婴儿配方乳粉水分与不溶度指数的相关性研究
2022-03-24王湘竹马克清
◎ 王湘竹,马克清
(1.临夏州燎原乳业有限公司,甘肃 临夏 731800;2.临夏燎原乳业产业研究院有限公司,甘肃 临夏 731800)
婴儿配方乳粉是指以牛乳(或羊乳)及其乳蛋白质加工制品为主要原料,加入适量的维生素、矿物质和(或)其他原料,仅用物理方法生产加工制成的供0~6月龄婴儿食用的产品。婴儿配方乳粉是无母乳或母乳不足婴儿的重要食品。全面提升婴儿配方乳粉的品质具有特殊的重要性、长期性与艰巨性。
通过基础科研工作,提高生产管理控制水平,是提升婴儿配方乳粉品质的关键。目前市面上的婴儿配方乳粉同质化较为严重,多数企业都在增加营养成分的含量,如DHA、ARA,添加可选择性成分乳铁蛋白、益生菌、CPP等。现在各生产厂家都在追求母乳化的清酪比,认为只要把清酪比做到8∶2,婴儿就可以消化吸收。但却忽略了0~6月龄婴儿的肠胃娇弱,消化能力差,且乳粉中不溶于水的物质不容易被消化吸收。不溶度指数是将乳粉复原,并进行离心后,所得到沉淀物体积的毫升数,反映乳粉的溶解情况[1]。乳粉的不溶度指数直接影响乳粉的品质,不溶度指数越高,说明奶粉中不溶于水的物质越多。企业在完全执行国家标准甚至强化可选择性成分的情况下,也需要注意营养成分的吸收,不溶度指数就是衡量因素之一。在婴幼儿乳粉工业日趋成熟、竞争日趋激烈的情况下,任何细节的提升都可以为消费者带来实惠,也为企业增加了竞争力。基于此,本文对水分与不溶度指数的相关性进行了分析和研究,以期可以帮助企业提升产品品质,并为企业以后研究乳粉溶解性提供一定的技术支持。
1 材料与方法
1.1 材料
燎原婴儿配方乳粉,共60个样品。
1.2 仪器与设备
婴儿配方奶粉生产线,配料机组、降膜式三效蒸发器、立式上排风干燥塔和全自动包装线;BSA224S电子天平,d=0.1 mg(赛多利斯);TG16-WS型高速离心机(长沙维尔康);离心管(50 mL厚壁、硬质);铝皿(直径50~70 mm,高度25 mm);DHG-9140A电热恒温鼓风干燥箱(上海齐欣)。
1.3 试验方法
1.3.1 水分检测
按《食品安全国家标准 食品中水分的测定》(GB 5009.3—2016)第一法检测。
1.3.2 溶解度测定和不溶度指数的计算
(1)溶解度测定。按《食品安全国家标准 婴幼儿食品和乳品溶解性的测定》(GB 5413.29—2010)第二法测定。
(2)不溶度指数的计算。样品不溶度指数计算公式如下:

1.3.3 试验方案
本试验是在生产过程中随机抽取60个样品。对样品进行水分检测、溶解度测定,并根据公式(1)计算不溶度指数。将水分检测值按从低到高的顺序排列,绘制组合图。其中,横坐标为样品序列号,左侧主要纵向坐标为水分检测值,其数值以柱状图表示;右侧次要纵坐标为相应不溶度指数计算值,其数值以折线图表示。通过图表中数据变化趋势观察和分析其相关性。同时采用SPSS软件进行 Spearman相关性分析。利用相关分析研究水分和不溶度指数之间的相关关系,使用Spearman相关系数表示相关关系的强弱情况。通过数据分析软件分析水分与不溶度指数是否存在影响关系。
2 结果与分析
试样水分和不溶度指数的相关性分析结果见表1、图1及表2。

表2 Spearman相关性分析表
由表1可知水分最小值为2.24 g/100 g,最大值3.71 g/100 g。《食品安全国家标准 婴儿配方食品》(GB 10765—2021)中对水分的要求为≤5 g/100 g,可见试样均符合该国家标准要求。不溶度指数最小值为0.015 mL,最大值为0.196 mL,符合业内常用标准≤0.2 mL。
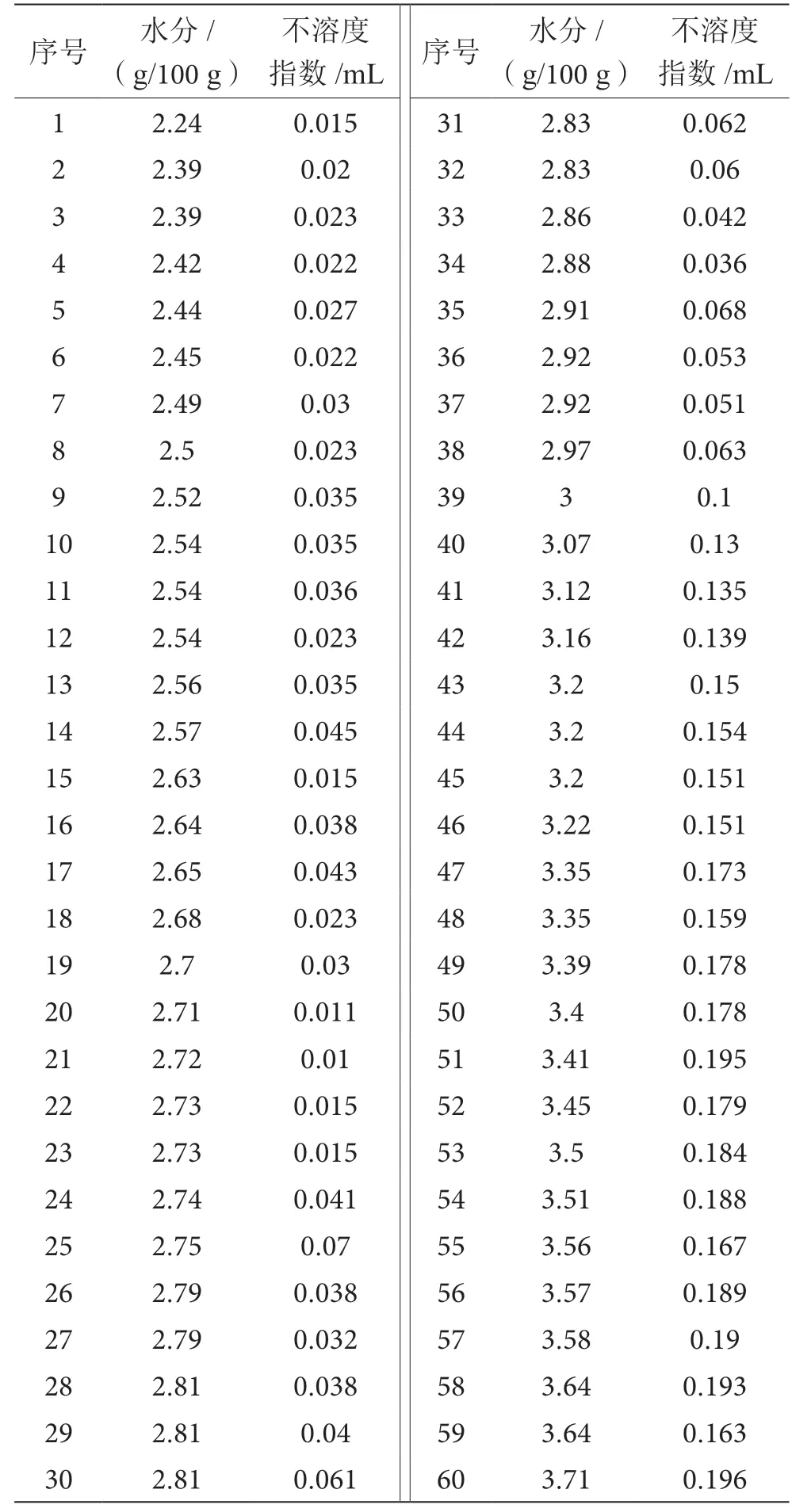
序号 水分/(g/100 g)不溶度指数/mL 指数/mL 序号 水分/(g/100 g)不溶度1 2.24 0.015 31 2.83 0.062 2 2.39 0.02 32 2.83 0.06 3 2.39 0.023 33 2.86 0.042 4 2.42 0.022 34 2.88 0.036 5 2.44 0.027 35 2.91 0.068 6 2.45 0.022 36 2.92 0.053 7 2.49 0.03 37 2.92 0.051 8 2.5 0.023 38 2.97 0.063 9 2.52 0.035 39 3 0.1 10 2.54 0.035 40 3.07 0.13 11 2.54 0.036 41 3.12 0.135 12 2.54 0.023 42 3.16 0.139 13 2.56 0.035 43 3.2 0.15 14 2.57 0.045 44 3.2 0.154 15 2.63 0.015 45 3.2 0.151 16 2.64 0.038 46 3.22 0.151 17 2.65 0.043 47 3.35 0.173 18 2.68 0.023 48 3.35 0.159 19 2.7 0.03 49 3.39 0.178 20 2.71 0.011 50 3.4 0.178 21 2.72 0.01 51 3.41 0.195 22 2.73 0.015 52 3.45 0.179 23 2.73 0.015 53 3.5 0.184 24 2.74 0.041 54 3.51 0.188 25 2.75 0.07 55 3.56 0.167 26 2.79 0.038 56 3.57 0.189 27 2.79 0.032 57 3.58 0.19 28 2.81 0.038 58 3.64 0.193 29 2.81 0.04 59 3.64 0.163 30 2.81 0.061 60 3.71 0.196
由图1可知,基本变化趋势为不溶度指数随水分的升高而增大。当水分≥3 g/100 g,不溶度指数出现了明显的增长。

图1 水分与不溶度指数变化趋势图
由表2可知,水分和不溶度指数之间的相关系数R值为0.845,并且呈现出0.01水平的显著性,说明水分和不溶度指数之间有着显著的正相关关系。
3 讨论与结论
由《食品安全国家标准 婴儿配方食品》(GB 10765—2021)可知,国家对于婴儿配方乳粉中微生物的限量基本要求为菌落总数(n=5,c=2,m=1 000,M=10 000)CFU·g-1,大 肠 菌 群(n=5,c=2,m=10,M=100)CFU·g-1,可见婴儿配方乳粉并不是无菌产品,而是存在一定限量内可接受的微生物。乳粉的高营养基质,加上高水分含量的条件,会促进微生物的生长繁殖,产生乳酸,使蛋白质中不易于0~6月龄婴儿消化吸收的酪蛋白在酸性条件下变性,产生不溶性物质[2-3],从而导致乳粉的溶解度下降,不溶度指数升高。
相关研究表明[4],水分和水分活度呈正相关性。当湿法生产的乳粉中水分<2.4 g/100 g时,其水分活度<0.2;乳粉中水分达到3.0 g/100 g时,其水分活度>0.3。当水分活度>0.4时,乳粉中的非结晶乳糖将向结晶乳糖转化,产生结晶体,这个过程是不可逆转的[5]。婴儿配方奶粉中,乳糖含量约55%。一旦产生乳糖结晶,就会使乳粉产生假性或硬性结块,这些团块会影响乳粉的溶解性。且乳糖的结晶过程还将造成乳粉颗粒表面产生肉眼不可见的细小裂纹,使之前被包埋的脂肪溢出形成游离脂肪,加大其被氧化的概率,造成美拉德反应加速[6-7],使乳粉发生变色及结块等现象。
由实验结果可知,当乳粉中的水分含量<3 g/100 g时,其对乳粉不溶度指数的变化影响不大。消费者在产品开启前,应将产品放置于阴凉干燥处。开启后,应按包装标注的说明,每次食用后将袋口扎好或将罐盖盖好,减少奶粉因吸潮而引起的溶解性问题及在空气中过分暴露引起的产品氧化产生不良气味的概率。另外,开封后产品不得放置于冰箱内。
乳粉中水分含量并不是越低越好,如果湿法工艺生产的乳粉水分<1.88 g/100 g[8],则表明产品在生产过程中可能由于过分干燥,引发了蛋白质变性、焦糖化、脂肪氧化,从而使乳粉溶解性变差,婴儿食用时可吸收的营养成分减少。
本文对婴儿乳粉水分及其不溶度指数的关系进行了分析,结果表明,不溶度指数随水分含量的增加而增大,且水分和不溶度指数之间呈现出0.01水平的显著性,说明水分和不溶度指数之间有着显著的正相关关系。