美藤果油提取工艺优化及理化特性分析
2022-03-25陈佳谢蓝华杨勇福林茂森李镇灏杜冰
陈佳,谢蓝华*,杨勇福,林茂森,李镇灏,杜冰
1.普洱联众生物资源开发有限公司欧米伽膳食养生产业研究中心(普洱 665008);2.华南农业大学食品学院(广州 510642)
美藤果(Plukenetia volubilisLinneo.),学名南美油藤,又名印加果、星油藤、印奇果等,为大戟科多年生的木质藤本植物,原生长在南美洲安第斯山脉的热带雨林地区,已在当地有上千年的食用历史记录[1]。2008年普洱联众生物资源开发有限公司引进种源,在云南普洱试种成功,2013年美藤果油获原卫生部新资源食品批文,为美藤果油在国内的研究开发和应用奠定了基础[2]。
目前,关于美藤果油的提取工艺研究主要有浸提法、低温冷榨法、超声波辅助法、水酶法和超临界CO2萃取法等[3-7]。不同提取方法所得美藤果油的提取率或得率不同,品质也存在显著差异。国内外研究报道表明,由于原料差异,同一种方法提取出来的美藤果油得率及营养成分也存在不同。低温冷榨因其成本较低,工艺设备简单,可实现性强,已在工业化方面得到广泛应用,但存在油脂得率较低的缺点;浸提法和超声波辅助法存在有机溶剂残留风险;水酶法和超临界CO2萃取法存在成本高、工序复杂、工业化难以大规模实现等问题。研究从实际应用角度出发,采用水乳化萃取与冷冻破乳化释放组合技术提取美藤果油,最大程度保留了美藤果油的活性成分,有效提高低温萃取工艺下油脂的得率,为美藤果油的提取技术研究和工业化应用提供新的途径。
1 材料与方法
1.1 材料、试剂与仪器
美藤果仁(普洱联众生物资源开发有限公司);氢氧化钠、氢氧化钾、无水乙醇、酚酞指示剂、硫代硫酸钠、乙酸、异辛烷、碘化钾、甲醇、苯、乙腈(色谱纯,国药集团化学试剂有限公司);黄曲霉毒素标准品(纯度≥99%,北京毕特博生物技术有限责任公司)。
YM-808多功能超微破壁机(佛山市顺德区三的电器制造有限公司);BT600电子秤(铭衡电器有限公司);TG16-WS台式离心机(湖南湘仪试验室仪器开发有限公司);HWS-12恒温水浴锅(浙江赛德仪器设备有限公司);BCD-215美菱冷冻冰箱(滨州市华诺商贸有限公司);NAR-3T阿贝折光仪(广州市爱宕科学仪器有限公司);MZ-G150高精度液体密度计[秒准科学仪器(深圳)有限公司];DGG-90电热干燥箱(上海森信试验仪器有限公司);KAH-100原子吸收光谱仪[关河仪器设备(上海)有限公司];Agilent1200高效液相色谱仪和Agilent7890A气相色谱仪(美国安捷伦公司)。
1.2 试验方法
1.2.1 美藤果油提取工艺流程
美藤果仁→加水→粉碎→水乳化萃取→固液分离→冷冻→解冻→离心→美藤果油→称质量→计算美藤果油的得率
首先将美藤果仁与水按照一定比例混合,加入破碎机进行一定时间的超微粉碎乳化萃取,得到水-美藤果油-蛋白质乳浊液,然后将得到的水-美藤果油-蛋白质乳浊液在离心机中进行分离,离心机的转速控制在4 000 r/min,离心10 min,得混合相(美藤果油-蛋白质-水乳液相)、水相(含可溶性糖和蛋白质)和重固相,随后将混合相进入冷冻破乳化工序,混合相在-18 ℃条件下冷冻一定时间,取出在30 ℃条件下升温5 h解冻,解冻后得到上层为美藤果油相,下层为湿蛋白质固相,最后将破乳化后的料液进入转速为4 000 r/min的离心机中分离10 min,上层即为所制备的美藤果油[8]。美藤果油得率按式(1)计算。

1.2.2 单因素试验
在前期预试验的基础上,采用美藤果油得率为考察指标,分别研究料液比(1∶1,1∶2,1∶3,1∶4,1∶5和1∶6 g/g)、水乳化萃取时间(2,4,6,8和10 min)和冷冻时间(2,4,6,8和10 h)对美藤果油得率的影响。
1.2.3 正交试验设计
根据单因素试验的结果,以美藤果油得率为考察指标,通过正交试验对美藤果油提取的工艺参数进行优化。
1.2.4 美藤果油的理化指标检测
折光指数依据GB/T 5527—2010[9]测定,相对密度依据GB/T 5526—1985[10]测定,碘值依据GB/T 5532—2008[11]测定,皂化值依据GB/T 5534—2008[12]测定,水分及挥发物依据GB/T 5009.236—2016[13]测定,酸值依据GB/T 5009.229—2016[14]测定,过氧化值依据GB/T 5009.227—2016[15]测定,总砷依据GB/T 5009.11—2014[16]测定,铅依据GB 5009.12—2017[17]测定,黄曲霉毒素B1依据GB/T 5009.22—2016[18]测定,苯并芘依据GB/T 5009.27—2016[19]测定以及脂肪酸依据GB/T 5009.168—2016[20]测定。
2 结果与分析
2.1 水乳化萃取与冷冻破乳化释放组合工艺提取美藤果油单因素试验
2.1.1 料液比对美藤果油得率的影响
将美藤果仁与水按照1∶1,1∶2,1∶3,1∶4,1∶5和1∶6 g/g混合,加入破碎机进行8 min的超微粉碎乳化萃取,得到水-美藤果油-蛋白质乳浊液,其次将得到的水-美藤果油-蛋白质乳浊液在离心机进行分离,离心机的转速控制在4 000 r/min,分离10 min,得混合相(美藤果油-蛋白质-水乳液相)、水相(含可溶性糖和蛋白质)和重固相,随后将混合相进入冷冻破乳化工序,混合相在-18 ℃条件冷冻6 h,取出在30 ℃条件下升温5 h解冻,解冻后得到上层为美藤果油相,下层为湿蛋白质固相,最后将破乳化后的料液进入转速为4 000 r/min的离心机中分离10 min,测定美藤果油的得率,试验结果如图1所示。

图1 料液比对美藤果油得率的影响
由图1可以看出,美藤果油得率随着提取液比例的增大呈现先上升后下降的趋势,在料液比为1∶4 g/g时,美藤果油的得率最高。因此,选择料液比1∶4 g/g进行后续试验。
2.1.2 乳化萃取时间对美藤果油得率的影响
将美藤果仁与水按照1∶4 g/g混合,加入破碎机进行2,4,6,8和10 min的超微粉碎乳化萃取,得到水-美藤果油-蛋白质乳浊液,其次将得到的水-美藤果油-蛋白质乳浊液在离心机进行分离,离心机的转速控制在4 000 r/min,分离10 min,得混合相(美藤果油-蛋白质-水乳液相)、水相(含可溶性糖和蛋白质)和重固相,随后将混合相进入冷冻破乳化工序,混合相在-18 ℃冷冻6 h,取出在30 ℃条件下升温5 h解冻,解冻后得到上层为美藤果油相,下层为湿蛋白质固相,最后将破乳化后的料液进入转速为4 000 r/min的离心机中分离10 min,测定美藤果油的得率,试验结果如图2所示。

图2 乳化萃取时间对美藤果油得率的影响
由图2可以看出,美藤果油得率随水乳化萃取时间的延长而提高,水乳化萃取时间的延长有助于美藤果油的乳化萃取。当水乳化萃取时间达到8 min时,美藤果油的得率达到最大值,继续增加水乳化萃取时间对美藤果油的得率影响不是很显著,增加了时间成本。因此,选择水乳化萃取时间8 min为宜。
2.1.3 冷冻时间对美藤果油得率的影响
将美藤果仁与水按照1∶4 g/g混合,加入破碎机进行8 min的超微粉碎乳化萃取,得到水-美藤果油-蛋白质乳浊液,其次将得到的水-美藤果油-蛋白质乳浊液在离心机进行分离,离心机的转速控制在4 000 r/min,分离10 min,得混合相(美藤果油-蛋白质-水乳液相)、水相(含可溶性糖和蛋白质)和重固相,随后将混合相进入冷冻破乳化工序,混合相在-18 ℃分别冷冻2,4,6,8和10 h,取出在30 ℃条件下升温5 h解冻,解冻后得到上层为美藤果油相,下层为湿蛋白质固相,最后将破乳化后的料液进入转速为4 000 r/min的离心机中分离10 min,测定美藤果油的得率,试验结果如图3所示。
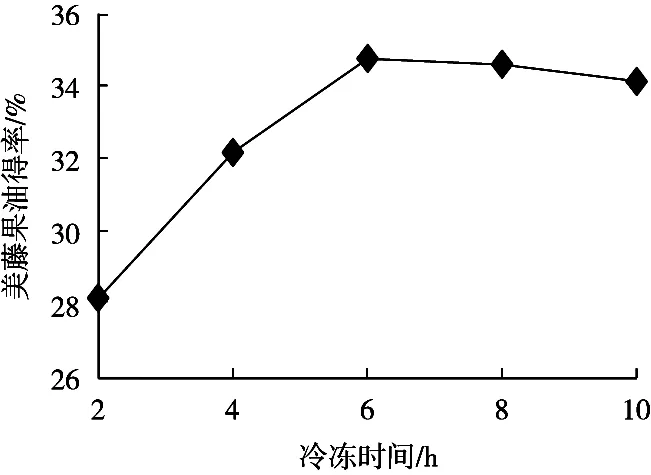
图3 冷冻时间对美藤果油得率的影响
由图3可以看出,美藤果油得率随冷冻时间增加呈现先增加后减少的趋势,在冷冻6 h时达最大值,冷冻时间进一步增加美藤果油得率并无明显增加,稍有下降趋势,并趋于平缓。因此,从得率和成本综合考虑,选取冷冻时间6 h为宜。
2.2 水乳化萃取与冷冻破乳化释放组合萃取美藤果油工艺条件优化
在单因素试验基础上,取料液比、水乳化萃取时间和冷冻时间进行L9(34)正交试验。以美藤果油得率作为评价指标,确定水乳化萃取与冷冻破乳化释放组合提取美藤果油适宜的工艺条件,试验因素水平见表1,正交试验结果见表2。

表1 试验因素水平

表2 正交试验结果
由表2可知,各因素对美藤果油的得率影响主次顺序依次为料液比>水乳化萃取时间>冷冻时间。由极差分析可得水乳化萃取美藤果油的最佳工艺条件A2B2C3,即料液比1∶4 g/g,水乳化萃取时间8 min,冷冻时间8 h。对优化的工艺条件进行验证试验,美藤果油得率为36.02%,高于单因素试验结果,表明优化工艺参数具有一定可行性。
2.3 美藤果油的理化指标检测分析
通过优化工艺得到的美藤果油,对其理化及特征性指标进行检测分析,结果见表3。

表3 美藤果油的理化指标检测与比较分析
参照美藤果油行业标准LS/T 3264—2019《美藤果油》,对比水乳化萃取与冷冻破乳化释放组合技术提取美藤果油的理化指标发现,表3中美藤果油的基本组成和主要物理参数指标符合标准要求,美藤果油部分质量指标(黄曲霉毒素B1和苯并芘)要优于标准中的规定限值,表明该提取技术具有较好的可行性。
3 结论
通过单因素试验和正交试验得到水乳化萃取与冷冻破乳化释放组合技术提取美藤果油的最佳工艺参数:料液比1∶4 g/g、乳化萃取时间8 min、冷冻温度-18℃、冷冻时间8 h,此时美藤果油得率为36.02%,所得美藤果油金黄透亮,具有美藤果香气,理化特性指标符合美藤果油行业标准LS/T 3264—2019《美藤果油》的技术参数要求。美藤果油的不饱和脂肪酸含量达92.71%,人体必需脂肪酸含量为84.9%,是目前发现的一种较为优质的特种新型植物油脂,具有较好的发展前景。
