冷连轧拉矫机破鳞效果研究
2022-04-26陈壮
陈壮
(马鞍山钢铁股份有限公司冷轧总厂,安徽马鞍山 243000)
前言
随着客户对产品质量的要求越来越高,在轧制前将酸洗后带钢表面的氧化铁皮完全去除越来越重要。拉矫机广泛应用于冷轧生产线,拉矫机位于酸洗槽前,用于改善带钢的板形,并通过拉伸和弯曲来破碎带钢表面的氧化铁皮,从而易于酸洗的进行。通过研究冷连轧拉矫机工艺参数对破鳞效果的影响,分析了拉矫机工艺参数改变后的破鳞效果。
1 拉矫机结构及破鳞工作原理
拉矫机为无驱动盒式,每个工作辊为刚性支撑,拉矫机为三辊式装置,由两个延伸单元(四个工作辊)和一个抗弯单元组成。拉矫机由机架和上下辊盒组成。上辊盒通过气缸夹持在上机架上,下辊盒通过齿轮电机带动丝杠机构升降。
拉矫机的工作原理是利用铁基体与氧化铁皮覆层材料性能的巨大差异,采用机械方法反复弯曲,基体材料受力后产生一定的塑性变形,表面氧化铁皮则由于不具有塑性且破坏强度较低,同时与铁基体附着力差,这样当氧化铁皮不能适应金属形状变化而引起的内应力大于其破坏强度时,便要破裂[1]。
所以当带钢通过拉矫机的弯曲辊时,带钢两个表面变形情况不同,一个表面受到张力拉伸,氧化铁皮受拉产生裂纹,而与弯曲辊相接触的另一面受到压缩力的作用,氧化铁皮会被挤碎成网状,有的不再附着于基体上,直至脱落[2]。
延伸率是拉矫机在生产过程中控制带钢力学性能的唯一形变指标,不同钢种、不同规格的带钢,其拉矫机使用的延伸系数不同,因此在拉矫机工作过程中必须合理设定延伸率,使带钢有适当的变形,才能得到较好的板形[3]。
拉伸变形降低了氧化铁皮的致密程度,使得氧化铁皮产生裂纹而容易剥落,同时酸液容易进入到氧化铁皮层的裂纹中,提高了酸洗的效果[4]。
2 拉矫机破鳞效果研究
为了提高拉矫机的破鳞效果,对机组的原拉矫工艺参数进行了优化,通过对比拉矫机参数优化前后,单位面积质量对比、氧化铁皮厚度对比、带钢表面氧化铁皮破裂程度对比,分析优化前后的破鳞效果。
2.1 单位面积质量对比
通过对比拉矫前后单位面积质量见表1、表2,确定带钢过拉矫机时,氧化铁皮剥落情况,分析拉矫工艺参数优化前后的破鳞效果。
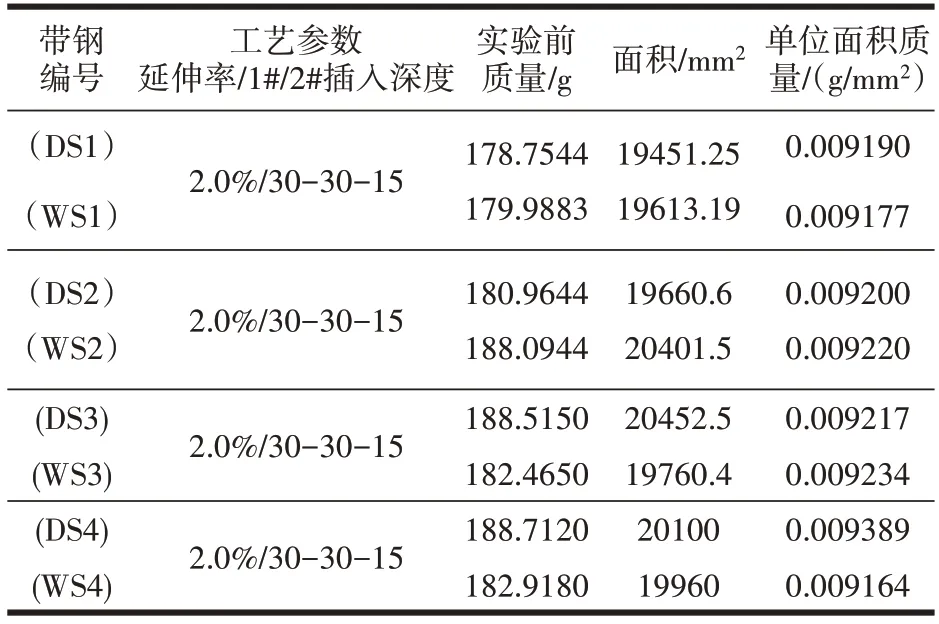
表1 拉矫工艺参数优化前单位面积质量
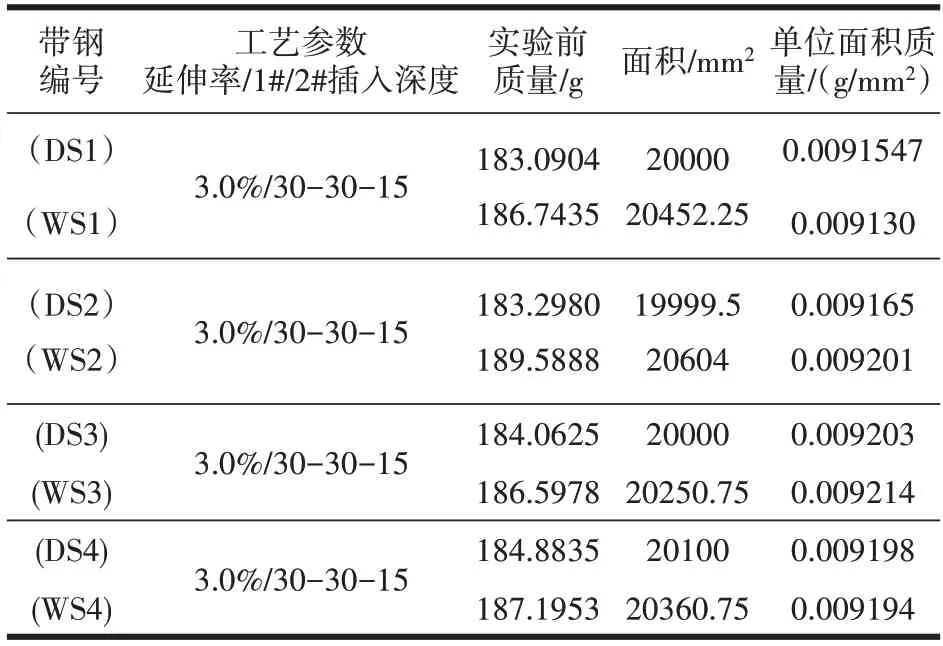
表2 拉矫工艺参数优化后单位面积质量
板材在工艺参数优化前后完成酸洗前,计算出单位面积质量进行比较。面积:S=(上底+下底)÷2×高(mm2)
单位面积质量为带钢基体与氧化铁皮质量和,单位面积质量越小,则氧化铁皮质量越小,破鳞效果越好。图1 中可知参数优化后单位面积质量较小,说明参数优化后,延伸率增加后,带钢破鳞效果变好。

图1 单位面积质量比对比图
2.2 带钢表面氧化铁皮厚度对比
通过对比在带钢在拉矫前、拉矫后带钢试样氧化铁皮的厚度,分别见图2~图5。分析拉矫机工艺参数对破鳞效果的影响。

图2 拉矫工艺优化前驱动侧氧化铁皮厚度
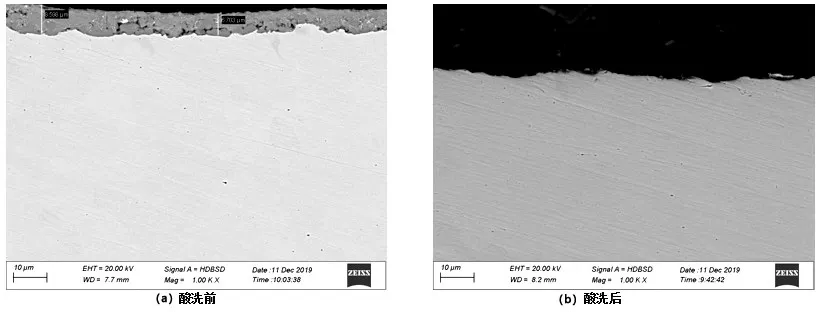
图3 拉矫工艺优化前工作侧氧化铁皮厚度

图4 拉矫工艺优化后驱动侧氧化铁皮厚度
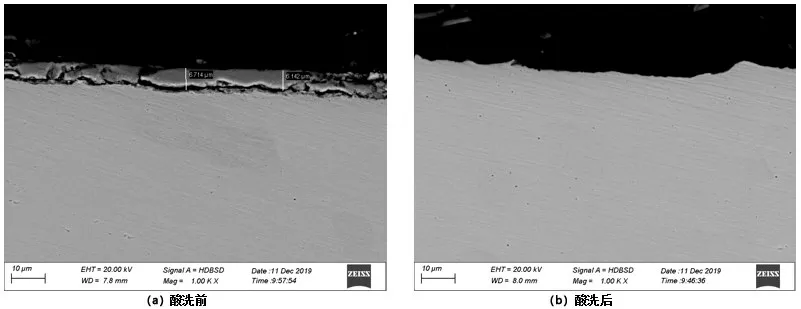
图5 拉矫工艺优化后工作侧氧化铁皮厚度
根据图6 所示,拉矫工艺参数优化后氧化铁皮厚度小于拉矫工艺参数优化前,说明拉矫工艺参数优化后,延伸率增加后,带钢破鳞效果变好。

图6 氧化铁皮厚度对比图
2.3 带钢表面破裂程度对比
通过对比各工艺参数下拉矫前后带钢表面氧化铁皮厚度,分析工艺参数对拉矫机破鳞效果的影响。带钢经过拉矫之后,氧化铁皮只有部分脱落,而未脱落的氧化铁皮在拉矫机的张力作用下会产生裂纹的扩展而断裂。利用光学显微镜分别观察带钢拉矫工艺参数优化前后带钢试样的表面情况,所得结果如图7、图8所示。

图7 延伸率为2%时氧化铁皮破裂图

图8 延伸率为3%时氧化铁皮破裂图
通过对图7 和图8 氧化铁皮单位面积内,裂纹数量进行统计,见表3。
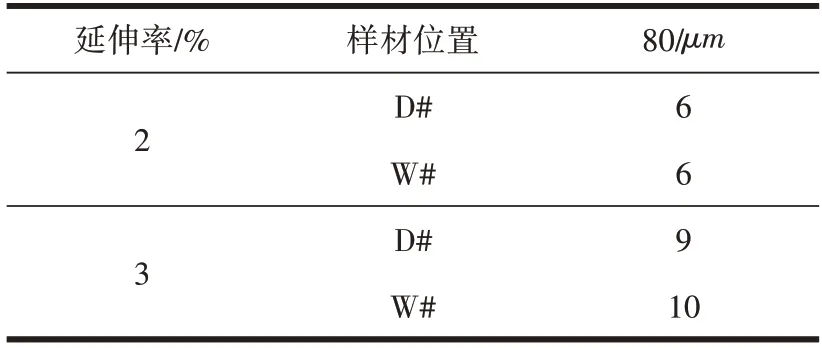
表3 参数优化前后氧化铁皮破裂情况对比
破鳞拉矫机的主要作用是使得小部分带钢表面氧化铁皮剥落,并使带钢表面氧化铁皮产生裂纹和使原有裂纹扩展,原氧化铁皮层产生断裂,变得疏松,从而使得酸液更加容易进入氧化铁皮层,加快酸洗速度。如图9中,可以看出,延伸率优化后的裂纹数量比优化前裂纹数量有明显增加,说明拉矫工艺参数优化后,破鳞效果较好。
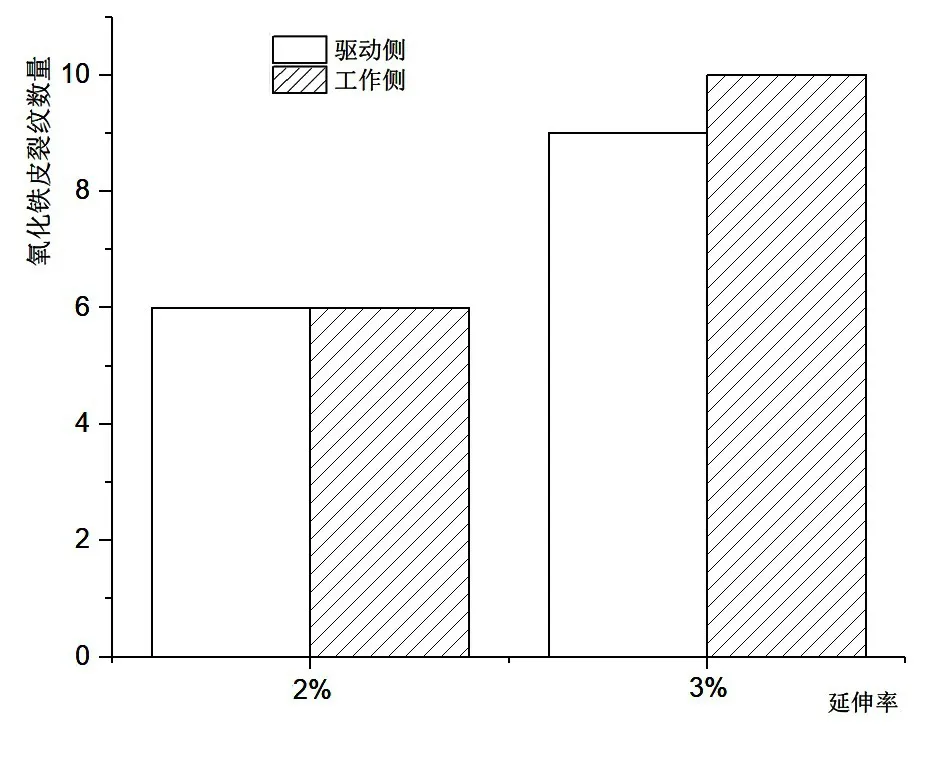
图9 氧化铁皮裂纹数量对比图
3 结束语
通过本文可以知道,拉矫机在冷连轧机组有着举足轻重的地位,是机组必不可少的设备之一,通过测试带钢拉矫后板材单位面积质量、氧化铁皮厚度、氧化铁皮裂纹数量,可以得出拉矫机能有效地将热卷氧化铁皮进行剥离,且能使大块的氧化铁皮破裂,为后续酸洗提供了便利的条件,延伸率对拉矫机的破鳞效果有着非常重要的作用,拉矫工艺参数优化,延伸率增加,带钢的破鳞效果明显更好。因此为了保证氧化铁皮的完全剥离,不断提高产品质量,可以从提高拉矫机延伸率进行考虑。