多功能井下节流器研制及在长庆致密气井的应用
2022-05-18吕维平刘家炜尹俊禄黄志刚王保国
吕维平,刘家炜,尹俊禄,郑 翔,任 彬,黄志刚, 王保国
1中国石油江汉机械研究所有限公司 2中国石油川庆钻探工程有限公司长庆井下技术作业公司
0 引言
随着致密气/页岩气的开发,采用传统油管柱完井采气带来的产量递减、含水量升高等问题逐渐显现出来。连续管具备无需接单根、内通径小、完井速度快等优势,相应的特征在速度管柱工艺中亦有体现。将连续管悬挂完井应用到致密气/页岩气的开发中,形成连续管完井采气一体化技术,引领推动资源开发的降本提质,施工作业安全高效,在低油价大环境中有着重要的意义[1-4]。
致密气/页岩气投产初期高压、高产,给完井作业带来较高的安全风险,且产量递减和含水上升快,生产稳产难度大,后期低压低产阶段时间长,排水采气具有长期性,需采用柱塞等气举方式排液生产,而节流器是进行连续管带压完井的核心工具[5],为实现气井的高效开发,需从其设计结构入手,解决气井从完井到试气、开采等多个阶段的工艺需求。
针对上述问题,国内外缺乏满足开展全生产工艺流程的节流器。为此,笔者团队自主研发了一种气井多功能节流器。该节流器采用回压阀、节流嘴以及堵头等多功能组合设计,能够实现高压气井带压下入连续管柱、高产期节流降压生产、低产期速度管柱生产、间歇期柱塞气举以及枯竭期井底封堵从而可将管柱起出。该节流器的研制对连续管完井采气一体化技术的支撑以及安全性、可行性的验证具有重要的意义。
1 设计依据
1.1 完井期下管封堵
连续管带压完井作业是指在井内存在压力的情况下,不压井通过节流器及井口带压作业装置,控制井筒压力,进行下管作业[6]。连续管带压下入至目标深度后,需要求井下的节流器具有暂堵功能保障管柱内无压,同时确保井口作业安全零压,方可开展后续完井作业步骤。
1.2 高压期节流生产
天然气井投产初期,储层能量较大,产量较高,但是衰竭迅速,为保证生产的长期稳定进行,需在投产初期控制气井产量,常用的方式是井筒内节流生产,适应地面低压流程的生产要求[5]。
1.3 低压期速度管柱
随着开采的进行,地层储量减少,井筒中液体将会越积越多,形成积液抑制井底压力。此开发节点需通过降低气井的临界携液流速,提高气井的携液能力,实现不动原生产管柱的速度管柱排水采气,达到携液举升、连续产气,维持气井稳定生产[7-8]。
1.4 间歇期柱塞气举
随着开采进入到末期,井底的能力已降低到不足以通过小直径速度管柱通道将井底积液排出井口[9-10]。投入柱塞气举,可以在速度管柱的基础上,达到一次施工投入,持续稳产的目的,减少重复作业的成本,同时避免储层伤害,提高采收率,上述气井从高压期到低压期再到间歇期开发的工艺流程如图1所示。

图1 气井全过程生产工艺示意图
1.5 枯竭期带压起管
当气井生产进入枯竭期,已不具有经济开发价值,后续应回收生产管柱,关井处理。此时管柱内部有一定的压力,直接起管存在安全隐患,需采用措施管内封堵[11-12]。可设计双瓣回压阀结构,通过投球实现管内二次封堵,实现带压起管。
2 技术分析
基于上述关键技术分析和相应设计要求,笔者研制了一种用于连续管作业的机械式节流器,适用于新井的全流程生产。新型多功能节流器采用泵出式堵头设计,可安装节流嘴,预置双瓣单流阀,实现连续管完井管柱的带压下管及起管封堵,高压及低压稳定生产等功能,满足气井高效开采的需要。
2.1 关键结构设计
多功能节流器由上接头、单流阀组件、节流组件、堵头、筛网以及导引头六部分组合而成,结构如图2所示,整体安装于完井管柱尾端,节流器的中部设置组件是实现带压下管、节流生产以及起管封堵的核心机构,从左至右设置有单流阀组件、节流组件以及堵头,结构紧凑,作业过程中通过泵压或者泵送不同尺寸钢球,实现各模块功能的切换。

图2 多功能节流器结构示意图
2.1.1 节流嘴设计
节流组件由节流嘴和节流剪切环组成,置于堵头上端,实现高压期节流生产。为了实现节流嘴加工工艺的精确性和泛用性,如图3所示,采用模块化设计,节流嘴整体由壳体、节流体以及限位件组成,壳体和限位件采用统一规格加工,仅需改变节流体的尺寸,适应不同气井产量的节流配产控制,实现不同孔径节流嘴节流,方便零件的更换及维修,可以有效降低加工难度,节约生产成本。

图3 节流嘴结构示意图
壳体出口采用曲线型扩散管设计,通过计算流体动力学(CFD)进行数值模拟计算,建立了四面体非结构性网格,利用RNG k-ε模型,二阶迎风离散方法对该种节流嘴结构内的流场进行计算,同时对比传统直喷嘴计算结果,得到两者的节流速度云图如图4、图5所示。

图4 曲线型节流嘴速度云图
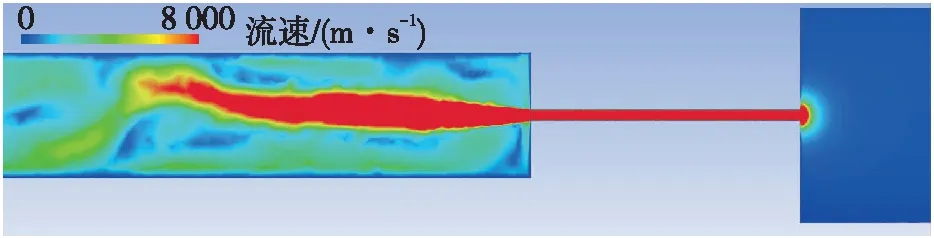
图5 传统直节流嘴速度云图
对比图4、图5可以发现,曲线型节流嘴下游的工具件内流速较低较为平缓,势流核心区并未发展到工具件中;而传统直喷嘴下游的工具件内流速较高,速度梯度大,势流核心区域在工具件内产生长距离的延伸,形成剧烈的扰动。图6为曲线型节流嘴扩散管段横截面上的速度分布云图,可以发现流体在节流嘴扩散管段延轴向方向横截面上势流核心区逐渐增大,速度梯度逐渐降低。

图6 曲线型节流嘴扩散管段横截面速度云图
上述现象是由于该种结构使得流体通过节流嘴在扩散腔内发生附壁效应[13],如图7所示,势流核心段首先贴附在扩散管壁面并逐渐增大,在增大到一定程度后脱离壁面进一步发展。势流核心段在附着壁面过程中,出口高速流体扩散到更大直径处,能量发生快速耗散,使得节流后流体流速变缓,后续脱离壁面的势流核心段变短,减弱了对节流嘴下游组件的冲击作用,延长了节流器的使用寿命。

图7 节流嘴附壁效应示意图
2.1.2 防回堵设计
为防止生产过程中堵头回堵引起生产暂停的风险,笔者采用防回堵设计,如图8所示,一方面在堵头尾端配备高温磁铁,使用螺钉固定,另一方面导引头内部采用口袋设计,为堵头泵落预留空间。堵头泵落后,其沿筛网垂直掉入导引头口袋内,底部磁铁使得堵头可以牢固吸附于节流器底部的磁铁,如图9所示,起到防回堵的作用。
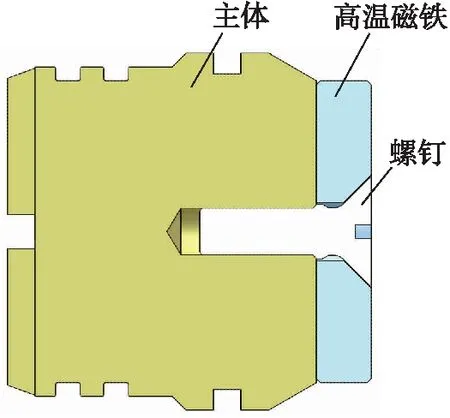
图8 堵头结构示意图

图9 堵头泵落示意图
2.2 全流程工艺设计
多功能节流器通过与高温高压气密封外连接器安装于连续管尾端,为满足各种气井开发的工艺需求,必须通过特定的工序启动工具的不同功能组合,具体操作流程如下:
(1)完井作业阶段。多功能节流器使用堵头通过销钉固定于设计位置,安装于连续管底端,保证带压下管过程中生产通道封堵。下管至设计位置,完成连续管悬挂完井、恢复采气树后,采用泵车对生产通道进行打压,管柱内与井筒压差达到销钉剪断所需压力堵头掉落,生产通道与井筒形成通路,实现气井试气与投产。
(2)高压生产阶段。针对高压生产井,下管完井前在节流器内部安装节流嘴,生产初期实现稳定节流。
(3)低压生产阶段。针对高压生产井后期产能下降,向生产通道投送直径20 mm的1#钢球,封堵节流嘴,采用泵车对生产通道进行打压,憋压剪断销钉打落节流嘴,扩大生产通道通径,实现后期全通道稳产。
(4)间歇生产阶段。针对末期排液需要,在井口安装柱塞制动装置,向生产管柱内投放柱塞,节流器底端预留柱塞限位结构,保证柱塞在生产管柱内能开展往复气举作业。
(5)带压起管阶段。向生产通道投送直径26 mm的2#钢球,封堵单向阀的控制滑套,采用泵车对生产通道进行打压,憋压剪断销钉打落控制滑套,启动单流阀,实现生产管柱内回压封堵,满足带压起管条件。
2.3 技术参数
多功能节流器的详细参数见表1。

表1 多功能节流器技术参数表
2.4 性能特点
(1)新型多功能节流器采用双瓣回流阀、节流嘴和堵头相组合的结构,分别可以实现回压封堵、节流生产以及管内封堵等功能,采用泵压、投球等方式启动以满足从完井期到枯竭期等多个生产阶段不同功能组合的需求。
(2)采用曲线型扩散管设计的节流嘴,利用附壁效应降低节流流体对下游工具的冲击作用,提升工具使用寿命。
(3)采用磁性堵头,在堵头底端加装高温磁铁,堵头泵落后吸附在导引头槽内,防止回堵。
(4)采用加密筛网,防止下管或者生产过程中地层出砂进入堵塞管柱。
(5)导引头内部采用口袋设计,堵头泵落预留空间。外部采用导向设计,光滑处理,降低遇阻率,便于工具串通过井口装置台阶以及井底砂桥。
3 性能试验测试
根据已有的设计以及相关参数,加工制造了符合规格的节流器,在中石油江汉机械研究所有限公司井下工具测试台开展了堵头泵出、节流嘴泵出、控制滑套泵出以及瓣阀回压等压力试验。试验结果表明,节流器性能良好,可以完成规定工序,符合现场施工要求。
3.1 内部泵压试验
节流器内部泵压试验系统如图10所示,使用试压接头与多功能节流器相连,利用液压泵进行打压,以验证节流器不同组件的泵出特性。

图10 内部泵压试验示意图
对应组件泵落前试验过程未出现泄漏现象,将试验记录的原始数据进行整理,得到不同组件的泵落情况压差变化曲线,如图11所示。由图11可知,泵注压力缓慢升高到不同组件泵落压力值,组件泵落后泵压陡降,堵头、节流嘴以及滑套泵落压力分别为2 MPa、20 MPa、20 MPa,证明多功能节流器各组件泵落性能达到规定标准,且内部密封性良好,符合

图11 内部泵压试验压力曲线
全流程施工要求。
3.2 外部密封试验
节流器外部密封试验系统如图12所示,使用试压接头与多功能节流器相连,利用液压泵从节流器一端进行打压,以验证节流器双瓣回压阀工作性能。

图12 外部密封试验示意图
试验全过程未出现泄漏现象,将试验记录的原始数据进行整理,得到气密性试验压力的变化曲线,如图13所示。由图13可知,不同梯度稳压阶段压降小于0.2 MPa,达到70 MPa密封性能要求,证明双瓣回压阀工作良好,节流器整体具备较好的气密性,符合现场施工以及带压起管的要求,可以进行后续的现场应用。
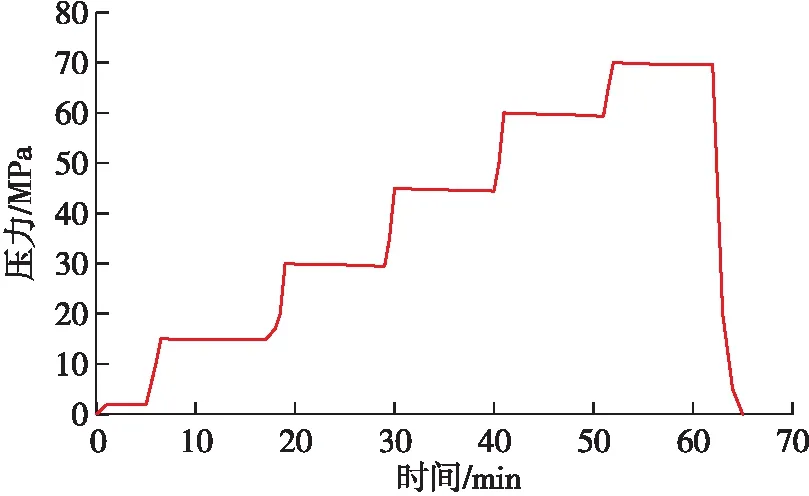
图13 外部密封性能试验压力曲线图
4 现场应用
为证明通过多功能节流器可以解决气井投产作业的技术难题,2020年6月在中国石油长庆区块某井开展了Ø50.8 mm连续管完井作业试验,工具串带节流器下入。该井为定向完钻井,井深3 652 m,人工井底3 563 m,预测地层压力30.7 MPa,前期采用Ø114.3 mm套管桥塞分层压裂进行储层改造。
在应用过程中,节流器在完井阶段实现了带压下管,采用700型泵车打掉堵头投产。前期通过节流嘴保持节流生产,产气量达3.12×104m3/d。后期产能衰竭,投球泵注打掉节流嘴,实现速度管柱全通径生产,产气量显著增加,恢复到2.15×104m3/d。末期开展了柱塞气举试验,柱塞上下运行顺利,约20 min后返回井口,实现间歇携液开采,同时具备远程监控功能,生产曲线如图14、图15所示,标志着连续管完井采气一体化工艺试验成功,节流器设计满足工艺要求。
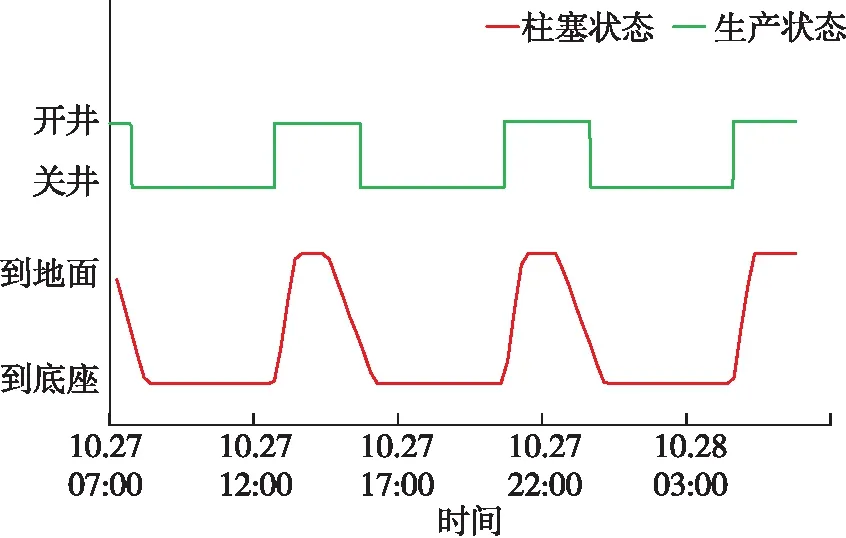
图14 柱塞工作状态曲线图

图15 气井投柱塞生产曲线图
5 结论
(1)研制的多功能节流器具备带压下管、节流生产以及起管封堵等功能;节流嘴采用模块化设计以及曲线型扩散管,通过数值模拟仿真,证明相比传统直节流嘴,曲线型扩散管设计可以利用附壁效应降低节流嘴下游流体动能,提高工具使用寿命;采用磁力堵头以及口袋设计,解决回堵问题。
(2)设计特定的作业工序来启动节流器的不同功能组合,可以实现包括完井作业阶段、高压生产阶段、低压生产阶段、间歇生产阶段以及带压起管阶段等涉及气井开发多个阶段的生产需求。
(3)开展了多功能节流器的内部泵压及外部密封试验,结果证明节流器各组件泵落性能良好,双瓣回压阀密封良好,可以完成规定工序,节流器整体具备较好的气密性,符合现场施工要求。
(4)开展了带多功能节流器下入的完井现场试验,顺利完成带压完井施工,实现了后续高压期节流生产、低压期速度管柱连续排液以及间歇期柱塞气举等多个生产流程,满足实际应用要求,有力支撑了连续管完井采气一体化技术,保障了气井生产的安全高效运行。