厚度大于2.0 mm的双相钢DP600窄搭接焊工艺探讨
2022-04-26李登鹏
李登鹏,董 标
(马鞍山钢铁股份有限公司冷轧总厂,安徽马鞍山 243000)
前言
为了满足汽车行业轻量化的发展需求,双相(DP)钢是20 世纪70 年代发展最快的一类新钢种,也是开发较早的汽车先进高强钢,因其制造工艺和方法较为容易,产品系列较为齐全,在汽车加强件、防撞件及结构件等方面得到了广泛的应用[1-2]。在钢铁行业中,连退线、精整线、镀锌线等在连续生产条件下,需要完成DP钢对DP钢的焊接以及DP钢对其他不同钢种的焊接。然而,国内外对于DP 钢种的焊接研究主要集中在薄规格及常规厚度(0.3~1.5 mm)的同种或异种钢焊接[3-5],对于DP 钢超厚规格2.0 mm 以上的同种或异种钢焊接问题和工艺上的研究却鲜有报道。
双相钢DP 由于其复杂的合金元素、较大的刚度使其较难形成熔合良好的窄搭接电阻焊接头,进而影响其接头性能[6]。实际生产过程中,DP 钢与其它钢种的窄搭接焊难以形成稳定的焊缝质量,特别是厚度2.0 mm 以上规格的DP 钢,容易形成孔洞、焊渣、虚焊等缺陷,造成炉内焊缝断带,生产线停机,给生产单位造成巨大的经济损失。为此通过汽车用先进高强钢DP600 厚度2.5 mm 与普通碳钢DX51D厚度2.5 mm 的焊缝断带进行分析,通过宏观观察、金相显微镜、SEM 对焊缝断带的裂纹形貌、组织进行分析,确认焊缝断带的原因。进一步分析窄搭接焊接工艺参数对DP600 焊缝性能的影响,得到两种钢种焊接的最佳工艺参数。
1 试验材料及方法
1.1 试验材料
试验材料选取汽车用双向钢DP600 厚度2.5 mm,普通碳钢DX51D 厚度2.5 mm 钢卷。其规格、成分如表1和表2所列。

表1 材料尺寸及规格
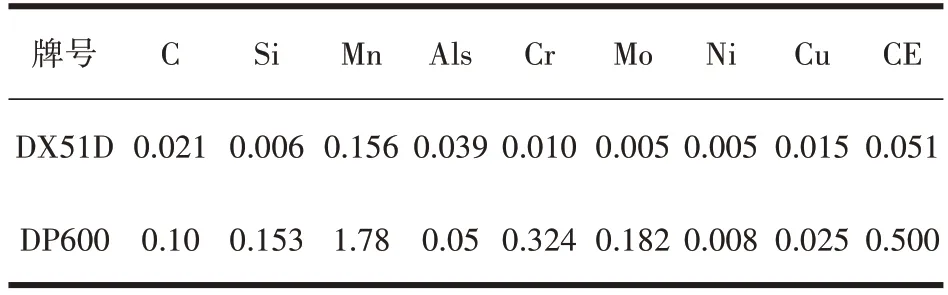
表2 材料成分 %
1.2 试验方法
采用日本TEMIC 全自动窄搭接焊机进行焊接,利用杯突试验机和折弯试验机对焊缝质量进行判定。取焊缝断裂样本通过宏观观察,金相显微镜、SEM 对断带焊缝进行失效分析。通过焊接试验方法,分析窄搭接焊工艺参数对DP600 焊接接头性能的影响。
2 焊缝断带的工艺参数及焊缝质量分析
2.1 焊缝断带的工艺参数
生产DP600 钢厚度2.5 mm 时,与前卷普通碳钢DX51D厚度2.5 mm 进行窄搭接焊,焊缝两侧月牙杯突试验合格后放行。在焊缝运行到退火炉缓冷段时发生焊缝断带,断带试样如图1 所示。其工艺参数见表3。
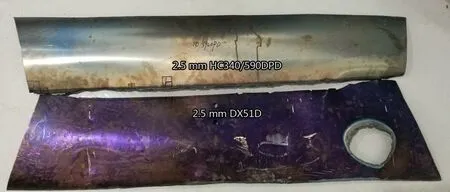
图1 焊缝断带试样

表3 DP600钢与DX51D焊接工艺表
在此工艺参数条件下,焊接平均温度在1140 ℃,操作侧和传动侧温度波动无明显异常,中部温度波动较大,整体在正常控制范围之内。
2.2 裂纹及开裂形貌
图2为断带焊缝整体形貌,可以看出,焊缝两个边部(每个边部约100~200 mm),裂纹开裂沿DX51D 侧母材扩展,且开裂处具有较大塑性变形;中部(约750 mm)大部分焊缝呈剥离状撕裂,断口无明显塑性变形,有间断撕裂点,如图3 所示。图4 为焊缝操作侧边部局部放大图,可以看出,距带钢边部约5 mm处为焊接熔合点起始位置,即带钢操作侧边部存在约5 mm 未熔合区域。钢带在炉内运行过程中,这5 mm 区域会造成焊缝应力集中,成为焊缝开裂的起始点。由此可见,此次2.5 mm DP600 焊缝断带以操作侧为撕裂起始点沿着整个焊缝开裂,边部有大的塑性变形,而中部未熔合区域较多,在炉内高温和张力作用下,造成断带。

图2 断带焊缝整体形貌

图3 断带焊缝中部放大图

图4 断带焊缝边部放大图
2.3 接头金相横截面观察
为进一步对不同位置焊接接头横截面进行观察,分别对断带焊缝中部和边部取样,在显微镜下观察截面形貌,如图5、图6所示。可以看出,对于带钢中部区域,熔合面积较小,断裂沿DX51D 与DP600 搭接界面撕开且无明显塑性变形;对于带钢边部区域,DX51D 与DP600 熔合较好未分离,断裂发生于焊缝附近DX51D 母材处,焊接效果明显好于中部。结果显示整条焊缝大部分区域沿材料的搭接界面撕裂。从焊缝失效后的横截面来看,搭接面撕裂位置熔合相对较差。
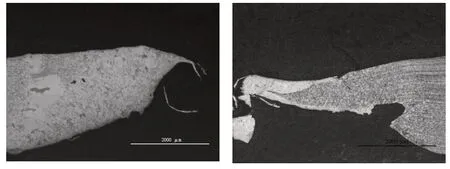
图5 断带焊缝中部截面
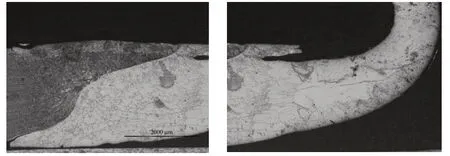
图6 断带焊缝边部截面
2.4 焊缝表面电镜扫描
图7 为断带焊缝边缘未熔合区域端面及表面SEM 形貌,可以看出,未熔合区域端面厚度未明显减薄仍保留原始剪切端面。观察其截面组织,只有DP600,上下表面未发现DX51D。可见,操作侧搭接面在焊轮碾压电极放电作用下,有未完全融合区域,只有物理性的绞合连接,没有金属键原子间的结合。
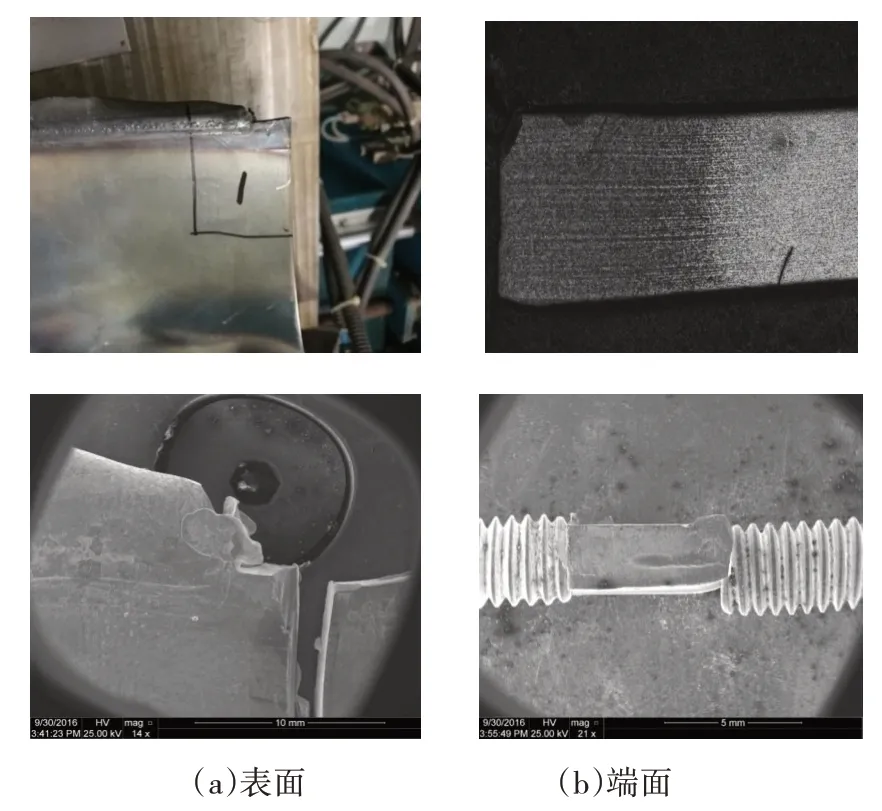
图7 断带焊缝边缘处断面形貌
3 原因分析及讨论
3.1 焊接工艺参数控制
根据焊缝断带的焊接温度曲线波动及焊缝质量分析,可以看到,在原焊接工艺参数条件下,整条焊缝没有完全实现均匀、连续的良好熔核,部分没有完全熔合,导致焊缝虚焊。可见,厚规格2.5 mm DP600的窄搭接焊工艺参数需进一步优化。
窄搭接焊过程是将两块材料(带钢)搭接在一起,通过适当的电流,焊轮的碾压,在材料自身的电阻、材料间及材料与电极间接触部分的集中电阻上产生热量,最终熔化而焊接起来,是一种快速加热,快速冷却的热循环过程。双相钢DP600 因合金元素Si、Mn 等含量高,其可焊性指标CE(碳当量)为0.500,我们知道碳当量越小,可焊性越好;反之,碳当量越大,可焊性就越差。当碳当量值超过0.4 时,冷裂纹敏感性增加,对焊接工艺参数比较苛刻。通过下列几组工艺参数,采用窄搭接焊机,对钢种DP600 厚度2.5 mm、DX51D 厚度2.5 mm 进行焊接试验。焊机根据焊接有效长度自带焊缝温度曲线,焊接完成后,焊接温度曲线要求平稳且在温度要求范围以内;焊缝剪切下来的长条作为试验样本,利用杯突试验机均匀取焊缝5个点做杯突试验,5个杯突试验点全部合格,说明焊缝质量合格,只要有一个杯突试验点不合格,说明焊缝质量不合格。根据杯突试验结果和焊缝的表面形貌得到最佳焊接工艺参数,并研究工艺参数对焊缝质量的影响。焊接工艺参数如表4所列。

表4 DP600厚度2.5 mm与DX51D厚度2.5 mm焊接工艺表
由表4可以看到,1号试样为焊缝断带原工艺参数,其操作侧和中部杯突试验不合格,如图8 所示。操作侧杯突沿着焊缝裂开,没有出现纵向撕裂,仔细观察撕裂区,发现母材搭接量处完全各自分开,没有实现有效熔合,并且焊缝出现大量焊渣。对比1、2、3 号试样,当焊轮压力设定为19.5 kN 时,调节不同焊接电流,焊接温度曲线良好,但是杯凸试验不合格,杯凸裂纹沿着焊缝扩展,搭接区母材相互撕开,表明焊缝没有完全焊透;当增加焊轮压力设定为22 kN 时,电流由17.8 kA 逐步增加到19.0 kA时,杯凸试验都合格,其焊接平均温度由978℃提高到1100℃,焊缝表面质量良好,有少量的氧化铁皮。当电流增加到19.5 kA 时,焊缝火花出现“炸火”现象,焊缝表面质量出现焊渣,压坑,同时焊轮表面也出现焊渣及腐蚀坑。如图9 所示。对比3、6 号试样,可以看到,当增加焊轮压力,焊缝表面质量明显好转,同时对抑制熔核飞溅有明显改善。这是因为压力增加,焊轮与母材面积增加,焊接回路电阻减小,焊缝单位面积内热输入量降低,可减少熔核区域溶液飞溅。通过试验,可以看到,当焊接电流为19.0 kA,焊轮移动速度为5.8 m/min,电极压力为22 kN,操作侧搭接量为1.7 mm,传动侧搭接量为2.6 mm 时,焊接工艺参数最佳。
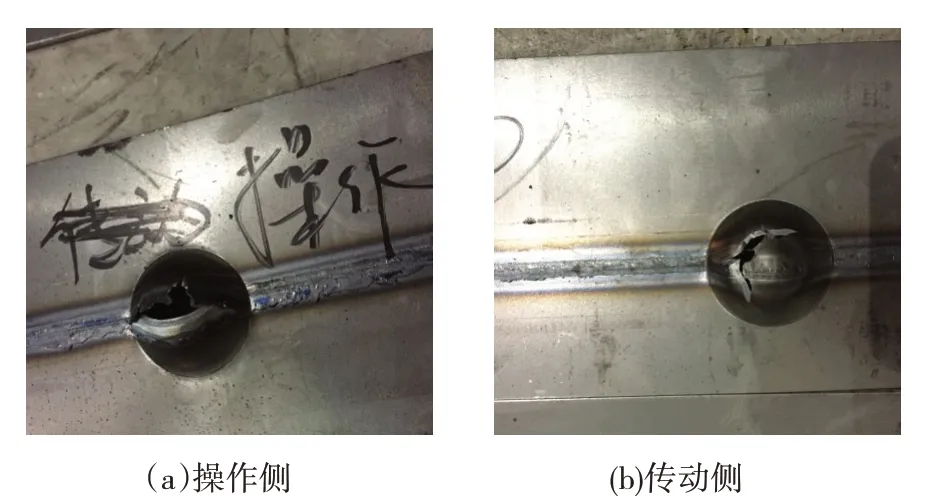
图8 1号试样操作侧与传动侧杯凸
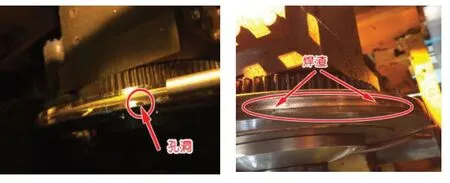
图9 焊轮表面腐蚀孔洞及焊渣
3.2 焊轮的影响
窄搭接焊焊轮在焊接时,充当焊接电极、电阻、提供焊接压力,对焊缝质量有着至关重要的作用。对于厚规格DP600 的焊接,由于复杂的合金元素和高的强度,不利于焊缝组织均匀性,同时焊接工艺参数有效调整范围较普通碳钢要小,这意味着焊接工艺参数的少量调整,就对焊缝质量有着明显的影响,这样的特点也对焊轮的表面质量也有着较高的要求。
焊轮是窄搭接焊最易消耗的部件,焊轮表面的圆度、焊渣、孔洞等对焊缝表面质量有着明显的影响。对于DP600 厚度2.0 mm 以上的窄搭接焊,对焊轮的要求如下。
(1)焊轮在线修磨要修成略带圆弧的顶面,以使钢带在焊点处相互紧密接触,使电流集中在此处,以此为中心形成熔核,从而使焊缝连续、均匀。
(2)必须保证焊轮圆周光滑圆顺,没有凸点和凹点,这样才能保证焊接时,随着焊轮的转动,所有点均能均匀接触钢带,不会造成只有局部接触,使电流集中于某一点,烧伤钢带或焊轮。
4 结论
(1)DP600 厚度2.5 mm 与DX51D 厚度2.5 mm的焊缝断带进行金相、SEM 分析,操作侧为裂纹源,边部有大的塑性变形,而中部未熔合区域较多,整条焊缝熔核不均匀、连续,在炉内高温和张力作用下,造成断带。
(2)通过对DP600 厚度2.5 mm 的窄搭接焊接试验,工艺参数进行摸索,当焊接电流为19.0 kA,焊轮移动速度为5.8 m/min,电极压力为22 kN,操作侧搭接量为1.7 mm,传动侧搭接量为2.6 mm 时,焊接工艺参数最佳,焊缝质量良好。
(3)对于DP600 厚度2.5 mm 的窄搭接焊接,适当增加焊轮压力,焊缝表面质量明显好转,同时对抑制熔核飞溅有明显改善。