汽车可见尾管样件制作工艺探究
2019-08-16胡安平袁洁单超
胡安平 袁洁 单超
上汽大众汽车有限公司 上海市 201805
随着消费者对汽车外观的关注度逐渐提高,可见排气尾管在汽车上的应用越来越广泛,甚至很多小排量汽车上也不乏可见尾管的身影,甚至在不少汽车后保险杠上经常看到塑料材质并不用于出气的假“可见”尾管,由此可见消费者对可见尾管的钟爱。
在车型开发初期,为了给车辆进行各种试验验证,尾管在开发阶段也经常需要试制样件,本文结合实际项目情况,介绍了传统批量零件的制作工艺流程,并探讨如何在保证质量要求的前提下,对工艺流程精简优化,降本增效,得出一套适用于试制样车尾管的试制工艺流程。
1 圆形可见排气尾管

图1 双层圆管制作工艺流程
1.1 圆形可见尾管工艺流程
这种可见尾管相对简单,一般为圆形,分单层和双层,单出和双出,大部分情况下和后排气管总成焊接在一起,少数车型如Polo GTI是通过内倒钩卡在内管上。
以双层可见尾管为例,传统工艺流程如图1:
从流程图我们可以看出,为了保证零件质量,工序比较完整,且大部分工序都是需要模具或者夹具的,需要夹具的工序有切斜口,冲槽,折弯搭子,需要模具的工序有弯管,卷边,扩口,整形,需要检具的有内管检验,外管检验,总成检验。成本较高,且周期很长。
1.2 改进的样件试制工艺
由于样件制作不像批量零件制作数量巨大,往往只需要几十套用于装车满足实验需求,且对外观要求不高,所以考虑简化制作工艺流程。
具体如下:切口工序我们选择改成激光下料工艺,冲槽工序改成3D激光切割工艺,其余工序不变。激光切割单道程序成本较高,但由于数量较少,跟开模具相比,成本却能大幅降低。需要模具的部分我们可以采用软钢模,取消热处理工艺,这样下来可以节约数个模具,且需要模具的部分成本可以降低20%左右。
在上汽大众某款车型试制15套双层圆形尾管用于装车试验,尽管取消了热处理,模具在该数量下完成的零件质量完全符合要求,该工序及工艺简化完全没有问题,且正常需要10周完成的尾管,最终7周就可以完成,周期上可以缩短3周左右。
2 梯形可见尾管
2.1 梯形可见尾管工艺流程
梯形尾管一般装在汽车后保险杠上,分两种情况,如果尾气并不直接从可见尾管中排出,尾管仅仅是作为外观件,一般做成塑料件,即所谓的“假”尾管,这种尾管并不通透,且后部挡板一般喷黑色造成熏黑效果;如果尾气需从可见尾管中排出,零件需耐温,需做成金属件,即所谓的“真”尾管。本文讨论的为金属材质的“真”尾管。

图2 梯形尾管示意图
制作图2的梯形尾管,传统工艺流程中,需要模具的工序有涉及到,外胆工序:落料,3次拉深,2次切边,冲孔,翻孔,整形;内胆上片及下片:落料,拉深,切边,整形,4个支撑片:落料,折弯,冲孔。需要夹具工装的工序有:分切,内胆上下片焊接,内外胆焊接,挡板焊接,支撑片焊接,总成检验。在这个工艺流程中,考虑到拉深变形率,为了防止撕裂风险,一般采取多次拉深的方式,并加以退火热处理。
2.2 改进的梯形可见尾管工艺流程
材料方面,零件材料采用304钢,这种材料用途广泛,耐腐蚀性和耐热性好,韧性好,具有良好的加工性能。模具材料采用Cr 12合金钢,这是一种应用广泛的冷作模具钢,具有高强度,淬透性好,耐磨性好,综合性能不错,且价格低廉的特点。
考虑到费用及周期问题,对工艺流程进行优化,采取激光切割工艺替代落料模具,外胆3次拉伸变为2次拉伸,取消热处理工序,支撑片的切边工序,冲孔工序由模具完成替代为激光切割工艺,取消热处理后及整形模具。考虑到尺寸外形可能会产生轻微变形,可以通过焊接工装和总成检具保证尾管安装孔位正确,虽然可能会牺牲一些单件表面尺寸精度,但是会造成成本及周期的大幅下降。 激光切割不适用大批量生产,却很好地满足小批量样件的试制。另外,为了保证零件的表面光亮程度,本零件批量生产采取电镀工艺,这里可以考虑采取抛光替代,但是精度等级需提高。抛光后的零件表面光亮度也很高,批量工艺也会采用,两者主要的区别是时间长了以后,抛光件表面容易因空气氧化而泛黄,不如镀铬工艺可以保持长久。对于样件来说,抛光工艺完全可以满足需求,见上表1。

表1 梯形尾管散件
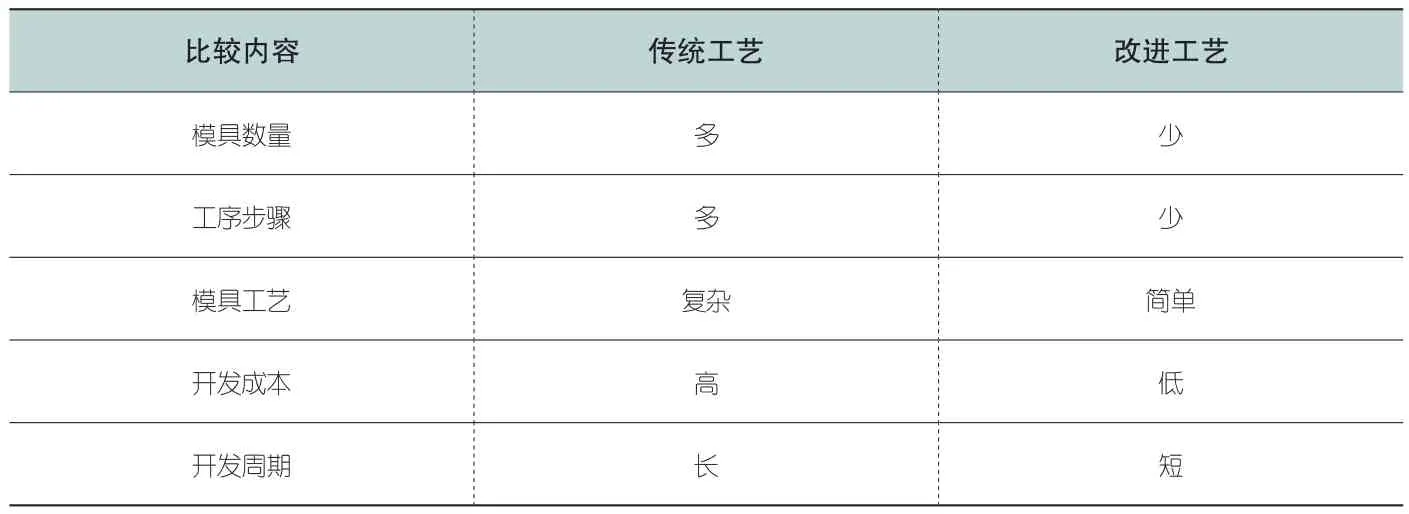
表2 传统工艺和改进工艺流程优缺点对比
以上汽大众某车型梯形尾管为例,采取改进工艺后,零件质量可以满足样车需求,但是周期从12周缩短到8周,费用可降低一半左右。
3 传统可见排气尾管工艺优缺点及展望
通过以上分析,对两种工艺对比结论如表2:
在实际的开发过程中,部分车型尾管模具可以借用,因此,如果可以借用模具这也是很好的一个节约费用和周期的手段。另外,市场上某些车型的圆形尾管会采取旋压工艺(Spinning Technology),但相对较少;在一些形状复杂的尾管中,还涉及到水胀模具工艺(Water Expansion Technology),该工艺费用高,周期长,这两种工艺此文并未涉及,也有很大的改进潜力。
4 结语
综上所述,本文通过对尾管试制工艺及流程的探究及改进,结合上汽大众两款尾管的开发试制实例,在满足样件质量要求的前提下,确实做到了大幅降低成本和缩短制作周期,在汽车开发周期越来越短,预算要求越来越严格的今天,类似的降本增效措施对我们样件试制有重要的指导意义。
