和连接管有1mm间隙,搬运机器人从尾管料框抓件后,需要进行二次定位。使用重力对中形式对尾管切割面进行定位,重力对中台支撑柱上有万向滚珠,一侧有限位,尾管可依靠重力自行滑到限位位置对中。
3.2.10 合金打锤头上料框
打锤头上料框由料仓、供料机构及定位机构组成。料仓宽度与工件长度一致,有一定坡度,管料可依靠重力自行向一侧靠近;供料机构可自动顶升,每次向定位机构提供一个物料;定位机构依靠气缸推紧物料定位,有效保证机器人抓取位置的一致型。
3.3 总控区
3.3.1 安全围栏及遮光板
工作站四周设置安全围栏,用于安全防护,防止机器人运动时人员进出自动化区域。生产线工作区采用围栏分开,保证设备安全。
3.3.2 电气控制系统
(1)控制系统综述。控制系统采用PLC控制,采用LAD语言编程并有详尽准确的符号说明;系统配备独立触摸屏和丰富的可视化界面,方便产品配方生成、设备状态监视和手动操作、系统报警信息显示和处理;PLC与现场智能站之间采用Profinet现场总线通讯方式,保证通信的实时性和安全性,与本地外围设备之间采用无源接点IO形式通信。(2)控制系统功能。触摸屏画面包括自动操作画面、手动选择画面、报警画面、系统画面和I/O状态监视画面等丰富功能,详尽显示系统运行状态及参数。
3.3.3 除尘系统
机器人采用罩式除尘系统。该系统由烟尘净化器、集尘罩、照明系统、管道等组成,主要安装在固定支架上,保证有效吸收机器人切割与焊接时产生的烟尘。
3.3.4 上位机控制系统
生产和管理人员可以利用上位机系统,监控整条自动焊接系统的工作情况,获取机器人参数和焊接参数等多种信息。完成焊接数据信息化管理、机器人焊接设备管理、焊缝质量评估等方面,实现相关数据的分析处理、数据存储、质量追踪等功能。
4 结语
打壳锤头自动焊接系统的使用能够有效简化流程,节约人力物力,对于提升焊接效率和质量有重要的现实意义,且精准度高,企业将其应用于作用中能够提升企业竞争力,为企业带来更大的经济效益。
