铝-镁异种合金搅拌摩擦搭接焊数值模拟
2022-03-23吴晓虎曹丽杰苗臣怀
吴晓虎,曹丽杰,苗臣怀,王 仪
(1.上海工程技术大学 机械与汽车工程学院, 上海 201620; 2.上海飞机制造有限公司, 上海 201324)
搅拌摩擦焊(FSW)是一种固态连接工艺,使用非消耗型、带轴肩和搅拌针的搅拌头,通过高速旋转来加热和塑化材料。搅拌头沿着焊缝预定的方向前进,剪切少量的材料,并将其搅拌到搅拌针的另一侧。搅拌过的材料在轴肩下压力的作用下重新固化,冷却后形成坚实的接头[1]。搅拌摩擦焊开辟了焊接和连接新材料的可能性,并在许多行业中都有一定的应用,然而,对焊接过程中的温度分布和残余应力分布等参数的研究还不够充分。搅拌摩擦焊接过程的数值模拟是研究其温度场及残余应力场的有效方法。Kang等[2]研究了搅拌摩擦焊在不同焊接条件下的残余应力分布,发现在FSW过程中出现了M型的温度分布,并且前进侧的温度大于后退侧的温度,计算得到的非对称残余应力与实验结果相吻合。Bachmann等[3]针对2种不同的焊接速度,建立了搅拌摩擦焊的顺序耦合热力学模型,基于两种情况下的瞬态温度分布,分析了不同情况下夹具松开后工件冷却的热软化行为和残余应力的演变,所得结果与实验测量值吻合较好。He等[4]采用热力学模型分析了焊接过程中转速对焊接温度和应力分布的影响。结果表明:固定轴肩在焊接过程中起到同步轧制和强烈冷却的作用,能够降低搅拌摩擦焊接头附近的拉伸残余应力峰值和残余变形。
除对接接头外,搅拌摩擦焊搭接接头也广泛应用于工业领域,例如飞机的蒙皮、加强筋,火箭的燃料储存箱等。搅拌摩擦搭接焊(FSLW)目前的研究主要集中在试验方面,通过工艺参数,组织变化,材料流动、焊接缺陷等方面展开研究。然而,关于数值模拟的研究文献较少。胡云瑞等[5]研究了轴肩形貌对FSLW材料流动和接头质量的影响。模拟结果表明:材料流速在轴肩边缘处相对较大,并随着距搅拌头距离的增大而减小。张昭等[6]采用移动热源模型,结合析出相演化模型与Monte Carlo模型,建立了铝合金搅拌摩擦搭接焊温度-再结晶-析出相-力学性能的一体化计算模型,试验与数值模拟结果相吻合,验证了一体化计算模型的有效性。可见,数值模拟的高效性和准确性可以为研究FSLW提供理论指导。
本文以6082铝合金和AZ31B镁合金为研究对象,采用ABAQUS软件进行FSLW过程的顺序耦合的热力学数值模拟,主要研究了搭接量和焊速对FSLW的温度场、残余应力场的影响,为深入理解铝-镁异种金属FSLW的热力学过程对残余应力的影响提供理论指导。
1 数值模型
1.1 热源模型
建立间接耦合的准静态模型,简化搅拌头的动态过程为移动热源,忽略材料之间的塑性流动,顺序计算焊接过程的温度场与应力场。采用平轴肩和圆台体搅拌针的热源模型,相较于圆柱体搅拌针的热源模型更符合实际焊接条件,轴肩半径为5 mm,搅拌针根部半径为1.5 mm,端部半径为1 mm,长度为4 mm。
轴肩产热可表示为:
(1)
(2)
式中:Qshoulder轴肩的产热功率;ω为搅拌头的角速度,ω=2πN,且N为搅拌头的远转速度;Mshoulder为轴肩的旋转扭矩;qshoulder为轴肩的面热流密度;r为搅拌针中心与积分点之间的长度;μ为轴肩与母材间的摩擦系数;P为轴肩与母材间的垂直作用力;R1为轴肩的半径;R2为搅拌针的根部半径。
搅拌针侧面产热可表示为:
(3)
搅拌针端面产热可表示为:

(4)
(5)
总产热可表示为:
Qtotal=Qshoulder+Qpinside+Qpinbottom
(6)
式中:Qpinside为搅拌针侧面的产热功率;Mpinside为搅拌针顶部的旋转扭矩;Mpinbottom为搅拌针端部的旋转扭矩;qpin为搅拌针的体热流密度;α为圆台体搅拌针锥角的1/2;h为搅拌针长度;R3为搅拌针的端部半径。
1.2 有限元模型
1.2.1网格划分
ABAQUS作为先进的非线性有限元分析软件,可以用来分析大规模的复杂多组件模型的传热问题。利用ABAQUS 软件建立顺序耦合的热力学模型,模型采用两块异种材料板材搭接的形式,板材尺寸都为200 mm×100 mm×3 mm,其中上侧为AZ31B镁合金板,下侧为6082铝合金板,焊缝的起始点与终点分别距板材两边的距离各25 mm,为了简化模型,没有对夹具与垫板进行建模。网格划分如图1所示,为了提高计算效率并兼顾模拟精度,对焊缝及附近区域进行网格细化,单元类型采用C3D8R热-力耦合单元,网格划分为70 800个单元,89 454个节点。
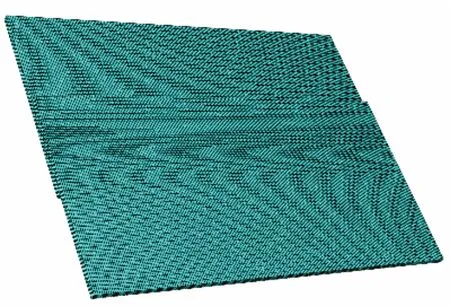
图1 有限元网格划分
1.2.2边界条件
温度场的模拟计算采用简化的等效热力学边界条件代替刚性夹具与垫板[7]。铝板在下侧,与垫板直接接触,散热条件按照热传导处理,传热系数设为1 000 W/(m2·℃);铝板侧面和镁板完全暴露在空气中,散热条件按照对流换热处理,对流换热系数设为30 W/(m2·℃),工件初始温度设为室温20 ℃。在应力场分析中,约束方式会显著影响残余应力分布和残余变形。为使模拟结果更符合实际焊接情况,首先固定约束搅拌头下方网格,定义两块光滑板材在搭接面的接触属性为通用接触,摩擦系数设为0.3。在焊缝起始端,约束与垫板接触的所有节点在各个方向的自由度,在焊缝末端,只约束其节点在垂直和水平方向的自由度,使工件能够沿焊缝方向变形而避免出现刚体位移[8]。焊接结束后,温度趋于稳定,逐渐去除相关节点的约束,只保留焊缝起始端与末端两节点的约束。
1.2.3求解
基于ABAQUS软件建立顺序耦合的热力学模型,首先分析传热问题,然后将所得到的温度场作为已知条件,进行热应力分析,得到应力应变场。根据热源的具体参数采用FORTRAN语言编写移动热源子程序DFLUX,在计算过程中直接通过子程序接口调用。搅拌头机械力载荷是FSW的本质特征,显著影响焊缝成形的质量[9]。模型将搅拌头的机械力载荷简化为扭转力和均匀分布的下压力,利用非均布载荷子程序DLOAD,将简化的机械力载荷添加到模型中。6082铝合金与AZ31B的材料参数分别为见表1和表2。
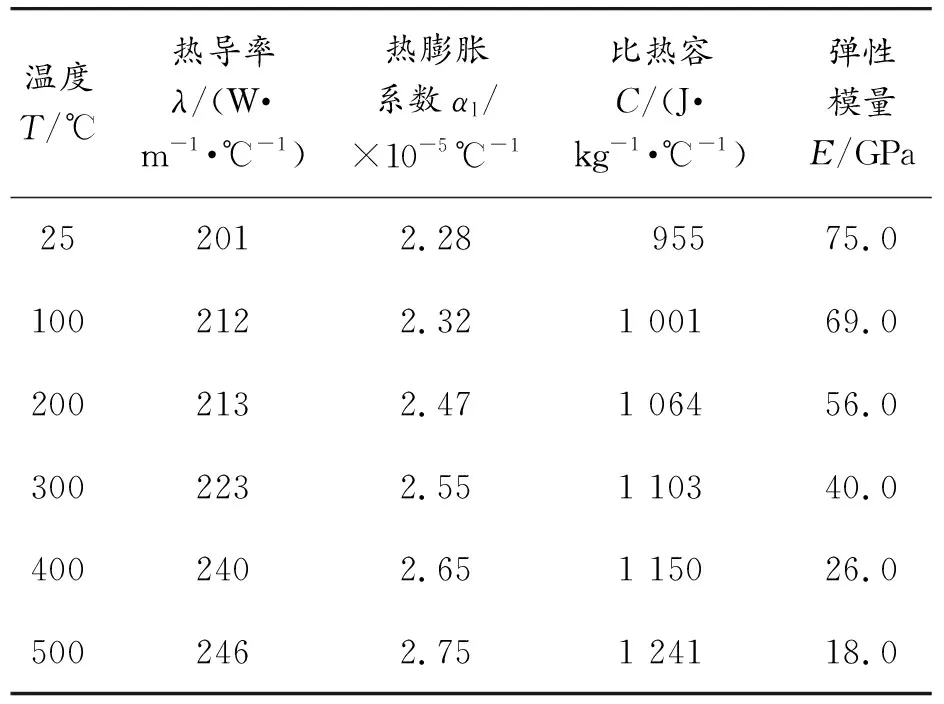
表1 6082铝合金的材料参数
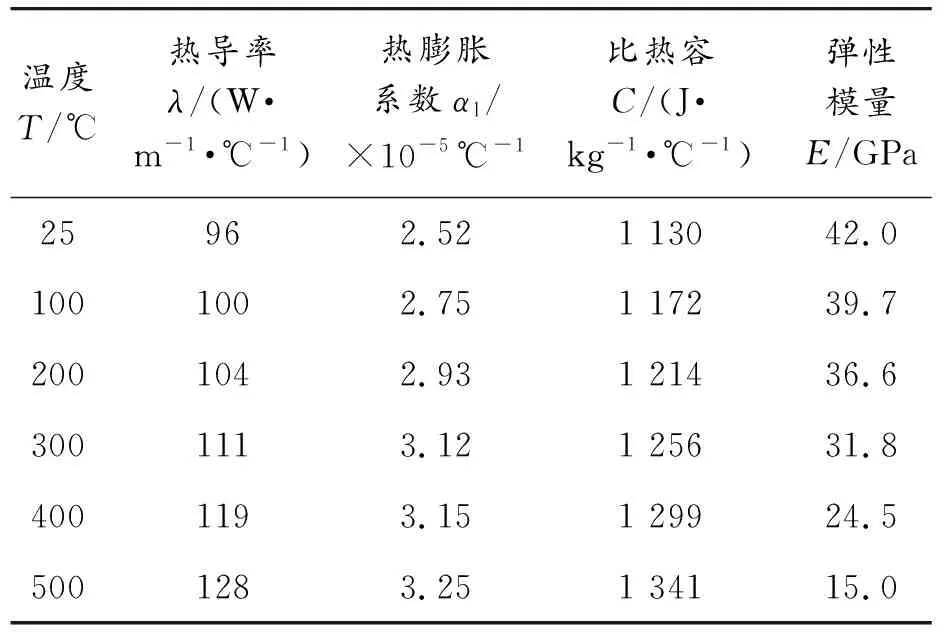
表2 AZ31B镁合金的材料参数
2 模拟结果及分析
2.1 温度场模拟结果及分析
图2为焊接参数在搭接量为60 mm、转速为1 400 r/min、焊速为60 mm/min条件下,沿焊缝中心深度方向上不同位置的温度热循环曲线。可以看出,沿焊缝深度方向上的各特征点到达最高温度的时间几乎一致,且各点的温度热循环曲线变化趋势一致,最大差别在于峰值温度的大小。上表面与焊接夹层的峰值温度分别为471.3 ℃和462.6 ℃,可知,在焊接过程中,上侧板在深度方向的温度梯度较小,温度分布较均匀;下表面的峰值温度为394.1 ℃,与夹层温度相差约68 ℃,所以下侧板在深度方向上的温度较低且梯度较大,容易造成未焊透现象,导致弱连接。造成这种情况的主要原因是搅拌头产热以轴肩产热为主,搅拌针产热较少,热量主要集中在上侧板,下侧板热量不足[10]。
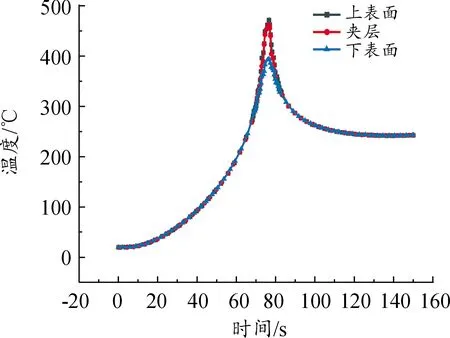
图2 温度热循环曲线
2.2 残余应力场模拟结果及分析
图3为相同条件下,垂直于焊缝中心方向的残余应力分布曲线。分别提取焊件表面的纵向与横向残余应力以及镁板与铝板在夹层的纵向残余应力。

图3 残余应力分布曲线
由图3可以看出,焊缝表面纵向残余应力在数值上明显大于横向残余应力,因此残余应力场主要以纵向残余应力为主。在垂直于焊缝方向上,表面的纵向残余应力在焊缝中心附近呈M型分布,峰值为102.6 MPa,出现在前进侧(AS)的焊缝边缘附近,略高于后退侧(RS)的峰值;纵向残余应力在焊缝中心附近为拉伸残余应力;在远离焊缝的方向,纵向残余应力迅速减小,距离焊缝中心大约20 mm处,拉伸残余应力变为压缩残余应力;在搭接边缘处,压缩残余应力数值发生突变,比突变前降低了约10 MPa。横向残余应力在焊缝附近以压应力为主,峰值为18.5 MPa,位于前进侧的焊缝边缘处;在远离焊缝中心的方向,横向残余应力逐渐减小至0。镁板和铝板在夹层处的纵向残余应力与焊件表面的纵向残余应力分布趋势不同。镁板在搭接的上侧,轴肩与搅拌针对镁板的机械力影响较大。在轴肩作用范围内,纵向残余应力呈单峰分布,峰值为92.1 MPa,为拉伸残余应力,位于焊缝中心位置,从焊缝中心向两侧缓慢降低;在轴肩作用以外的区域,夹层的纵向残余应力分布与表面纵向残余应力分布相似,在距离中心10 mm处,拉伸残余应力迅速降低,最终变为压缩残余应力。铝板在搭接的下侧,受搅拌针与轴肩的机械力作用较小,夹层的拉伸残余应力作用范围较窄,峰值为123.3 MPa,位于焊缝中心位置,沿焊缝中心向两侧急剧降低,变为压缩残余应力,距焊缝中心10 mm附近,两侧压缩残余应力达到峰值,继续沿着远离焊缝中心的方向,残余应力值逐渐降低。
2.3 搭接量对温度场和残余应力场的影响
搭接尺寸会影响焊接过程中的温度传递和焊后残余应力的分布与大小[11]。为了更好地理解搭接量对FSLW的温度场和残余应力场的影响,分别建立搭接量为30、40、50、60 mm的FSLW有限元模型,保持焊速和转速不变,得到不同搭接量条件下的温度场和残余应力场分布特点。
2.3.1搭接量对温度场的影响
图4为不同搭接量下,垂直于焊缝中心方向上的温度分布曲线。垂直于焊缝中心路径上的峰值温度分别为470、443、424、382 ℃。可以看出,增大搭接量,会导致焊接过程的峰值温度降低;焊缝两侧的温度分布不对称,前进侧(AS)的温度略高于后退侧(RS)温度,峰值温度出现在前进侧的轴肩边缘处附近。由于热源模型考虑到搅拌头的机械力作用,模拟结果能够呈现出焊缝内部的温度差异。轴肩产热是搅拌摩擦焊的主要产热方式,轴肩边缘附近的温度要高于搅拌针附近的温度,因此焊缝附近的温度分布呈M型分布。
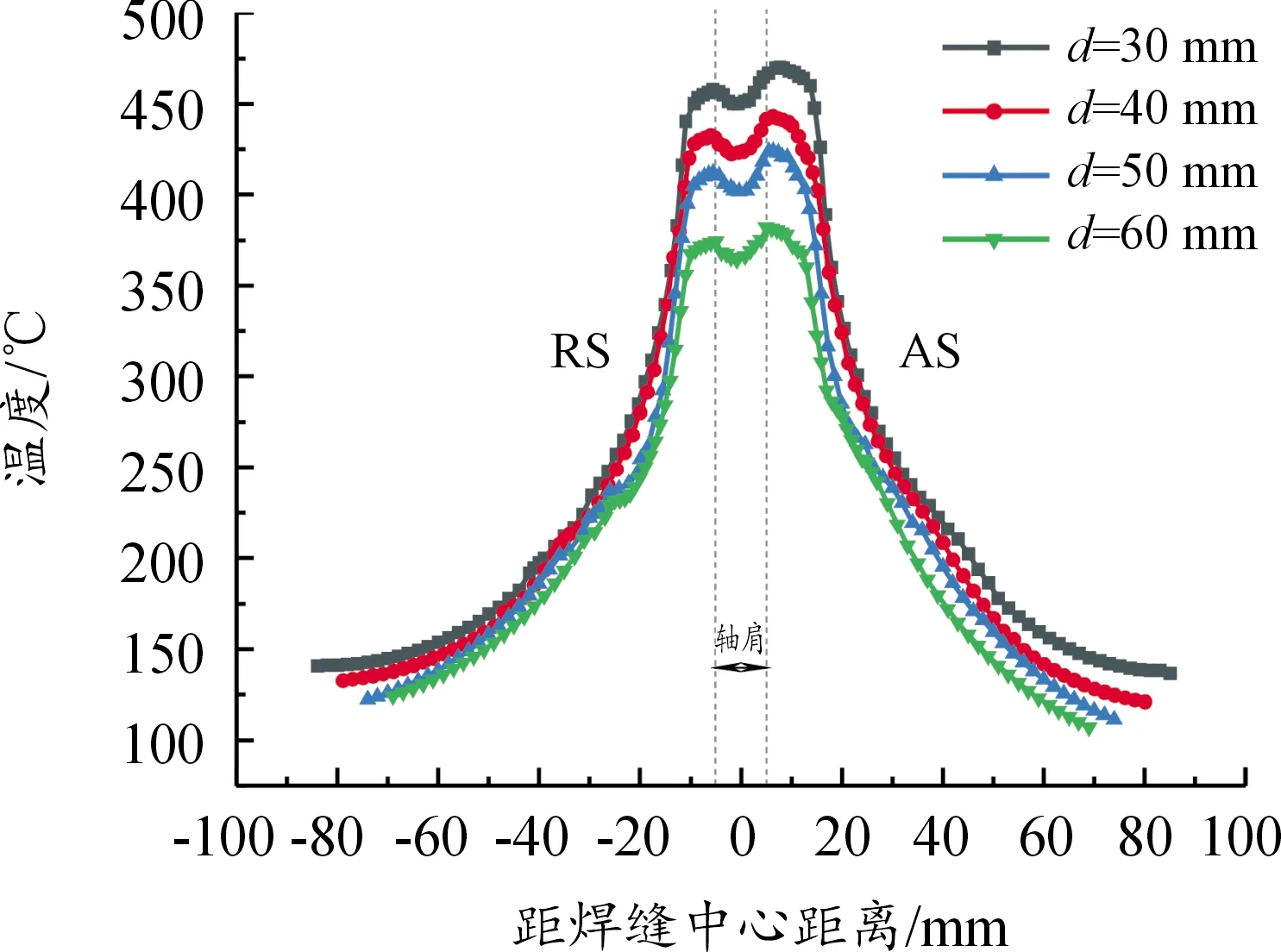
图4 温度分布曲线
2.3.2搭接量对残余应力场的影响
图5为在不同搭接量下,镁板在夹层处的纵向残余应力的分布曲线。对应的纵向残余应力峰值分别为116.5、107.2、101.1和92.1 MPa。可知,随着搭接量的增加,镁板在夹层处的纵向残余应力峰值逐渐降低。与焊缝表面的残余应力分布不同,夹层处残余应力呈对称分布,主要原因是轴肩与搅拌针对夹层处的影响相对于焊缝表面较弱,并且热源模型简化了搅拌头的机械力作用。搭接量为30 mm和40 mm时,残余应力变化趋势相同,在远离焊缝中心方向上,拉伸残余应力从峰值迅速减小,最后变为压缩残余应力,并逐渐增大;搭接量为50 mm和60 mm时,在轴肩边缘附近,拉伸残余应力变化较平缓,然后迅速减小变为压缩残余应力。因此,增大搭接量,可以降低拉伸残余应力的峰值,使拉伸残余应力的变化趋势更平缓,并且能够增大压缩残余应力的大小。
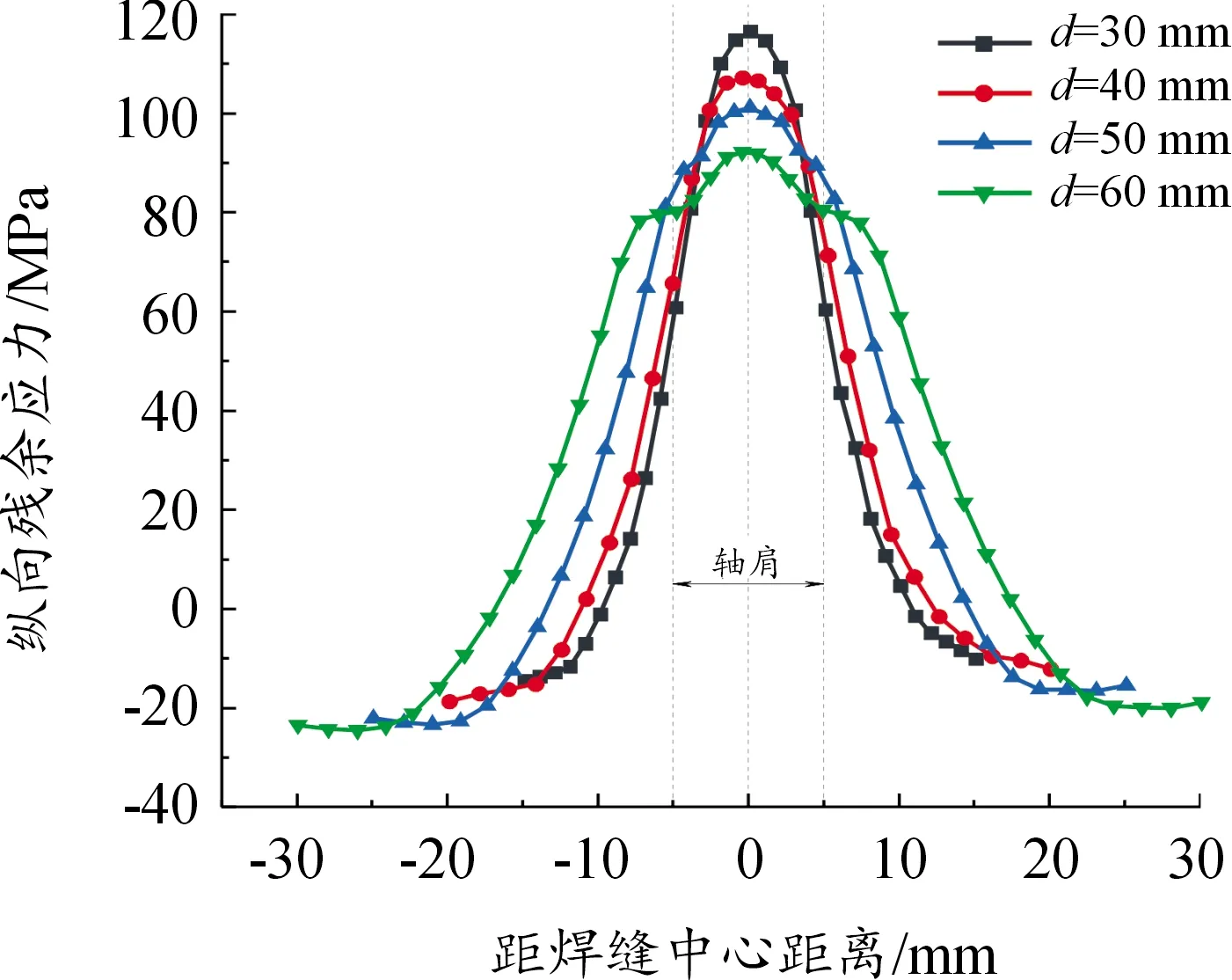
图5 不同搭接量下镁板在夹层处残余应力的分布曲线
图6为不同搭接量下,铝板在夹层处的纵向残余应力的分布曲线。对应的纵向残余应力峰值分别为155.6、136.3、130.2、123.3 MPa。
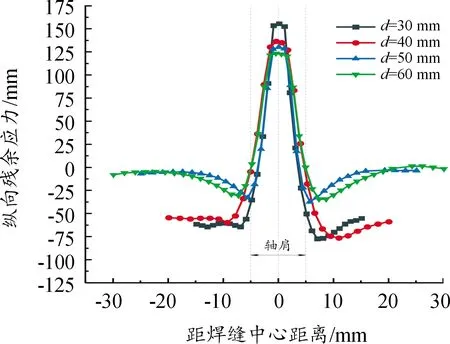
图6 不同搭接量下铝板在夹层处残余应力的分布曲线
由图6可知,随着搭接量的增加,铝板在夹层处的纵向残余应力峰值逐渐降低,并且变化趋势相同。在轴肩作用范围内,残余应力变化明显,峰值出现在焊缝中心,两侧残余应力呈对称分布;在远离焊缝中心的方向上,拉伸残余应力迅速减小并变为压缩残余应力,在轴肩边缘处附近,压缩残余应力达到峰值,在轴肩作用范围外,压缩残余应力逐渐减小。搭接量为30 mm和40 mm时,压缩残余应力的变化趋势相似,同样,搭接量为50 mm和60 mm时,压缩残余应力的变化趋势一致,当搭接量从40 mm增加到50 mm时,压缩残余应力在数值上变化明显,整体呈减小趋势,峰值从76.4 MPa降低至37.2 MPa。
2.4 焊速对温度场和残余应力场的影响
焊速是搅拌摩擦焊的一个关键参数,对温度场和残余应力场有重要的影响。然而,在某些情况下,影响的类型有些差异。一种观点认为,增大焊速会导致纵向拉伸残余应力变大[12-13],另一种观点认为,增大焊速会降低纵向拉伸残余应力[14-15]。为了研究焊速对FSLW温度场和残余应力场的影响,保持其他参数不变,取焊速分别为60、80、100和120 mm/min,得到不同焊速下的温度场和残余应力场分布特点。
2.4.1焊速对温度场的影响
图7为不同焊速下焊件的最高温度随时间变化的曲线。对应焊速条件下的最高温度分别为608、547、508、450 ℃。可知,在不同焊速下,焊件的峰值温度随时间变化的趋势一致,随着焊速的增加,焊件的最高温度越低。主要原因是由于随着焊速的增加,搅拌头对单位长度焊件的做功时间减少,焊缝得到的热输入量减少,峰值温度也就越低。在焊接的整个过程中,产热大于散热,最高温度一致缓慢升高;在焊缝末端,由于温度的积累,搅拌头与焊件分离过程中,导致最高温度迅速升高,可能会达到焊件的熔点,造成焊接缺陷,实际焊接过程中要避免这种情况。
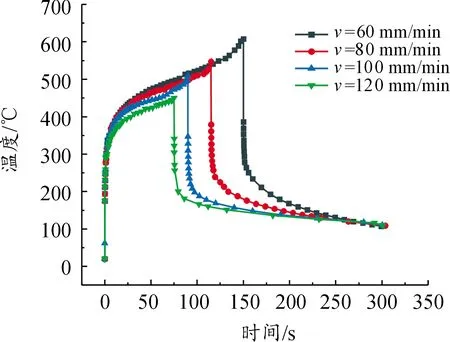
图7 最高温度随时间变化曲线
2.4.2焊速对残余应力场的影响
图8为不同焊速下,镁板在夹层处的纵向残余应力的分布曲线。对应的纵向残余应力峰值分别为92.17、107.8、133.2和142.4 MPa。可以看出,随着焊速的增大,镁板在夹层处的纵向残余应力峰值明显变大。残余应力呈对称分布,峰值都出现在焊缝中心处,各残余应力分布曲线的主要区别在轴肩附近的拉伸残余应力的变化趋势。当焊速为60 mm/min和80 mm/min时,由于焊速较低,轴肩产热较多,夹层处的材料塑性流动较均匀,因此轴肩附近的残余应力变化趋势较平缓;随着焊速的增大,达到100 mm/min和120 mm/min时,轴肩产热减少,对夹层的影响减弱,残余应力在轴肩处没有出现平稳变化。焊速对镁板的压缩残余应力的影响较小,随着焊速的增大,压缩残余应力逐渐减小,但变化幅度不明显。
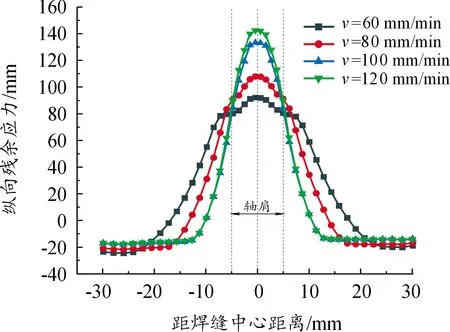
图8 不同焊速下镁板在夹层处残余应力的分布曲线
图9为不同焊速下,铝板在夹层处的纵向残余应力的分布曲线。对应的纵向残余应力峰值分别为123.3、130.6、139.0和147.3 MPa。
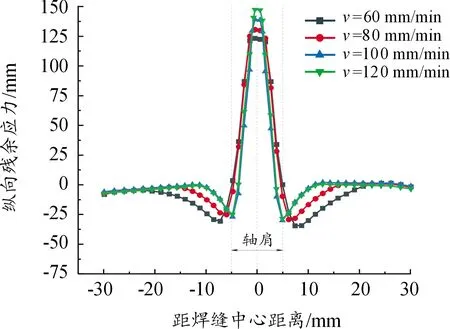
图9 不同焊速下铝板在夹层处残余应力的分布曲线
由图9可以看出,铝板在夹层处的残余应力峰值随着焊速的增大而变大,各残余应力分布曲线变化趋势基本一致。拉伸残余应力从焊缝中心向两侧迅速减少,变为压缩残余应力,并在轴肩边缘附近达到峰值,最终逐渐减小至0左右。由于铝板在夹层下侧,热输入较少,温度梯度不均匀,材料的塑性流动性较差,轴肩范围内的残余应力变化较大。随着焊速的增加,压缩残余应力的变化趋势明显,但当焊速从100 mm/min增大到120 mm/min时,压缩残余应力的分布曲线不再有明显变化。
3 试验验证
为了验证模拟结果的准确性,采用3 mm厚6082铝合金和AZ31B镁合金在专用搅拌摩擦焊接机上进行搅拌摩擦搭接焊试验。将铝板置于下侧,镁板置于上侧,搅拌头材料采用工具钢H13,搅拌针带有螺纹,其他参数与热源模型参数一致。利用盲孔法测量搭接量为60 mm,转速为1 400 r/min,焊速为60 mm/min条件下焊件的表面纵向残余应力,沿垂直于焊缝中心方向,共测试了7个点,两点间隔5 mm,图10为残余应力测量点分布示意图。

图10 残余应力测量取点分布图
将模拟结果与试验测量的残余应力进行对比,如图11所示。可以看出,试验测量的纵向残余应力大小整体低于数值模拟计算得到结果,主要原因是前期打磨过程中应力提前释放和钻孔过后应力释放不彻底造成的;并且,采用锥形螺纹状搅拌针,能够提供更强的脉冲作用,增加材料塑性变形,驱动材料在垂直方向上流动,有助形成高质量接头,在一定程度上能够降低残余应力大小[16]。虽然模拟计算与实验测量结果在数值上有一定偏差,但残余应力曲线的变化趋势基本一致,残余应力都呈M型分布,峰值均出现在前进侧的轴肩边缘处。从整体趋势看,试验测量和数值模拟中提取的纵向残余应力分布之间有很好的一致性,从而验证了数值模拟的准确性。
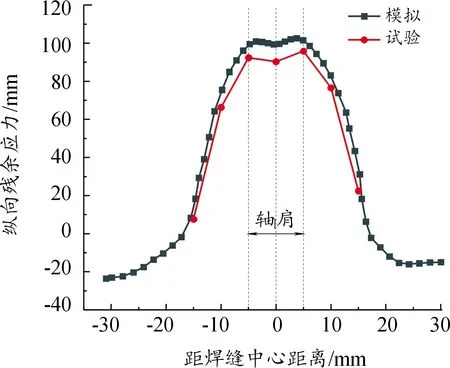
图11 模拟与试验曲线
4 结论
1) 铝镁异种合金FSLW接头表面残余应力分布呈M型分布,峰值为102.6 MPa,分布规律与对接焊相同,而上侧板与下侧板在夹层处的残余应力呈单峰分布;夹层与上表面温差较小,与下表面的温差达68 ℃,下侧板温度较低,容易造成弱连接。
2) 随着搭接量增加,焊接过程的峰值温度和夹层处的残余应力逐渐降低;随着焊速增大,焊接过程的峰值温度降低,夹层处的纵向残余应力明显增大。
3) 盲孔法测量接头表面残余应力分布与数值模拟计算的结果整体上变化趋势一致。
