热等静压处理对选区激光熔化成形Inconel 718合金各向组织及力学性能的影响
2022-03-31罗浩李小强潘存良曾克里何鹏江潘超梅李晖云
罗浩,李小强,潘存良,曾克里,何鹏江,潘超梅,李晖云
热等静压处理对选区激光熔化成形Inconel 718合金各向组织及力学性能的影响
罗浩1,2,李小强1,潘存良1,曾克里2,何鹏江2,潘超梅2,李晖云3
(1.华南理工大学 国家金属材料近净成形工程技术研究中心,广州 510640;2.广东省科学院新材料研究所,广州 510650;3.东莞市精研粉体科技有限公司,广东 东莞 523808)
研究热等静压处理对选区激光熔化(SLM)成形不同沉积方向Inconel 718合金试样显微组织和力学性能的影响规律,提升Inconel 718合金的综合力学性能。采用SLM技术制备平行沉积方向和垂直沉积方向的Inconel 718合金试样,并对试样进行热等静压(HIP)处理和热等静压+固溶时效(HIP+HT)处理。利用金相显微镜(OM)、扫描电子显微镜(SEM)、透射电子显微镜(TEM)、X射线衍射仪(XRD)和电子背散射衍射(EBSD),对合金的显微组织、断口形貌、物相组成、晶粒形貌及取向进行分析。对试样进行显微硬度和拉伸强度性能测试,对比分析不同沉积方向SLM、HIP及HIP+HT试样的显微硬度、拉伸强度、屈服强度以及断口延伸率。SLM成形的Inconel 718合金经热等静处理后,平行方向的晶粒形态由柱状晶转变为等轴晶,晶粒尺寸增大,并伴随有孪晶形成。晶界处的Laves相基本溶解,同时有许多MC碳化物在γ基体中析出。不同处理状态下平行方向试样的拉伸强度、屈服强度和硬度值均小于垂直方向。平行和垂直方向SLM成形件的拉伸强度b分别为996.3 MPa和1051.1 MPa,热等静压处理后b分别提高至1151.5 MPa和1167.6 MPa。对比3种处理工艺,垂直方向的HIP+HT试样具有最高的强度和硬度,且整体性能优于锻件技术标准要求。断口分析表明,3种试样的断口均呈韧性断裂。热等静压处理可以消除裂纹和孔隙等缺陷,促进不同方向的显微组织均匀化,从而综合提升SLM工艺制备的Inconel 718合金的力学性能。
选区激光熔化;Inconel 718合金;热等静压;微观组织;力学性能
Inconel 718合金是一种以γ′-Ni3(Al,Ti)和γ″-Ni3Nb为强化相的沉淀强化型镍基高温合金,在700 ℃以下具有良好的高温机械强度、韧性及优异的抗高温氧化和耐腐蚀能力,已被广泛应用于航空航天、核电站、燃气轮机等领域的涡轮盘、燃气轮机叶片、燃烧室、轴等高温部件[1-3]。Inconel 718合金的传统制造方法是采用精密铸造、锻压及后续机加工等工艺,存在材料利用率低、生产效率低、加工成本高以及成形三维复杂结构困难等问题,直接限制了其应用范围[4]。选区激光熔化(Selective Laser Melting,SLM)是目前研究及应用最广泛的一种金属增材制造技术,其工作原理是高能激光束按照数字模型切片规划的路径对金属粉末进行逐层扫描,金属粉末在激光能量作用下熔化-凝固并逐层沉积,从而实现零件的快速制造[5]。该技术相对于传统制造技术,具有设计自由度高、一次成型复杂零件、材料利用率高、产品性能优异等优点,用于制备三维复杂的高温合金零部件具有显著的优势[6]。
国内外研究者对SLM技术制备Inconel 718合金已开展了广泛研究[7-10],发现SLM工艺制备的Inconel 718合金试样的力学性能低于传统锻造或铸造方法,且试样内部经常存在裂纹、孔洞和未熔合等缺陷,这些缺陷在循环载荷作用下,极易诱发疲劳裂纹萌生及扩展,导致疲劳强度降低,直接制约SLM技术在制备高性能Inconel 718合金产品的应用。为了减少材料内部缺陷及实现强度与塑性的平衡,研究人员将热等静压技术应用于激光选区熔化Inconel 718合金的后处理并取得了良好进展[11-12]。Tillmann等人[12]研究发现,热等静压处理可有效消除SLM成形Inconel 718合金的孔隙、裂纹及未熔合等缺陷。但针对某些零部件对力学性能具有方向性的特殊要求,现有研究结果还有待完善补充。因此,为了满足工程化应用需求,仍需针对不同沉积方向的Inconel 718合金SLM制件的力学性能及微观组织,以及热等静压对组织性能的影响规律进行深入研究。本文系统研究了热等静压对选区激光熔化成形Inconel 718合金沿沉积方向和垂直方向的微观组织和力学性能的影响,可为SLM成形Inconel 718合金零件的组织调控和性能优化提供试验参考和理论依据。
1 试验
1.1 材料
试验材料为真空熔炼-惰性气体(氩气)雾化法制备的Inconel 718合金粉末,粉末的化学成分如表1所示。粉末的形貌大部分为球形或者近球形,少部分呈不规则形状或伴有卫星颗粒粉。采用马尔文激光粒度仪测得粉末粒度分布为10=18.5 μm、50=31.7 μm、90=53.2 μm。粉末形貌及粒度分布如图1所示。该粉末具有良好的流动性及粒度分布,满足SLM技术成形要求。
表1 Inconel 718合金粉末的化学成分

Tab.1 Chemical composition of processed Inconel 718 powder wt.%
1.2 试验设计及方法
采用EOS M290激光选区熔化成形设备制备10 mm×10 mm×10 mm的方块用于微观组织分析,制备平行沉积方向(parallel,简称平行方向)和垂直沉积方向(Vertical,简称垂直方向)的10 mm×50 mm圆棒用于拉伸性能测试,实物如图2所示。为了获得具有代表性的微观组织和力学性能,实验采用EOS公司提供的默认SLM成形工艺数据包,具体工艺参数为:采用99.999%的高纯氩气作为保护气体,成形腔中氧体积分数低于0.1%,在45#钢基板进行成形,基板温度设定为100 ℃,激光功率为300 W,扫描速度为1100 mm/s,扫描间距为100 μm,激光的扫描路径为条带式扫描,相邻层间旋转角度为67°,粉末层厚为40 μm。SLM成形得到的试样标记为SLM试样,沉积方向用BD缩写表示。
采用Belgium EPSI HIP-200热等静压设备对SLM成形的Inconel 718合金试样进行热等静压处理,HIP工艺选用经过前期试验优化得到的最佳工艺,具体工艺参数为:在1175 ℃和160 MPa条件下,保温保压2 h后随炉冷却,气体为高纯氩气,得到的试样标记为HIP试样;Inconel 718合金作为一种沉淀硬化型高温合金,在实际生产应用前,通常需要进行固溶时效处理析出γʹ和γʺ强化相,以提高合金的强度等力学性能。因此,为了进一步研究HIP处理对Inconel 718合金的性能影响,本文对HIP试样又进行了热处理,热处理工艺采用Inconel 718合金的标准热处理制度,具体工艺参数为:980 ℃保温1 h,空冷至室温;再在720 ℃保温8 h,以55 ℃/h的速率随炉降温至620 ℃,在620 ℃保温8 h,空冷至室温。得到的试样标记为HIP+HT试样。
1.3 性能测试及表征
采用Leica Dmi5000m光学显微镜(OM)进行金相微观组织观察,腐蚀液为100 mL C2H5OH + 100 mL HCl + 5 g CuCl2混合溶液。用FEI-Nova-NanoSEM 450扫描电子显微镜(SEM)对试样进行微观组织及断口形貌分析,对试样进行EBSD测试以分析晶粒形貌及取向关系。采用Rigaku Smart Lab的X射线衍射仪(XRD)进行物相组成分析,具体测试采用Cu靶,扫描速率为1 (°)/min。采用JEM-2100F透射电子显微镜(TEM)对样品的相组成和显微组织进行观察分析。利用Everone-EM1500L显微硬度测量仪对样品的显微硬度进行测量,每个试样测定5个点,取平均值。利用CRIMS-DNS300电子万能试验机进行室温拉伸性能测试,每组测定3个试样,取平均值。
2 结果与分析
2.1 金相分析
图3为经SLM工艺成形、HIP处理及HIP+HT处理后不同沉积方向Incone 718合金试样的表面形貌。可以看到,不同沉积方向的SLM试样(图3a和图3d所示)内部都残留许多孔隙及裂纹;而经过热等静压处理后,孔隙和裂纹基本消除,如图3b和图3e所示,这表明通过HIP处理可以有效降低SLM制品的孔隙率及消除裂纹。采用阿基米德排水法测量不同状态试样的密度可知,SLM试样的相对密度为98.75%,而HIP试样的相对密度达到99.92%。HIP处理后试样的致密度显著提高,这主要是在HIP处理过程中,高温和高压的作用使得试样内部的气孔被消除,裂纹得到愈合。但同时也可以看到,HIP试样内部仍残留个别孔隙无法消除,这是由于打印过程中惰性保护气困于内部无法排出[11]。将HIP试样继续进行热处理,金相表面仍存在个别孔隙,如图3c和图3f所示,且测得试样的相对密度也没有明显变化。
图4为Inconel 718合金经SLM成形、HIP处理及HIP+HT处理后,不同沉积方向腐蚀后的金相显微组织照片。图4a为平行方向的SLM试样金相组织,可以看到熔池凝固形成的典型鱼鳞状熔池边界形貌[13],相邻熔池搭接良好,经测量熔池的宽度约为100 μm,熔池深度为40 μm。图4d为垂直方向的SLM试样金相组织,可以观察到激光扫描形成的条纹状组织,相邻层间夹角为67°(见图4中红色虚线),同时发现存在一些孔洞和微裂纹等缺陷。而经热等静压处理后的试样(图4b、图4e所示),鱼鳞状熔池边界和条纹状激光扫描轨迹完全消失,孔洞和微裂纹等缺陷消失,垂直方向和平行方向均为等轴晶显微组织,并且有少量孪晶存在,表明经过热等静压处理后试样发生完全再结晶,晶粒溶解、析出和长大。HIP试样继续进行固溶+双时效热处理后,晶界变得更加清晰,晶粒尺寸没有明显变化,如图4c、图4f所示。
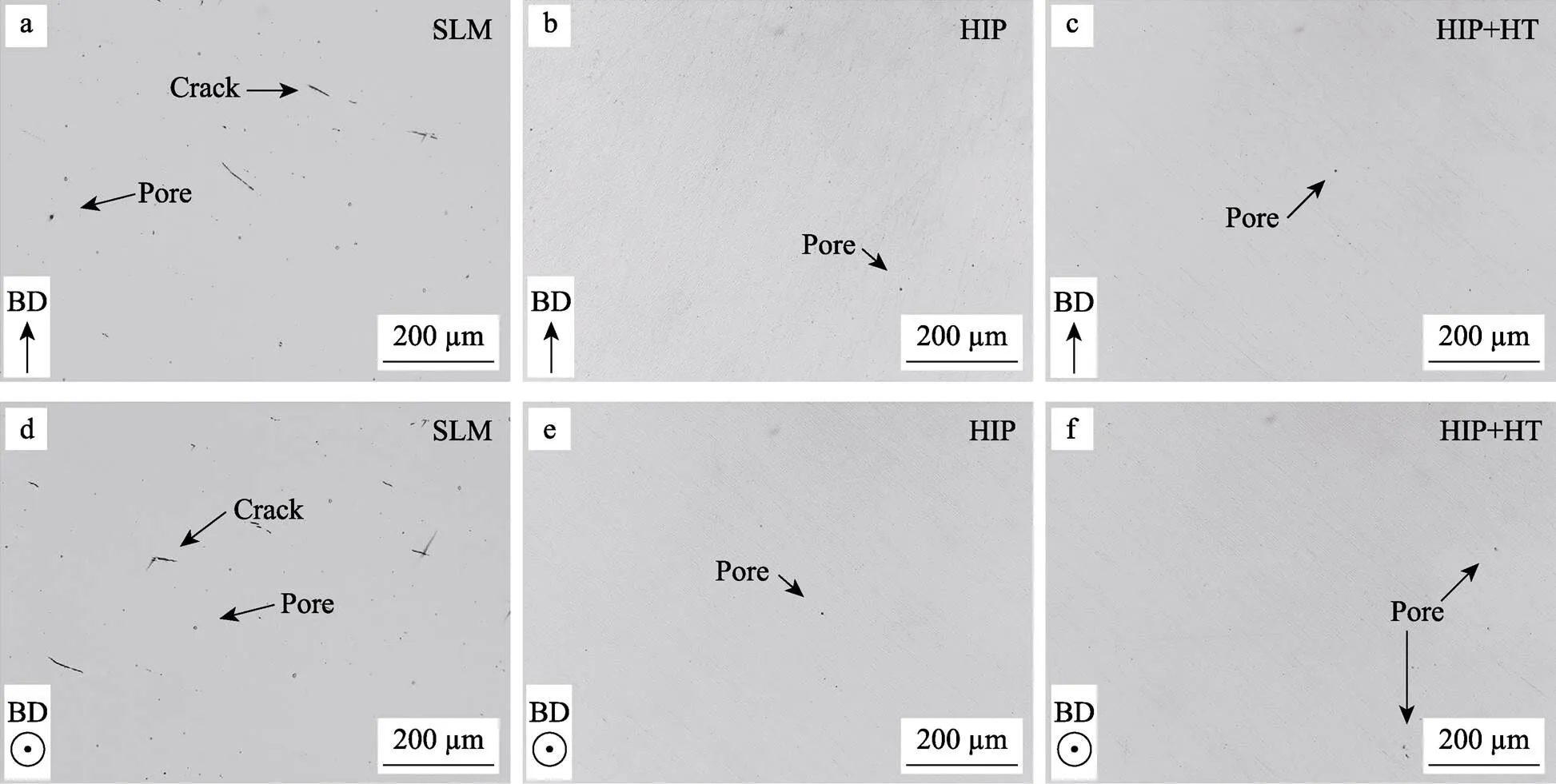
图3 不同处理状态下Inconel 718合金的抛光表面形貌
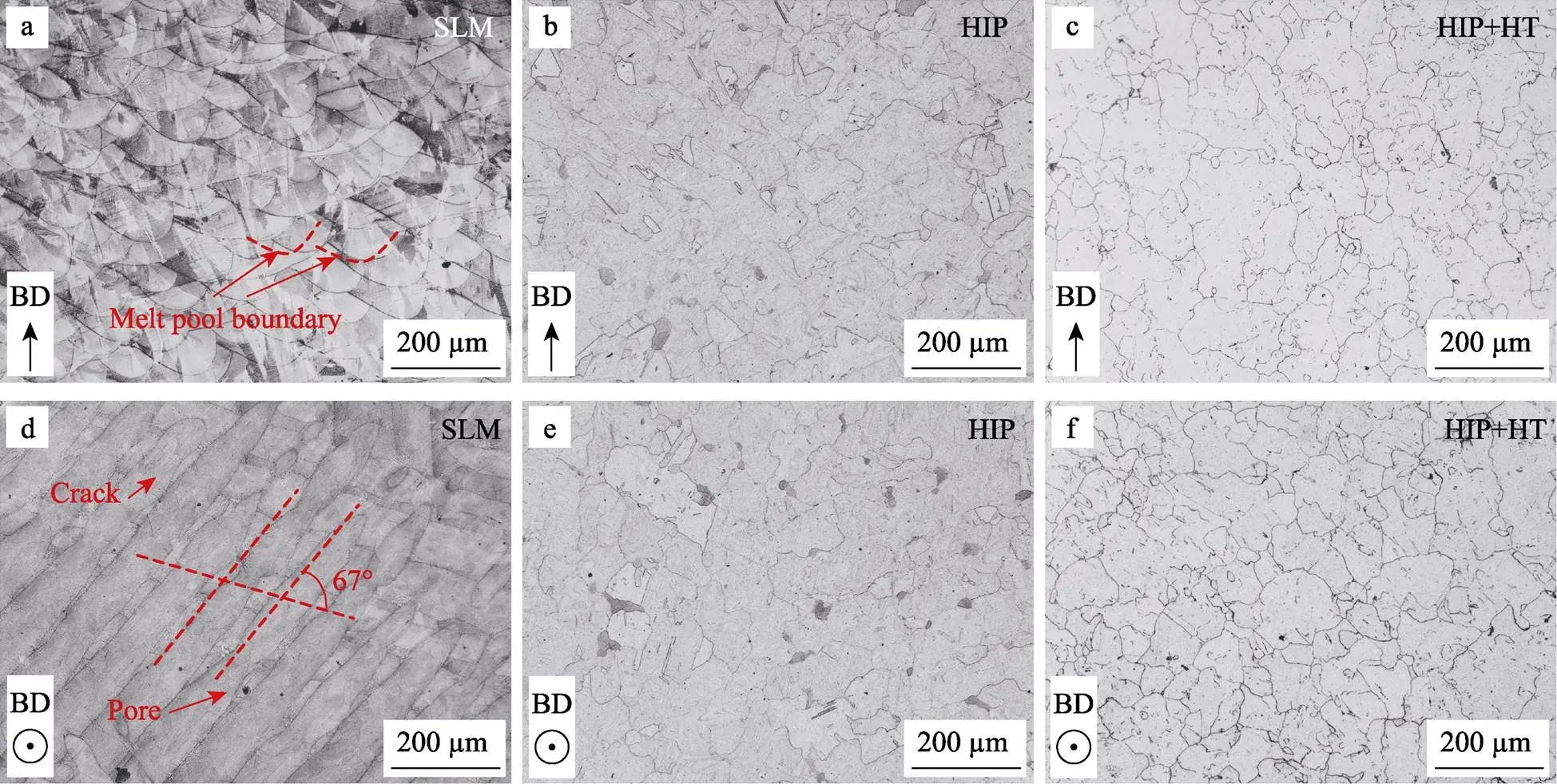
图4 不同处理状态下Inconel 718合金的金相显微组织
2.2 EBSD分析
为研究不同处理状态的晶粒形貌、取向及尺寸的变化情况,对SLM、HIP及HIP+HT试样进行了EBSD分析,结果如图5所示。从图5a、图5d可以看出,SLM试样平行方向的微观结构为柱状晶组织,且沿沉积方向生长,晶粒取向以<001>方向为主。这是由于激光作用下粉末逐层熔化凝固,在凝固层与熔融层间(即固液界面)会产生特定的温度梯度,且熔体凝固方向与热量流动的方向相反[14],从而沿平行方向形成了具有特定取向的柱状晶。而垂直方向则为等轴晶组织,在<101>方向具有较强的晶粒取向,其形成原因是由于熔池表面附近等轴晶的形成阻碍了柱状晶外延生长,熔池中等轴晶的深度大于重熔时的熔透深度。在等轴晶周围还观察到一些不同取向的细小等轴晶和胞状结构,这主要是由于相邻扫描轨迹的重熔(即重叠区域)导致晶粒生长方向随复杂的热流方向改变[15]。
HIP试样的EBSD结果如图5b、图5e所示。与SLM试样相比,平行方向的柱状晶完全转变为等轴晶,且平行和垂直方向的晶粒都没有明显的晶粒取向,同时晶粒均质化也显著改善。这是由于热等静压处理过程中高温和高压为晶粒的再结晶和各向同性生长提供了足够的驱动力[16],晶粒发生了熔解完全再结晶行为,进而析出得到等轴晶。对HIP试样进行HT处理,不同沉积方向HIP+HT试样的晶粒形态及取向与HIP相比没有明显变化,仍是没有明显晶粒取向的等轴晶,如图5c、图5f所示。
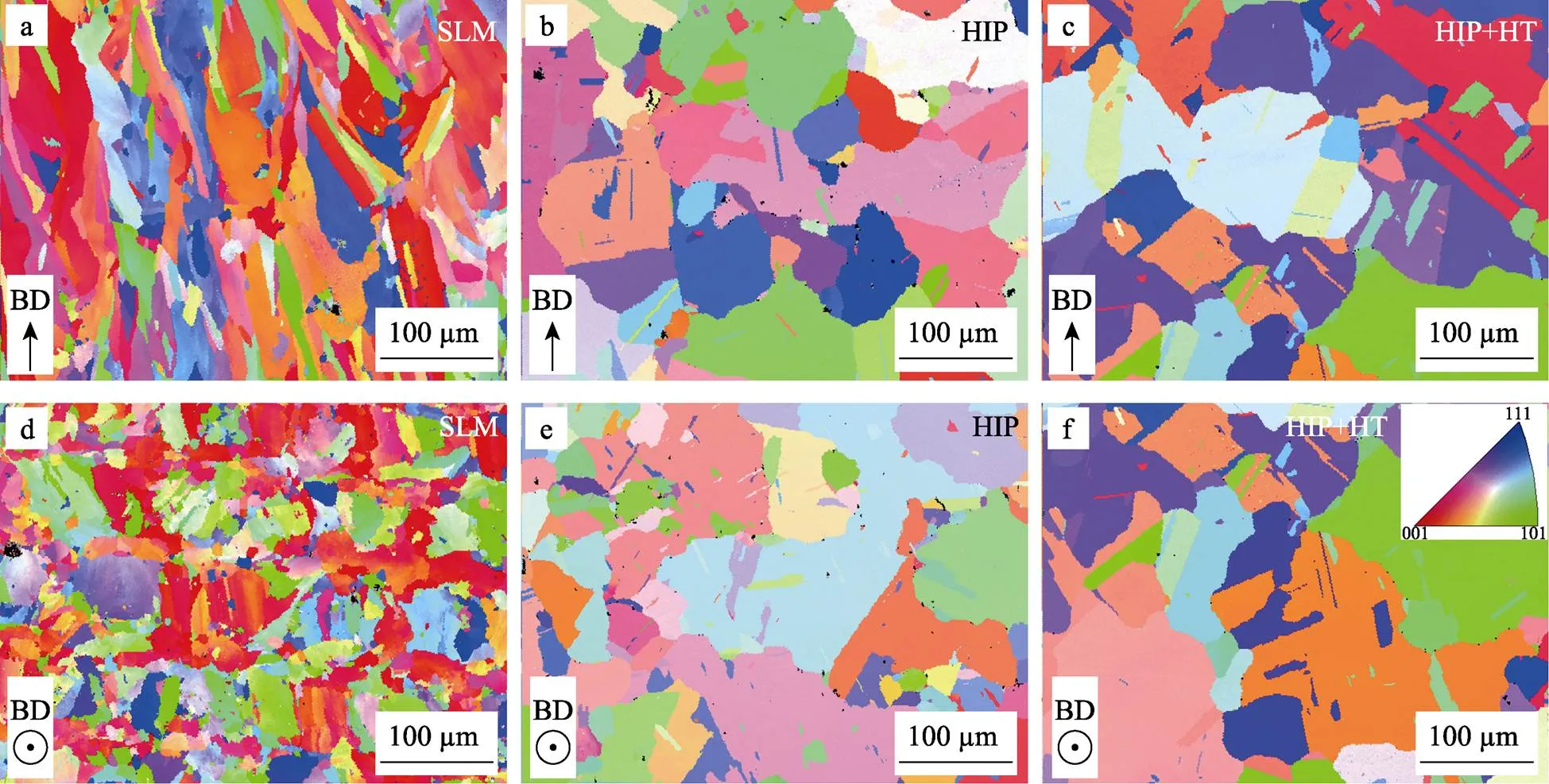
图5 不同处理状态下Inconel 718合金的EBSD晶粒取向图
对不同沉积方向的晶粒平均尺寸进行测量统计,结果如表2所示。可以看出,SLM试样的晶粒较细,平行方向的晶粒平均尺寸为54.26 μm,垂直方向的为32.49 μm,这是由于选区激光熔化成形过程中具有极快的凝固速率,导致晶粒来不及长大。经过热等静压处理后,由于发生了晶粒再结晶长大,使得晶粒粗化,平行方向和垂直方向HIP试样的晶粒平均尺寸分别增大至85.50 μm和81.49 μm,并伴有部分孪晶产生。由于经历了固溶和时效的加热处理,HIP+HT试样的晶粒平均尺寸略有增加,平行方向和垂直方向的平均晶粒尺寸分别为94.51 μm和90.67 μm。
表2 不同处理状态的Inconel 718合金试样晶粒尺寸

Tab.2 Grain size of Inconel 718 alloy specimens after different treatment μm
2.3 XRD分析
为了进一步研究不同状态试样的相组成情况,对Inconel 718合金试样的平行方向进行了XRD分析,结果如图6所示。可以看出,3种状态下均有γ相的特征晶面衍射峰(111)、(200)、(220)、(311)和(222)出现。γʹ和γʺ相的衍射峰与基体γ相的衍射峰出现了重叠,通过XRD分析无法明确区分,需要通过SEM和TEM对显微组织进行观察确定。同时,不同处理状态的试样均未观察到Laves相和δ相的衍射峰,推测是由于其体积分数较低所致。对主衍射峰位置进行分析发现,不同状态试样的主衍射峰位置发生了偏移,这与热应力的积累和显微组织的偏析密切相关:SLM试样的主衍射峰为(200),而对于HIP试样,可以看到主衍射峰值偏移至(111),这是由于热等静压处理过程中的高温作用消除了残余应力,同时促进了强化相从γ基体相中析出,从而引起晶格常数降低[17]。与SLM试样相比,HIP+HT试样的衍射峰(111)和(311)的强度显著增加,这是由于经过HT处理后,在γ基体相中有大量的γʺ和γʹ相析出;同时,由于γ基体相中Nb和Mo等元素含量增加,导致晶格常数膨胀,使得主衍射峰(111)强度相对于HIP试样进一步升高[18]。
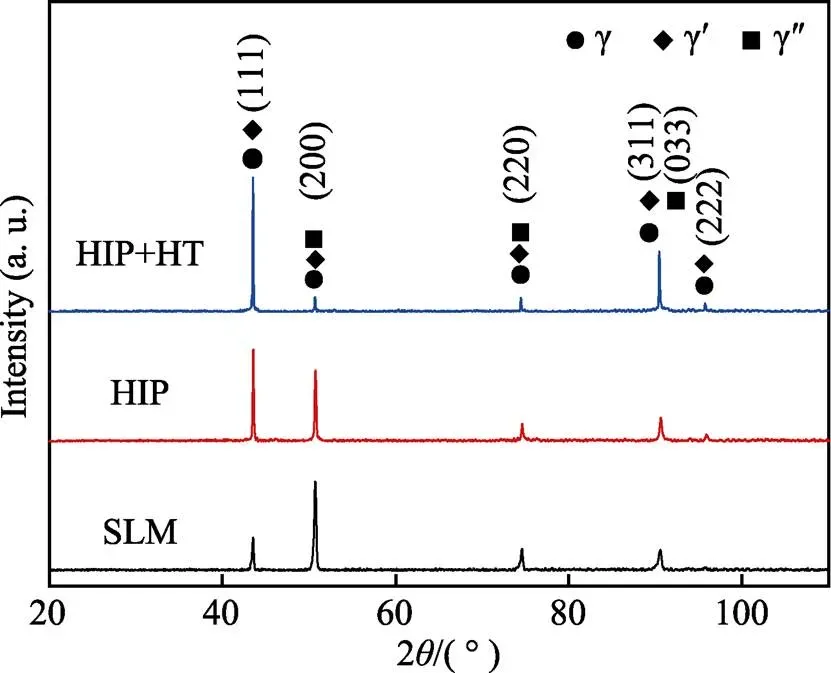
图6 不同处理状态下平行方向Inconel 718合金的XRD结果
Fig.6 XRD spectra for Inconel 718 alloy along the building direction fabricated by different treatments
2.4 显微组织分析
选取平行方向试样进行了SEM和TEM观察分析以确定显微组织结构及相组成,结果如图7所示。由图7a可见,SLM试样的显微组织由大小不一的胞状晶组成,其中黑色区域为γ基体相,晶胞间的白色区域为Laves相[19]。由图7d也可看到,样品中存在大量残余应力引起的高密度位错,以及许多嵌在晶界的不规则块状Laves相。合金凝固后的晶体形态取决于温度梯度与生长速率的比值[20],随着温度梯度(/)的增大,其晶体形态由枝状向胞状转变,选区激光熔化成形过程中熔池的凝固速率较快(105~ 107K/s),产生较大的温度梯度[16],故SLM成形态的组织为胞状晶。此外,SLM试样形成粗的胞状晶是由于激光对重叠区域的重复加热导致晶粒的生长和粗化[21]。
对SLM试样进行热等静压处理后的显微组织如图7b和图7e所示。可以看到,经过热等静压处理后,沉积态试样显微组织中晶界处原有的大量Laves相被消除,晶界上仍残留有部分Laves相,这是由于原始组织中Laves相较多且热等静压时间较短,导致Laves相未完全熔解,其成分如表3所示。在γ基体上发现有大量的白色颗粒状析出物,能谱分析(见表3)表明析出物主要是Nb、Ti富集,结合文献[14]的分析可判断其为MC碳化物,同时发现在晶界上有不连续的Laves相。由图7e可以看到,HIP试样中未见γʹ和γʺ相。将热等静压试样进行固溶-时效热处理后,发现晶界附近析出了大量短棒状和针状析出物(见图7c),能谱分析(见表3)表明析出物主要是Nb和Ni元素富集,结合文献[13]分析,可判断棒状为Laves相,针状为δ相。可见HIP试样经固溶-时效热处理后仍有Laves相存在,且已知δ相在700~1000 ℃温度条件下都可析出,在720 ℃的时效处理中,Nb元素偏析程度相对较高,从而析出了针状δ相[22]。同时由图7f衍射斑点图可知,在γ基体上有大量γʹ和γʺ强化相沉淀析出,这有助于力学性能的提高。
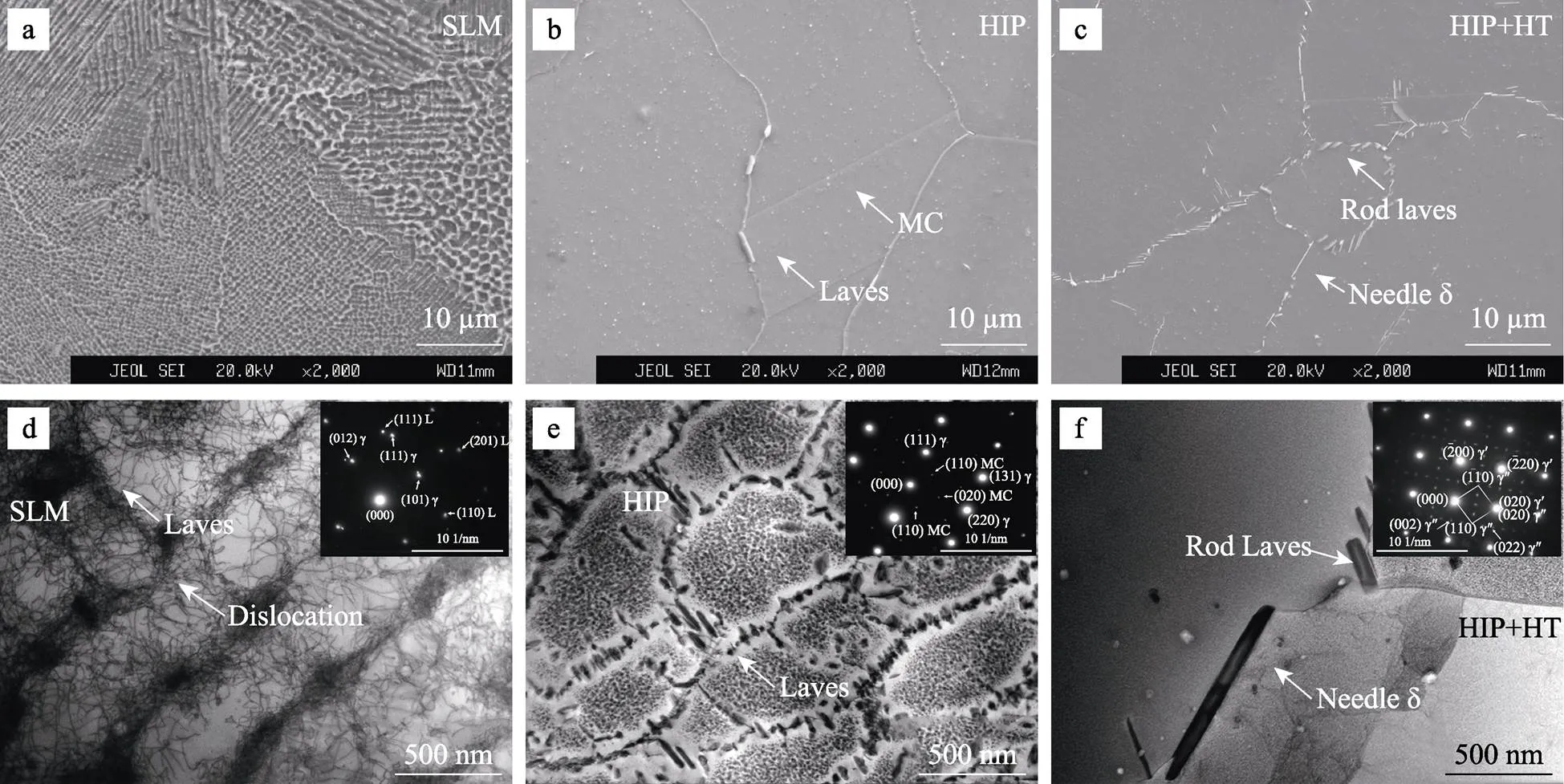
图7 不同处理状态下平行方向Inconel 718合金的显微组织
表3 图7中不同相的EDS能谱分析结果

Tab.3 EDS analysis results of different phases in fig.7 wt.%
2.5 力学性能
图8为不同处理状态的Inconel 718进行室温拉伸试验得到的应力-应变曲线。表4为不同处理状态试样的抗拉强度、屈服强度、延伸率和显微硬度结果。可以看到,SLM态试样垂直方向的强度和硬度高于平行方向,而延伸率则呈相反趋势。这是由于SLM成形过程中,激光逐层熔化粉末产生的热梯度使得试样平行方向具有<001>取向的柱状晶组织,而垂直方向则为不同取向的等轴晶组织。因此,在垂直方向拉伸试样中,由于拉伸方向垂直于柱状晶方向,从而产生了较高的强度,且垂直方向的晶粒尺寸小于平行方向,根据Hall-Petch公式可知晶粒细小有助于强度的提高。但这种情况下也容易发生位错积累而促进裂纹的形成,所以垂直方向比平行方向具有更低的塑性[23]。对SLM态试样进行热等静压处理后,由于平行方向和垂直方向均为没有明显取向的等轴晶组织,因此不同方向的力学性能差异变小[24],但由于不同沉积方向的晶粒尺寸等不同,所以力学性能仍有差异。
3种状态对比可知,SLM试样的强度和硬度最低,延伸率最高。这是由于SLM试样中存在孔洞和裂纹等缺陷,直接影响了试样的力学性能。SLM过程中没有γʹ和γʺ强化相的析出,也是导致强度和硬度降低的主要原因。由于SLM试样相组成主要为面心立方(FCC)的γ相,其具有良好的塑性,同时残余应力和位错的存在也可促进晶粒滑移,从而有助于提高试样的塑性,因此尽管在SLM试样上存在脆性Laves相,但试样的延伸率仍然最高。
经过热等静压处理后,试样内部孔洞和裂纹等缺陷基本被消除,且经过1175 ℃下的高温固溶处理使得大部分Laves相熔解[25],这有助于Cr、Fe、Nb、Mo等元素固溶在γ基体相中起到固溶强化作用,从而使试样的强度和硬度升高;而试样的延伸率降低则主要与高温作用下残余应力的消除直接相关。将HIP试样继续进行热处理后,试样具有3种处理状态中最高的抗拉强度、屈服强度和硬度(垂直方向分别为1299.3 MPa、1089.0 MPa和434HV),与SLM态垂直方向试样相比分别增加了23.6%、36.3%和45.2%,而延伸率则降低了10.3%。可见经过720 ℃和620 ℃的双时效处理,在γ基体上有大量的γʹ和γʺ强化相沉淀析出(γʹ相的析出温度为593~816 ℃,γʺ相的析出温度为595~870 ℃)[26],使得试样的强度和硬度大幅提高;而试样的延伸率降低主要是由于析出的γʺ相和γʹ相分别为体心四方(BCT)和体心立方(BCC)结构,其塑性显著低于γ相的面心立方结构(FCC)[27]。
表4列出了采用传统铸造和锻造方法制备Inconel 718合金的拉伸性能技术标准要求,可见3种处理状态下不同沉积方向试样的延伸率均明显高于铸造和锻造件技术标准的要求。除了平行方向SLM试样的屈服强度低于传统铸造法之外,其他状态的Inconel 718合金的拉伸强度均优于传统铸造件技术标准要求;同时垂直方向的HIP+HT试样的拉伸强度明显高于锻造件技术标准要求。在实际工程应用中,与平行方向制件相比,垂直方向的Inconel 718合金SLM制件可以获得更加优异的综合力学性能(较高的强度和良好的塑性)。
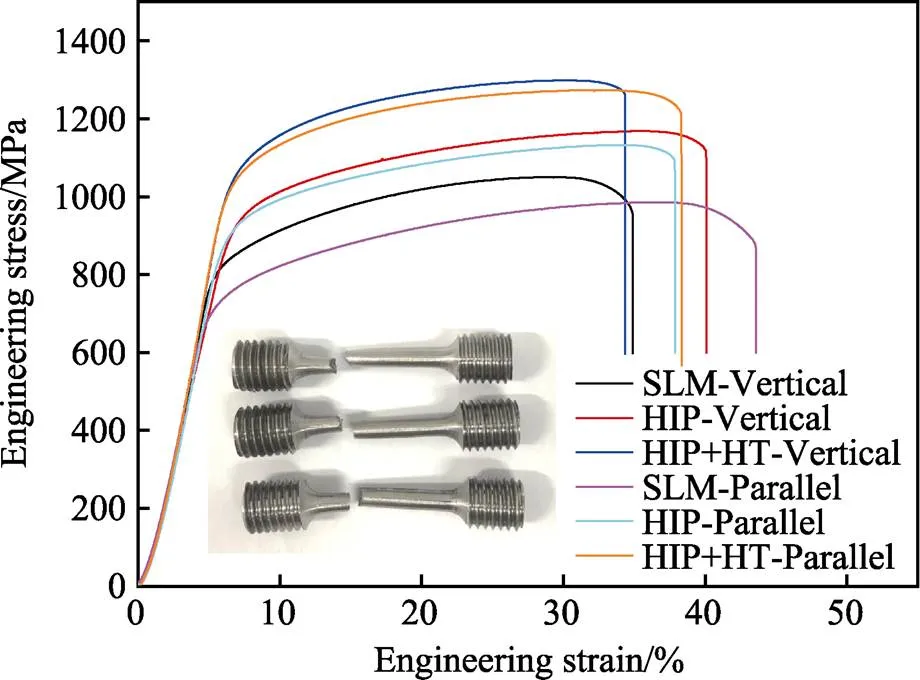
图8 不同处理状态下Inconel 718合金的室温应力-应变曲线
表4 不同处理状态下Inconel 718试样的力学性能
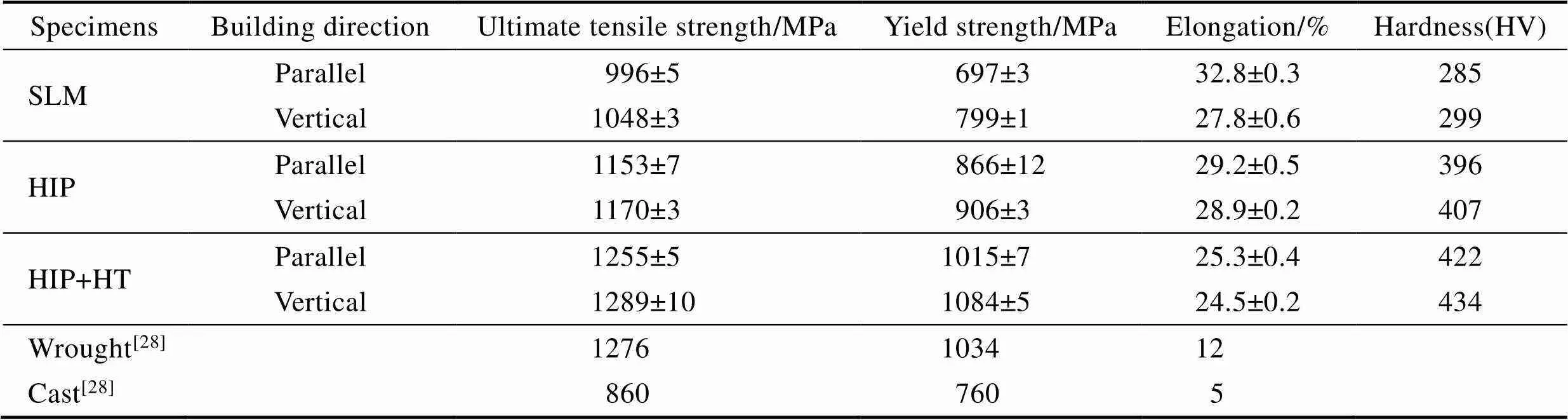
Tab.4 Mechanical properties of specimens after different treatment
2.6 断口形貌
图9为不同沉积方向的SLM、HIP和HIP+HT拉伸试样的断口形貌。图9a、图9d为不同沉积方向的SLM态试样的断口表面形貌,可以看到两者断口相似,断口表面均为大量典型的细小韧窝结构,且断裂方式为穿晶韧性断裂,因此表现出较高的塑性。但平行方向断口为细小韧窝,而垂直方向的断口则呈阶梯状。同时在断口表面还可以观察到微孔和裂纹等缺陷,这也会导致试样拉伸强度的降低[29]。经HIP处理后,试样内部的气孔和裂纹等缺陷被消除,同时试样的微观结构也发生了改变,不同方向HIP拉伸试样的断口(图9b、图9e)均呈现出韧窝和光滑解理混合的特征形貌,同时HIP试样的韧窝深度和宽度较SLM试样增大,但平行方向的解理分层程度比垂直方向的严重,因此平行方向试样的力学性能较垂直方向差。不同沉积方向HIP+HT试样的拉伸断口形貌如图9c、图9f所示,可见不同沉积方向的断口均表现为韧性韧窝断裂。与HIP样品相比,HIP+ HT试样的韧窝更加细小且有更少的解理,因此显示出了更高的强度。平行方向的韧窝比垂直方向的更加细小,导致其塑性较好而强度降低。
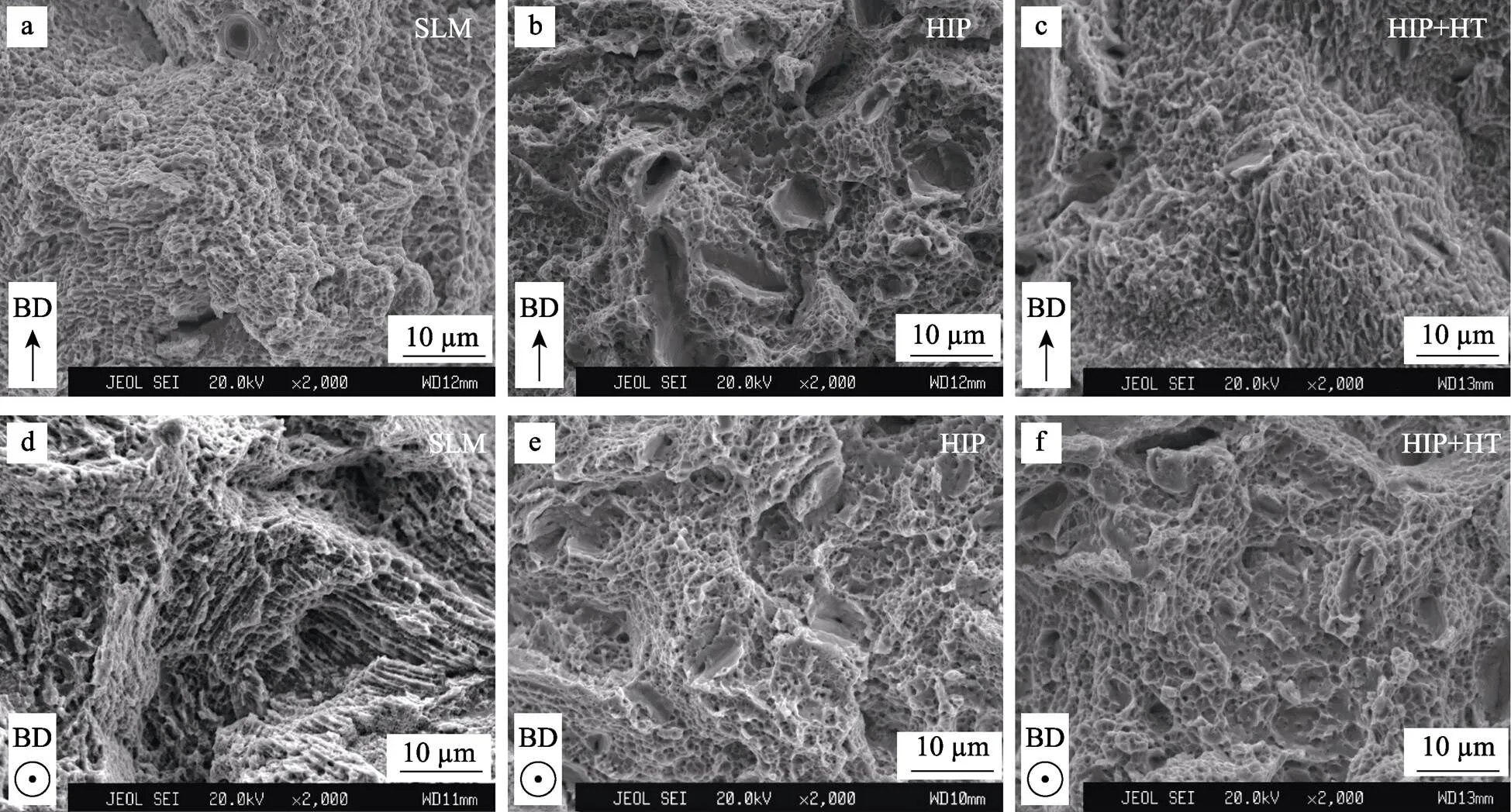
图9 不同处理状态下拉伸试样的断口形貌
3 结论
1)Inconel 718合金SLM成形件经热等静压处理后,试样的孔洞和裂纹缺陷基本消除;相对密度由沉积态的98.75%提高至99.92%。平行方向的鱼鳞状熔池边界形貌和垂直方向的激光扫描痕迹完全消失,晶粒取向变弱,平行方向的柱状晶完全转变为等轴晶。平行和垂直方向的晶粒尺寸均增大。
2)SLM成形的Inconel 718合金显微组织主要由γ基体相和Laves相组成,并有大量残余应力产生的位错存在。经过热等静压处理后,显著消除了Laves相,但仍有部分残留在晶界,且有大量MC碳化物在晶内析出。
3)平行方向试样的拉伸强度、屈服强度和硬度均低于垂直方向试样,而延伸率则呈相反趋势。所有试样中垂直方向的热等静压+热处理试样具有最高的拉伸强度、屈服强度、硬度和良好的延伸率(分别为1299.3 MPa、1089.0 MPa、434HV和24.4%),优于锻造和铸造件技术标准要求。3种状态试样的断口形貌都具有典型的韧窝特征,断裂方式为韧性断裂。
[1] POLLOCK T M, TIN S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties[J]. Journal of Propulsion and Power, 2006, 22(2): 361-374.
[2] ZHANG Dong-yun, FENG Zhe, WANG Cheng-jie, et al. Comparison of Microstructures and Mechanical Propertiesof Inconel 718 Alloy Processed by Selective Laser Melting and Casting[J]. Materials Science and Engineering: A, 2018, 724: 357-367.
[3] PEI Chang-hao, SHI Dong, YUAN Huang, et al. Assessment of Mechanical Properties and Fatigue Performance of a Selective Laser Melted Nickel-Base Superalloy Inconel 718[J]. Materials Science and Engineering: A, 2019, 759: 278-287.
[4] COSTES J P, GUILLET Y, POULACHON G, et al. Tool-Life and Wear Mechanisms of CBN Tools in Machining of Inconel 718[J]. International Journal of Machine Tools and Manufacture, 2007, 47(7-8): 1081-1087.
[5] DEBROY T, WEI H L, ZUBACK J S, et al. Additive Manufacturing of Metallic Components-Process, Structure and Properties[J]. Progress in Materials Science, 2018, 92: 112-224.
[6] GU D D, MEINERS W, WISSENBACH K, et al. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms[J]. International Materials Reviews, 2012, 57(3): 133-164.
[7] 杜博睿, 张学军, 郭绍庆, 等. 激光快速成形GH4169合金显微组织与力学性能[J]. 材料工程, 2017, 45(1): 27-32.
DU Bo-rui, ZHANG Xue-jun, GUO Shao-qing, et al. Microstructure and Mechanical Properties of Laser Melting Deposited GH4169 Superalloy[J]. Journal of Materials Engineering, 2017, 45(1): 27-32.
[8] 王志强, 王学德, 谢瑞鹍, 等. 选区激光熔化成形Inconel 718合金孔隙缺陷的研究[J]. 表面技术, 2020, 49(9): 378-385.
WANG Zhi-qiang, WANG Xue-de, XIE Rui-kun, et al. Pore Defects of Inconel 718 Alloy Fabricated by Selective Laser Melting[J]. Surface Technology, 2020, 49(9): 378-385.
[9] MCLOUTH T D, BEAN G E, WITKIN D B, et al. The Effect of Laser Focus Shift on Microstructural Variation of Inconel 718 Produced by Selective Laser Melting[J]. Materials & Design, 2018, 149: 205-213.
[10] 张杰, 张群莉, 陈智君, 等. 固溶温度对激光增材制造Inconel 718合金组织和性能的影响[J]. 表面技术, 2019, 48(2): 47-53.
ZHANG Jie, ZHANG Qun-li, CHEN Zhi-jun, et al. Effects of Solution Temperature on Microstructure and Properties of Inconel 718 Alloy Fabricatedvia Laser Additive Manufacturing[J]. Surface Technology, 2019, 48(2): 47-53.
[11] GOEL S, SITTIHO A, CHARIT I, et al. Effect of Post- Treatments under Hot Isostatic Pressure on Microstructural Characteristics of EBM-Built Alloy 718[J]. Additive Manufacturing, 2019, 28: 727-737.
[12] TILLMANN W, SCHAAK C, NELLESEN J, et al. Hot Isostatic Pressing of IN718 Components Manufactured by Selective Laser Melting[J]. Additive Manufacturing, 2017, 13: 93-102.
[13] FANG Ze-chen, WU Zhi-lin, HUANG Chen-guang, et al. Review on Residual Stress in Selective Laser Melting Additive Manufacturing of Alloy Parts[J]. Optics & Laser Technology, 2020, 129: 106283.
[14] AZADIAN S, WEI Liu-ying, WARREN R. Delta Phase Precipitation in Inconel 718[J]. Materials Characterization, 2004, 53(1): 7-16.
[15] LI X, SHI J J, CAO G H, et al. Improved Plasticity of Inconel 718 Superalloy Fabricated by Selective Laser Melting through a Novel Heat Treatment Process[J]. Materials & Design, 2019, 180: 107915.
[16] 周志杰, 许磊, 杜彦斌, 等. 钢表面激光熔覆铁/镍基合金熔覆层的组织与性能研究[J]. 重庆工商大学学报(自然科学版), 2021, 38(2): 69-74.
ZHOU Zhi-jie, XU Lei, DU Yan-bin, et al. Microstructure and Properties of Laser Cladding Fe/Ni Base Alloy Coating on 20Cr13 Surface Steel[J]. Journal of Chongqing Technology and Business University (Natural Science Edition), 2021, 38(2): 69-74.
[17] LI Xing, SHI J J, WANG C H, et al. Effect of Heat Treatment on Microstructure Evolution of Inconel 718 Alloy Fabricated by Selective Laser Melting[J]. Journal of Alloys and Compounds, 2018, 764: 639-649.
[18] CAO G H, SUN T Y, WANG C H, et al. Investigations of γʹ, γʺ and δ Precipitates in Heat-Treated Inconel 718 Alloy Fabricated by Selective Laser Melting[J]. Materials Characterization, 2018, 136: 398-406.
[19] CHLEBUS E, GRUBER K, KUŹNICKA B, et al. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Inconel 718 Processed by Selective Laser Melting[J]. Materials Science and Engineering: A, 2015, 639: 647-655.
[20] ABOULKHAIR N T, SIMONELLI M, PARRY L, et al. 3D Printing of Aluminium Alloys: Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting[J]. Progress in Materials Science, 2019, 106: 100578.
[21] YAN Xing-chen, YIN Shuo, CHEN Chao-yue, et al. Effect of Heat Treatment on the Phase Transformation and Mechanical Properties of Ti6Al4V Fabricated by Selective Laser Melting[J]. Journal of Alloys and Compounds, 2018, 764: 1056-1071.
[22] TUCHO W M, CUVILLIER P, SJOLYST-KVERNELAND A, et al. Microstructure and Hardness Studies of Inconel 718 Manufactured by Selective Laser Melting before and after Solution Heat Treatment[J]. Materials Science and Engineering: A, 2017, 689: 220-232.
[23] NI Mang, CHEN Chao, WANG Xiao-jun, et al. Anisotropic Tensile Behavior of in Situ Precipitation Strengthened Inconel 718 Fabricated by Additive Manufacturing[J]. Materials Science and Engineering: A, 2017, 701: 344-351.
[24] REZAEI A, REZAEIAN A, KERMANPUR A, et al. Microstructural and Mechanical Anisotropy of Selective Laser Melted IN718 Superalloy at Room and High Temperatures Using Small Punch Test[J]. Materials Characterization, 2020, 162: 110200.
[25] YAN Fu-yao, XIONG Wei, FAIERSON E. Grain Structure Control of Additively Manufactured Metallic Materials[J]. Materials, 2017, 10(11): 1260.
[26] COZAR R, PINEAU A. Morphology of γʹ and γʺ Precipitates and Thermal Stability of Inconel 718 Type Alloys[J]. Metallurgical Transactions, 1973, 4(1): 47-59.
[27] HUANG Wen-pu, YANG Jing-jing, YANG Hui-hui, et al. Heat Treatment of Inconel 718 Produced by Selective Laser Melting: Microstructure and Mechanical Properties[J]. Materials Science and Engineering: A, 2019, 750: 98-107.
[28] FARBER B, SMALL K A, ALLEN C, et al. Correlation of Mechanical Properties to Microstructure in Inconel 718 Fabricated by Direct Metal Laser Sintering[J]. Materials Science and Engineering: A, 2018, 712: 539-547.
[29] ZHANG Bi, LI Yong-tao, BAI Qian. Defect Formation Mechanisms in Selective Laser Melting: A Review[J]. Chinese Journal of Mechanical Engineering, 2017, 30(3): 515-527.
Effects of Hot Isostatic Pressing on Microstructure and Mechanical Properties of Selective Laser Melted Inconel 718 Alloy in Different Directions
1,2,1,1,2,2,2,3
(1. National Engineering Research Center of Near-net-shape Forming for Metallic Materials, South China University of Technology, Guangzhou 510640, China; 2. Institute of New Materials, Guangdong Academy of Sciences, Guangzhou 510650, China; 3. Dongguan Hyper Tech Co., Ltd., Dongguan 523808, China)
The purpose of this paper is to comprehensively improve the mechanical properties of SLMed Inconel 718 alloy in different building directions by studying the influence of hot isostatic pressure treatment on the microstructure and mechanical properties in the parallel and perpendicular to building direction. Inconel 718 alloy samples were prepared by selective laser melting technology, and SLMed samples were treated by hot isostatic pressure and solid solution aging heat treatment. The microstructure, fracture morphology, phase composition, grain morphology and orientation of the alloy were analyzed by means of metallographic microscope (OM), scanning electron microscope (SEM), transmission electron microscope (TEM), X-ray diffractometer (XRD) and electron backscattering diffraction (EBSD). The microstructure hardness, tensile strength, yield strength and elongation rate of different forming direction of SLM formed and hip treatment and HIP+HT treatment were analyzed. The results indicated that the grain morphology of SLM Inconel 718 alloy along the building direction had changed from columnar to equiaxial crystal, and the grain size had increased, accompanied by twin formation after the heat isostatic treatment. Meanwhile, most Laves phase around grain boundary had disappeared, and many MC carbides were precipitated in γ matrix. The strength and hardness of the parallel to the building direction were greater than those perpendicular to building direction after different treatment. The tensile strength of the SLMed Inconel 718 alloy parallel and perpendicular to the building direction was 996.3 MPa and 1051.1 MPa respectively. After HIP treatment, the tensile strength in parallel and perpendicular to the deposition direction was increased to 1151.5 MPa and 1167.6 MPa, respectively. Compared with SLM and HIP specimens, HIP+HT specimens perpendicular to the building direction exhibited the highest tensile properties, which was superior to the technical standard values of forgings. The fracture analysis shows that the fracture is ductile in three conditions. Hot isostatic treatment can change grain morphology and orientation in different directions, eliminate cracks and pores and other defects, so the mechanical properties of Inconel 718 alloy fabricated by SLM can be improved comprehensively.
selective laser melting; Inconel 718 alloy; hot isostatic pressure; microstructure; mechanical properties
2021-01-03;
2021-07-27
LUO Hao (1987—), Male, Doctor, Engineer, Research focus: selective laser melting.
李小强(1972—),男,博士,教授,主要研究方向为金属近净成形。
LI Xiao-qiang (1972—), Male, Doctor, Professor, Research focus: near-net-shape forming for metallic materials.
罗浩, 李小强, 潘存良, 等.热等静压处理对选区激光熔化成形Inconel 718合金各向组织及力学性能的影响[J]. 表面技术, 2022, 51(3): 333-341.
V261.8
A
1001-3660(2022)03-0333-09
10.16490/j.cnki.issn.1001-3660.2022.03.036
2021-01-03;
2021-07-27
广东省重点领域研发计划(2018B090905001);广东省科技计划项目(2018B090905002,2020B090923001);东莞市引进创新科研团队计划(201536000200027)
Fund:Key-area Research and Development Program of Guangdong Province (2018B090905001); the Science & Technology Project of Guangdong Province (2018B090905002, 2020B090923001); Dongguan Introduction Plan of Research Team (201536000200027)
罗浩(1987—),男,博士,工程师,主要研究方向为选区激光熔化成形。
LUO Hao, LI Xiao-qiang, PAN Cun-liang, et al. Effects of Hot Isostatic Pressing on Microstructure and Mechanical Properties of Selective Laser Melted Inconel 718 Alloy in Different Directions[J]. Surface Technology, 2022, 51(3): 333-341.
