价值流分析在连接器装配中的精益改善应用
2022-04-07梅清晨贾禄冰
王 玺 梅清晨② 贾禄冰
(①清华大学天津高端装备研究院洛阳先进制造产业研发基地,河南 洛阳 471003;②河南工程学院,河南 郑州 451191)
连接器等电气元件装配作为典型的手工装配作业,以往研究主要集中在对人动作过程的优化改善[1-2],缺少综合应用多种改善工具方法的全面性改善。
价值流图析(VSM)是丰田精益制造生产系统下的一种描述物料流和信息流的形象化工具,通过绘制价值流图,分析生产过程中的物料流和信息流,使整个过程中的增值和不增值部分显示出来。然后通过运用精益生产相关理论方法,改善生产流程,消除浪费,使产品持续均衡的流动,从而实现降低在制品、缩短生产周期等目标[3-4]。A 公司主要装配生产军用电连接器产品,属于典型的多品种(日均生产订单300 个)、小批量(平均每个订单15 件产品)生产。随着市场竞争的不断加剧,产品制造成本持续上涨,客户需求越来越多样化,要求的交付周期越来越短,插单频繁,这一切都迫使企业进行精益化改善,以提升市场竞争力。
1 公司生产现状及主要问题
1.1 A 公司现状价值流图
A 公司产品类型多样,本研究选取其A 车间的主流产品A 产品为研究分析对象。其生产流程如下:调度员每天查看ERP 内各订单物料入库齐套情况,将物料已齐套的订单打印出物料配套表并送至仓库。库管员根据配套表完成各订单物料的分拣出库。所有物料出库预加工处理后统一由二次配套区人员进行物料齐套并放置对应班组,各班组至二次齐套区领取其班组物料进行生产装配作业,装配完成且经检验确认无误后由包装人员进行包装并送入成品仓库等待发货。通过调研绘制出的现状价值流图如图1所示。
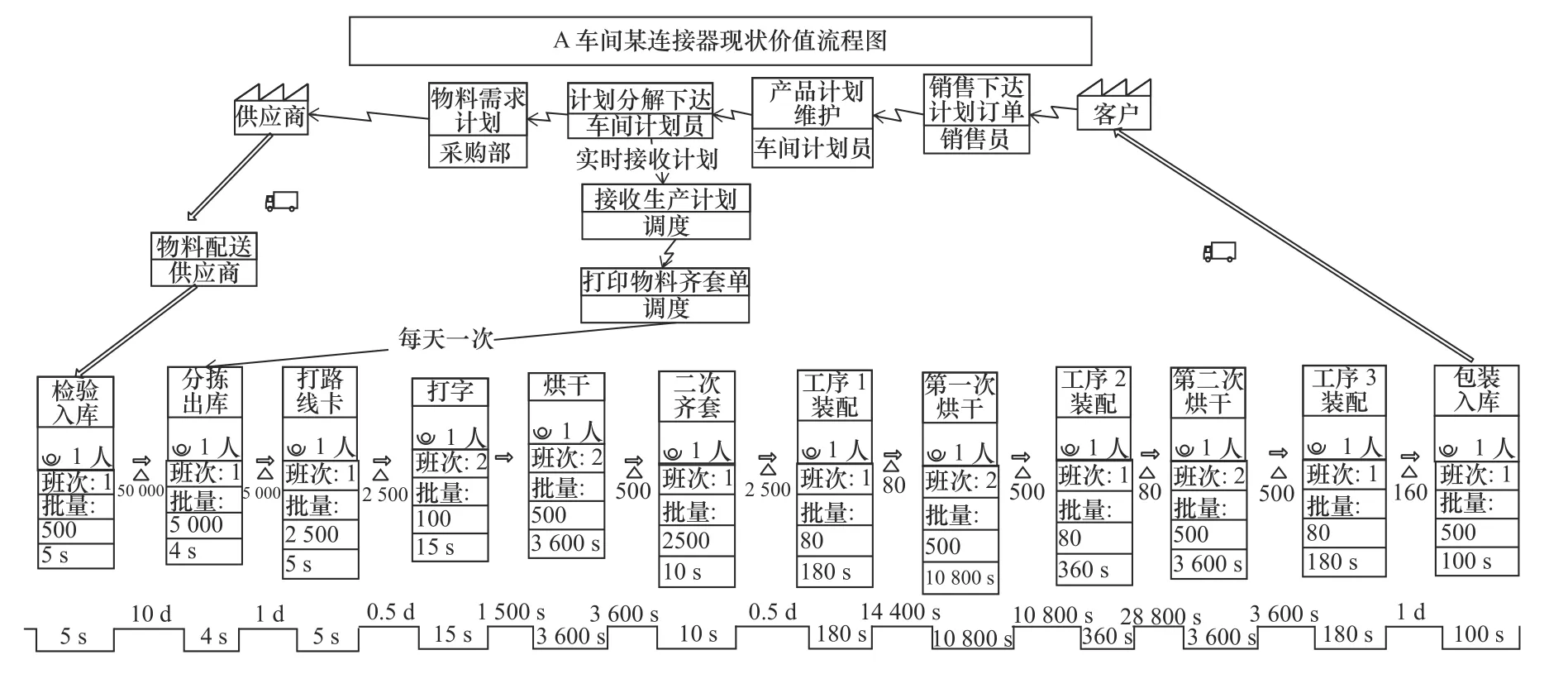
图1 A 车间现状价值流图
1.2 现状价值流图分析
价值流图时间轴上的时间分别代表了生产过程中的增值时间和非增值时间。增值时间(AT):实际有效作业时间即所有工序的加工周期之和。非增值时间(UT):除了加工时间以外的所有时间。增值比则是增值时间占生产周期时间的比例,反映了企业生产增值能力[5-8]。目前生产过程中增值时间为5.24 h,非增值时间为41.42 h,增值比为11.23%,增值比占比较低,说明生产过程中存在较多的库存、搬运和等待等不增值作业,需重点进行挖掘及改进。通过现状价值流图分析,整个过程中主要存在以下问题:
(1)车间布局及物流不合理
车间布局不合理,造成较大物流转运浪费。目前车间布局及物流路线如图2 所示。各物流路线物流频次如下:路线1 物流频次20 次;路线2 物流频次50 次;路线3 物流频次50 次;路线4 物流频次50 次;路线5 物流频次10 次。各物流通道物流频次高、物流距离远且存在迂回交叉、转运批量不固定和转运方式落后(手动叉车或人工搬运为主)等造成了较大人力资源浪费。
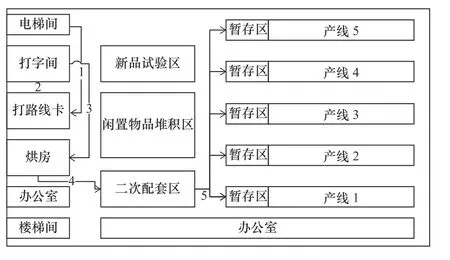
图2 改善前A 车间布局及物流图
二次配套区北边区域堆积了大量闲置物品,占用了车间大量可用面积且影响车间整体美观。
(2)在制品多
整个生产装配作业过程中,存在多处工序断点,不同工序生产作业方式不同,有连续生产,有批量生产,工序间在制品堆积较多且数量不稳定,同时前后工序间物料未实现准时化配送,使生产流程各工序处存在大量在制品,不利于现场管控,且容易发生缺料等待现象,在制品的增加也造成了产品生产周期被拉长。
(3)生产模式适用性差
目前车间生产作业模式属于典型的推动式生产,生产计划仅下发至仓库,且无明确的生产计划顺序队列,后工序根据前工序物料送至时间及顺序进行开工生产。后工序无生产计划排产,无法提前安排生产并调配资源,整个生产处于被动状态。同时因生产过程中信息传递不顺畅,容易发生交期延误现象。
(4)线平衡率低
目前产品装配线主要分为8 个工序,通过现场秒表测时,测出各工序标准工时如表1 所示。
生产线平衡率=(60+42+34.5+36+29+54+51+55)/(60×8)=75.31%。生产线平衡率较低,装配过程中存在较大的等待和不平衡浪费。
(5)标准化作业水平低
不同员工装配时所用作业方法不同,生产节拍不同,生产不稳定、不连续,容易产生在制品堆积且装配质量难以保证。同时班组长等管理人员的工作缺少标准化,工作随意性强,现场班组管理水平较低。
2 改善方案
2.1 布局及物流路径优化
首先根据产品工艺物流路线,运用SLP 方法及“一个流”思想对车间区域进行重新布局。将打字间和打路线卡间两个区域位置进行对调,缩短物流距离且消除物流路线的迂回交叉。将二次配套区和闲置物品堆积区位置进行调整,以缩短物流距离。同时对闲置物品堆积区进行5S 整理和整顿,清除不必要物品并对剩余物品进行定制及目视化整理,闲置物品堆积区占地面积缩小45%。同时将各产线线端的物料暂存区取消,物料由二次配套区人员按照各产线的生产计划准时配送。改善后车间布局如图3 所示。
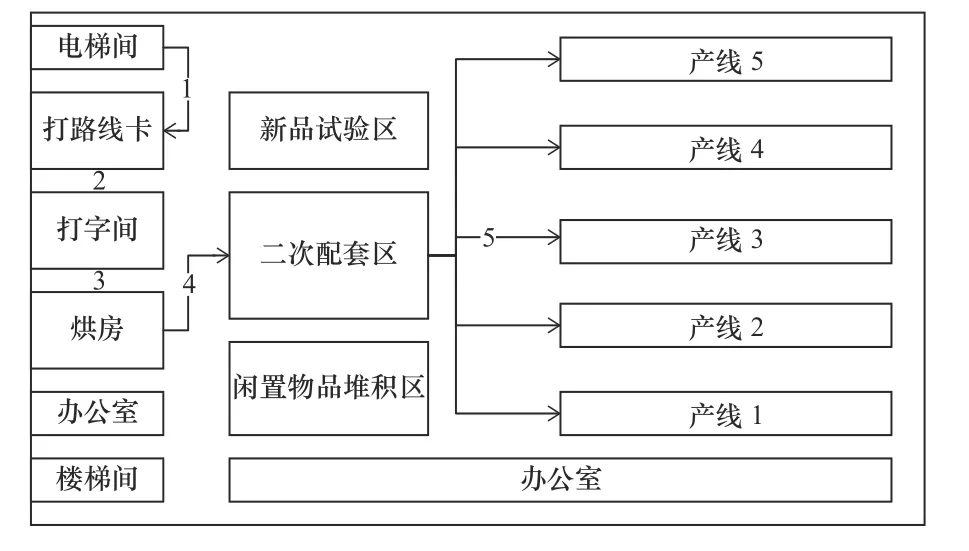
图3 改善后A 车间布局及物流图
2.2 在制品及准时化配送改善
根据精益连续流生产及准时化配送的要求重新设计各区域在制品数量范围。根据生产节拍及线边在制量设计各工序间准时化配送规则及配送批量,实现物料小批量连续配送以降低现场在制品。
烘干机每0.5 h 开一次烘箱门,每次开门后取出20 批已烘干物料,然后再放入20 批物料,因此打字间设计为每0.5 h 送一次物料(20 批)至烘箱间。同时为保证生产连续性,打字间需设置可存储40 批(2 次配送量)已打字产品的在制品缓存区。打字工序线边可最大缓存2 托盘物料(80 批左右),因此打字物料区设置缓存为80 批物料。
为保证烘箱作业不断流等待,在烘箱间设置可缓存20 批物料的缓存区,每0.5 h 由打字间送20批已打好字待烘干物料至烘箱缓存区。烘干机内取出的20 批次产品统一放置在1 个4 层推车中,由烘房作业人员第一时间送至二次齐套区,烘房区域内不在设置烘干在制品缓存区。
目前装配线节拍为1 min/件,产线工位1 处可缓存4 托盘物料(即4 批次物料,大约60 件),因此设计为配送人员每60 min 给每条产线配送一次物料(每次配送4 批次物料)。同时在各产线工位1 处设置简易安灯开关,当该工位剩余物料数小于等于10 件时,工位1 员工按下安灯按钮,配送员需在3 min 内响应,并在8 min 内完成该产线下一次物料配送。
经优化设计后,各区域在制品控制及配送模式如表2 所示。各区域按要求控制其线边来料及在制品量,同时按规定的配送频次及配送量进行物料配送。
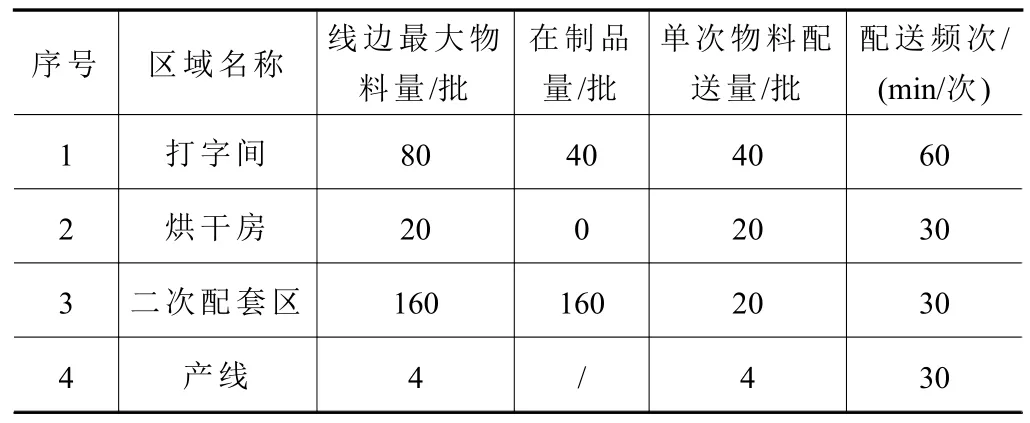
表2 各区域配送规则
2.3 生产模式优化设计
生产模式由推动式生产改为计划拉动生产。以交货期为起点从后工序至前工序进行拉动式生产计划分解,各前工序以保证后工序准时化生产为原则,同时控制工序间在制品量。
首先根据订单交货日期及各系列产品生产周期分解出主生产计划,其次根据各班组产线类型分解出各班组生产计划,由班组计划结合打字生产周期及生产提前期生成物料打字计划,最后由物料打字计划生成物料分拣出库计划。物流配送人员根据各工序间准时化配送规则进行物料配送。
2.4 线平衡优化改善
目前线平衡率为75.31%,线平衡率较低。根据各工序标准工时,线平衡改善首先集中在瓶颈工序下壳体工序的改善,其次为灌封检查工序、分取针孔件工序及封线体粘接工序等工时较高工序(有可能成为新的瓶颈)。通过ECRS 分析法对以上各工序进行分析改善,以提升产线线平衡,具体分析改善如表3 所示。
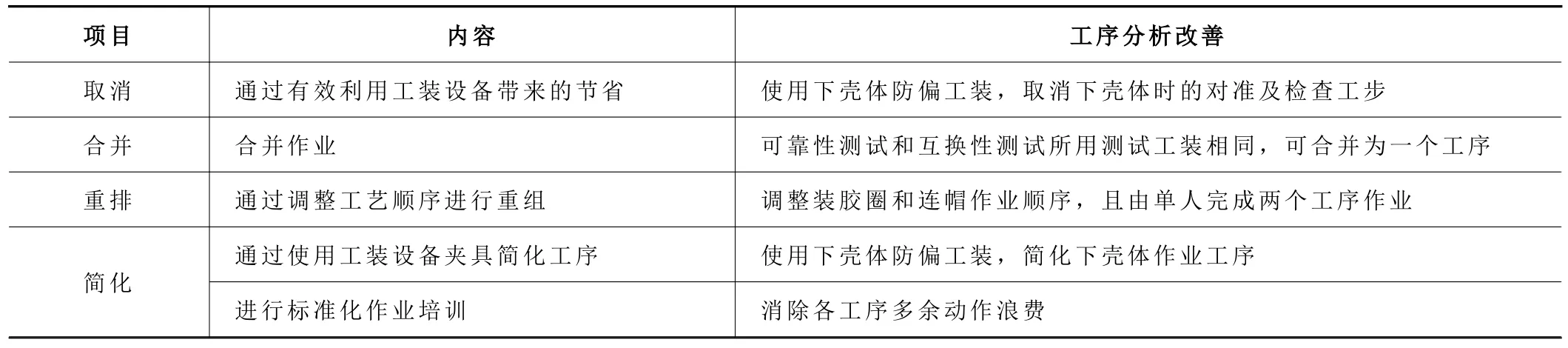
表3 工序检查分析表
改善后各工序如下:下壳体工序设计防偏工装,取消每次需对准及检查工步,简化作业程序,降低工序作业时间;将装胶圈和装连帽工序合并为一个工序,由2 名员工并行作业(即每名员工既装胶圈又装连帽);可靠性测试和互换性测试合并为一个工序,由一名员工作业;灌封及检查工序进行重排分为灌封工序和检查工序;各工序推行标准化作业生产,消除多余浪费。改善后产线各工序工时及人员配置如表4 所示。

表4 改善后各工序标准工时
改善后线平衡率为93%,单班作业人数11 人(含班长)。车间管理人员可根据该人员配置表及班组员工技能水平进行产线定人定岗安排并组织生产,同时进行持续精益优化改善。
2.5 标准作业优化改善
车间标准化水平低主要体现在两个方面,一是员工(尤其是班组长)工作流程没有标准化,二是员工装配作业方法没有标准化。
针对问题一,采用现场工作写实法记录其每天工作流程、工作要点、主要工作事项、工作频次、考核标准等,然后组织车间主管、工艺、质量、计划和6S 等相关管理人员对其工作事项流程进行梳理优化,制定出一日工作标准流程表。员工按照其一日工作流程表开展工作,该标准化的应用极大地提升了各类员工日有效工作时间,同时可防止工作内容遗漏。
针对问题二,首先挑选出各个工序操作熟练员工,采用影像分析法分别录制各工序熟练员工装配该工序的操作影像资料,然后组织工艺、质量、IE和老员工等观看影像资料并运用动作分析法及ECRS 法逐个动作分解、优化,制定出最佳工步流程及动作顺序,识别各质量控制点并进行质量管控,从而编制出各工序标准作业要领书,实现员工装配作业标准化。标准作业要领书的应用保证了员工作业节拍稳定性和装配质量一致性。
3 改善效果
通过以上改善优化措施的实施,车间物流转运距离缩短17 m,配送准时率提升20%,人均生产效率提升35.02%,车间总人数减少23 人,产品生产周期缩短26.93%,车间在制品降低26.78%,一次合格率提升5%。
4 结语
该项研究以价值流分析为切入点,深入分析企业存在的问题,综合运用工业工程ECRS 分析、线平衡优化改善、影像分析、SLP 车间布局、JIT和标准作业等工具方法,从宏观到微观逐步对车间进行生产过程优化改善设计,该研究成果及改善方法的综合应用可推广应用至其他离散型制造企业的总体优化改善。
