丁辛醇装置弛放气回收系统故障风险分析及控制措施
2022-04-27孙雨李双新
孙雨,李双新
(中国石化齐鲁分公司第二化肥厂,山东淄博 255400)
丁醇和辛醇均为重要的有机化工原料。国内丁辛醇装置大多采用以铑膦络合物为催化剂的低压丙烯氢甲酰化技术[1],在丙烯氢甲酰化反应系统中,丙烯除了与合成气发生氢甲酰化反应生成正丁醛或异丁醛外,还会发生副反应生成各种烃类物质[2]。随着生产中操作时间的增加,反应系统中丙烷、氮气、甲烷、乙烷等气体会逐渐积累增多,为保证反应器压力在合理范围内波动,必须将该部分气体(简称弛放气)从丁辛醇装置氢甲酰化反应系统中连续排入燃料气管网烧掉,因弛放气中含有一定量的丙烷、丙烯等气体,直接焚烧会造成资源浪费[3]。因此,有必要回收弛放气中的有效成分混合丁醛、丙烯、丙烷等。
以某公司丁辛醇装置弛放气有效组分回收系统为例,详细说明了“脱醛-氨制冷-稳定精制”技术的工业化流程。该工艺装置运行相对稳定,但存在管线冻堵故障、丁醛副反应较多、其他异常情况(如丙烯丙烷分离塔塔底液位控制难、丙烯丙烷泵体需升级屏蔽泵、换热器与塔器等设备腐蚀、氨制冷系统节能与相关泄漏隐患、氨危害等)等问题,笔者对此进行了归纳讨论,并提出相应的对策,以供同行参考。该工艺是自主开发,节约了技术引进费用。该装置使丁辛醇生产过程更加清洁,满足绿色化工的基本要求。
1 丁辛醇装置弛放气回收工艺技术流程
醛-氨冷-精馏分离”技术。先经脱丁醛塔得到副产品混合丁醛等C3以上的重组分,再经氨循环深冷系统进一步将C3及其以上组分冷凝为液态,然后通过稳定系统(即T301A/B、T302A/B与V0103组成的稳定脱不凝气系统)除却不凝气(其组分如:氢气、氮气、一氧化碳等)和微量的丁醛和水分,最后经丙烯丙烷精馏塔分离得到丙烯和丙烷产品。工艺流程如图1所示。
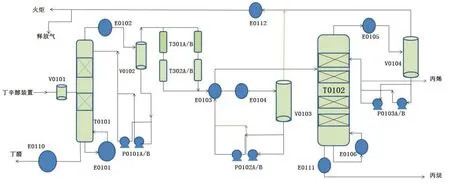
图1 弛放气有效组分回收系统工艺流程示意
该丁辛醇装置弛放气回收系统的工艺采用“脱
图1中,弛放气进入回收系统分离器V0101,以除掉其中的固体颗粒物质和游离态的液滴,之后进入脱丁醛塔T0101,自脱丁醛塔底分离出混合丁醛,经换热器E0110冷却后输送至粗丁醛稳定系统;T0101塔顶的气相组分经第一氨冷凝器E0102不完全冷凝后,进入回流罐V0102内,之后液态物料经液化C3回流泵P0101A/B回流到脱丁醛塔T0101,气体自V0101罐顶出来后经T301脱醛塔(内装活性炭)、T302脱水塔(内装4A分子筛)分别脱除气态物料中微量丁醛和水分,先经换热器E0103冷却后又经第二氨冷凝器E0104冷凝,使丙烯、丙烷几乎完全液化,接着进入低温分离器V0103进行气液分离。混合液经供料泵P0102A/B的输送,经过换热器E0103释放冷量后进入精馏塔T0102;不凝气体进入燃料气管网。
精馏塔T0102塔顶设有氨冷凝器E0105,回流罐V0104,塔底设有再沸器E0106。塔顶气相丙烯物料经氨冷凝器冷凝后进入回流罐V0104进行气液分离,不凝气体进入燃料气管网系统或火炬系统,冷凝液经回流泵P0103A/B作为回流液返回至T0102塔顶,同时侧线采出合格的丙烯产品;T0102塔底丙烷产品经冷却器E0111冷却后,及时送至下游生产装置。
2 氨制冷工艺技术流程
氨制冷工艺的原理为利用氨的相变过程中的吸放热,在液氨吸热气化的情况下对弛放气系统的物料进行冷凝。工艺流程如图2所示。

图2 氨制冷循环工艺流程示意
从各个换热器(E0102、E0104、E0105)出来的高温低压气态氨首先进入气、液氨分离器V202进行分离,其中液态氨返回至各个换热器;气态氨进入气态氨压缩机C401,经该压缩机升压后的气态氨进入氨冷凝器E201进行冷凝,冷凝后的液态氨进入液氨贮槽V201,从贮氨槽V201引出的高压低温氨分别进入换热器E0102、E0104、E0105中释放冷量而部分气化,气液氨进入分离器V202进行气液分离,如此循环。
3 弛放气回收系统故障分析与对策
3.1 管线冻堵原因分析与对策
换热器E0102、E0104的管程C3物料出口管线在异常工况下出现冻堵现象,其主要原因是当上下游所设置的聚结分离器未能充分去除丙烯中水分时(聚结器故障或操作人员疏忽),会造成丙烯夹带过多的水分进入丙烯丙烷弛放气回收系统造成该系统管线冻堵。
3.1.1 机理分析
烃-水化合物是一种不稳定而复杂的晶体,在合适的压力、温度条件下任意组分的混合气体均可能生成“水合物”。在一定条件下,水合物在合成之后也会自动分解,即当水合物的生成压力大于分解压力时,才能自发形成水合物[4]。
3.1.2 原因分析
丁辛醇装置丙烯氢甲酰化反应系统弛放气组成如表1所示。

表1 弛放气组分
由表1可见:弛放气中组分复杂,其中含有水。因弛放气进料温度(40 ℃)高于常温,水含量超标不易被发现;另一方面,组分中水的凝固点最高,且低温下很容易与其他物质形成水合物析出,所以水的存在导致弛放气物料在管线过冷段发生冻堵,而且会加速设备腐蚀[5-6]。引起水含量超标的另一个原因是再沸器泄漏。
3.1.3 应对措施
1)通过加装过滤水分的4A分子筛塔对工艺流程进行彻底的净化脱水[7]。弛放气在进入“弛放气回收系统”之前,要经过2座装有过滤水分的4A分子筛塔(安装于分液罐与脱丁醛塔之间),以过滤掉弛放气中的水分。
2)控制管线内流体的输送温度与压力。控制好弛放气管线内物料的输送温度可以抑制水合物的形成。保证输送温度最低不得低于-8 ℃,压力控制在1.60~1.65 MPa。因输送弛放气物料的管线中有游离水存在,所以足够高的压力和足够低的温度是水合物形成的有利条件[8]。因此,当该弛放气装置管线发生冻堵时,采取降低压力与升温的措施可快速消除故障[9-10]。采取放空降压的方法可行,但是会导致弛放气的损失[11];利用电伴热的方式将冻堵段管线加热至合适温度,可使其快速解冻[12]。
3)克服设计缺陷。因冻堵部位经常发生在管径变窄的流量计、节流阀等部位以及自上而下的管路分支处,所以应减少管径急剧变窄的设计;在支管路设计上应尽量减少自上而下的流向设计,应将主管路设计在低位,主管路向支管路的方位设计为由低向高,可有效解决冻堵的发生[13-14]。
4)延缓或杜绝再沸器腐蚀泄漏游离水。优化降低脱丁醛塔塔底温度,防止丁醛在过热条件下转化为丁酸[15]从而导致再沸器出现由内而外的穿孔腐蚀。选择适当的换热器管材固溶热处理温度以延缓腐蚀速率,进而延长再沸器使用寿命。可用镍磷镀防腐技术,提高再沸器的抗腐蚀能力。镍磷镀防腐技术属于化学镀技术范畴,镀层的主要成分为胞状组织,非晶态镍磷合金为单向体系,避免了化学成分偏析及错位、晶界等组织缺陷,从而预防腐蚀、晶间腐蚀、点腐蚀[16-17]。
3.2 丁醛副反应产物原因分析与对策
3.2.1 丁醛副反应
丙烯氢甲酰化装置所需原料丙烯在上游装置会经过碱液的洗涤,以除去丙烯中的硫醇、酸性物质等杂质[18-19],如丙烷脱氢催化剂的载体就需采用碱洗。
当上下游所设置的聚结分离器去除丙烯中NaOH等操作不当时,会造成丙烯夹带着碱液、碱渣等进入氢甲酰化系统,进而造成丁醛(正丁醛或异丁醛)之间在碱性物质的局部催化下,发生多次羟醛缩合反应[20],生成聚合物,也可以脱水生成烯醛[21]。
若经过脱丁醛塔的进一步加热则会生产丁醛高聚物,该物质属于丁醛产品中的副产物,会影响丁醛产品质量。
3.2.2 应对措施
减少丁醛副反应,主要通过加强与上游装置的沟通,确保上游精心严禁操作,防止碱液、碱渣带至下游;按照操作规程操作聚结器系统,以去除丙烯中的碱液、水、碱渣、黄油等[19],以防被带入丙烯氢甲酰化反应系统,进而被夹带至弛放气回收系统。优化脱丁醛塔的塔底温度,使其由170 ℃优化至142 ℃。
3.3 其他异常情况及对策
丙烯丙烷分离塔塔底液位控制难度大的问题,主要原因是塔底再沸器供热热源的波动相对较大造成,需改善热源供热稳定性。优化丙烷丙烯分离塔的侧线采出量、回流比、塔压、进料温度、塔内温度等参数,实现能耗最低化。
丙烯泵/丙烷泵是丁辛醇装置弛放气回收系统的重要设备。某石化企业的丙烷泵选用单端面接触式机械密封作为轴端密封,然而密封使用寿命短,常出现泄漏量大、断面磨损严重、介质突然喷漏等问题,造成检修频率高,影响该泵的连续稳定运行。最终设计了合适的上游泵送机械密封,弥补了原有的缺陷,实现了工艺安全环保,设备的长期稳定运转[22]。泵体若选型不当,极易造成抽空、汽蚀及振动引发的过流部件磨损和轴承损坏等,可见选择合适的机械密封至关重要。屏蔽泵的使用是一种环保趋势,可大大减少VOCs的排放量。屏蔽泵后泵腔是连接后密封环间隙、平衡孔和冷却循环回路的叶轮后盖板外侧腔体,使屏蔽泵内部流场形成循环。该泵是一种无泄漏的离心式静密封泵,具有体积小、质量轻、可靠性高等优点[23]。
换热器、塔器等封头等受高速流体冲刷力较大或化学腐蚀严重的区域要根据生产经验的减薄率,定期巡检腐蚀情况及测厚工作,当不达标时要及时处理这些区域的隐患[24]。国内A公司烯烃装置丙烯单元液化丙烯泵P-101A出口管线泄漏着火,直接原因是液化丙烯泵P-101A出口管线由于纵向裂纹撕裂导致丙烯泄漏,经省级特检院检测,裂纹最深处距离外表面仅0.40 mm,液化丙烯在快速泄漏状态下摩擦产生静电而引发火灾。
氨制冷方面的情况。从应用稳定性考虑,氨冰机以电机驱动较好,操作也简单;若是有符合要求的蒸汽,从经济角度考虑,汽轮机驱动较好,可以节能。在蒸汽驱动的氨冰机方面,尹俊杰等[25]进行了离心式氨冰机的节能优化研究,中压蒸汽驱动汽轮机做功后进入凝汽器经循环水冷凝;气氨经过氨冰机三级压缩和段间换热后压力和温度升高,需经过循环水冷却器冷却至50 ℃。在该氨冰机系统中,氨冷凝器和蒸汽凝汽器是循环水用量最大的设备。这两路循环水可串联亦可并联,循环水入口温度33 ℃时,氨冰机循环水并联是合理的,而压缩机出口压力不低于1.7 MPa;循环水入口温度不高于30 ℃时,氨冰机出口压力可降至1.4 MPa,此时该循环水系统串联较合理,可实现节能。
做好氨冰机的密封油系统跑油故障的预防工作,定期检查机封及机封辅助密封件的磨损情况、污油捕集器浮球回油针空或出口油路与机组相关油路是否出现堵塞,堵塞问题可以通过在线处理[26]。
预防氨冷器泄漏。引起氨冷器泄漏的原因有胀接工艺不过关、腐蚀等。对于胀接不达标的问题,应采取补焊措施:补焊时保证焊条温度,控制电流在合适的范围内;对泄漏部位进行力度敲击,补焊前释放部分应力;补焊前对焊接部位进行打磨、烘干,以避免形成夹渣和微气孔等缺陷[27]。对于腐蚀问题,若是由循环水的pH值偏低造成的,可按要求调高循环水pH值,采取在管箱内表面和管板表面处涂抹环氧树脂涂料等短期应急措施,以避免酸性物质和微生物造成腐蚀[27]。此外,酸性气体、水与氨冷器焊接的脆弱处易形成电化学腐蚀,一旦形成穿孔,CO2等酸性气体进入氨气系统发生如下不利反应[28]:

由于铵盐不能蒸发,随着铵盐在系统内的不断增加,会覆盖在换热列管上,造成换热面积减少,影响氨冷器换热效果。此外,还会造成液位计失真,堵塞导淋管线,附着在压缩机过滤器上引起压缩机高振动跳车等。采取措施有在氨冷器设备制造时采用不锈钢材质,严控制作质量,制作时对焊接过程做好控制,避免焊接气孔、不实等缺陷[28-29]。
做好装置的火灾隐患预防、设备风险隐患管理、设备寿命管理工作。对于火灾隐患预防工作,可以采取拆卸处理、隔离遮盖、清理现场、清洗置换、检查确认、安全测爆、规范作业、熄火清场、设置防火装置、强化安全培训等措施;设备风险隐患管理方面,可以从设备数量、设备年限、介质危险性、压力设备使用年限、人员密集度等方面进行定量评价和分级,其中涉及原料或产品的不安全状态、生产过程的不安全因素、人的不安全行为等;对于设备寿命,应以物联网思维融合工艺、天气、人为等不完美影响对设备退化量进行考量,加之对设备的可靠性数据库信息监测与分析,确定最优检测间隔和预防性维护周期,以达到降低设备维护费用、延长设备寿命的目的[30-35]。
此外,氨冷弛放气回收工艺装置中使用的制冷剂氨也存在一定的危害。氨泄漏可造成中毒,氨对皮肤黏膜有刺激及腐蚀作用,高浓度可引起严重后果甚至导致人员的死亡。因此,氨制冷装置有工作人员活动的区域,需要安装氨气浓度检测报警设备,当环境中的氨气体积分数达到100×10-6时,即发出声光报警信号,并使氨气浓度检测报警系统与事故排放装置相联系,使其自动开启[36]。
4 结语
在环保和安全要求日趋严峻的情况下,丁辛醇装置弛放气回收系统是实施清洁生产的一项重要举措。经归纳总结有关工艺、设备、安全等方面的故障风险与对策成果,经过多年的工业化验证,取得良好的安全环保效果,实现了装置的稳定运行。但是该弛放气回收系统为涉氨装置,应加强对涉氨工艺及设备的安全管理力度,进一步了解氨腐蚀机理、氨腐蚀原因与危害分析,研究涉氨装置危害防治应对措施,提高管理执行能力,确保装置在安全运行基础上发挥最大效能。同时,也期望开发更加安全环保的制冷剂替代具有危险性的氨介质。
