聚氯乙烯干燥工艺介绍与对比
2022-03-21邢屹立
邢屹立,和 虎
(1.榆林合力生物科技公司,陕西 榆林 719000;2.陕西金泰氯碱神木化工有限公司,陕西 榆林 719000)
PVC干燥是PVC生产过程中的最后一道工序,直接影响到PVC树脂成品的质量和能耗。国内最先普遍采用的是直管气流干燥工艺,但仅能脱出树脂表面的水分,产品质量较差[1]。上世纪80年代,气流管干燥-沸腾床干燥逐渐成为聚氯乙烯行业的主要干燥工艺装置,由于沸腾床是气固错流接触,气体的利用率低,而且树脂出床后温度高,需要经过冷却降温,能耗大,干燥1 t PVC树脂大约需要1.2 t蒸汽,且沸腾床容易出现死床现象,每次清床都清理出大量废料,容易产生黑黄点[2]。20世纪90年代中期,北京化工二厂开发的气流管干燥-旋风干燥工艺和清华大学开发的气流管干燥-旋流干燥工艺逐渐被行业认可,成为新建项目的首选。近年来,国内新建项目大多采用多室卧式流化床干燥工艺。下面将对气流管干燥-旋风干燥工艺、气流管干燥-旋流干燥工艺及流化床干燥工艺进行对比。
1 3种干燥工艺流程简介
1.1 气流管干燥-旋风干燥工艺
气流管干燥-旋风干燥工艺采用两段干燥工艺,气流管干燥,通过热空气与湿物料的并流接触,迅速脱出PVC树脂表面的水分。旋风干燥则利用高速气流在旋风干燥器进口产生的角动量矩,使气体与PVC树脂在每层干燥室内回旋,在回旋中进行气液两相的传质传热,脱出树脂内部的水分。气流管干燥-旋风干燥工艺流程图见图1。

1-离心机;2-PVC浆料进料;3-螺旋输送机;4-破碎加料器;5-空气过滤器;6-鼓风机;7-空气加热器;8-气流干燥管;9-PVC粉料定期排放口;10-旋风干燥器;11-尾气去处理装置;12-旋风分离器;13-成品去输送系统;14-伴热水进出口
由鼓风机输出的高速气流,经空气加热器加热到130~150℃,与经破碎加料器打散的湿PVC物料并流进入气流干燥管中进行传质传热,将树脂含水量降至临界含量以下(SG5型树脂一般在3%~5%),然后沿切线方向进入旋风干燥床中,将PVC树脂的水含量下降到0.4%以下。从旋风干燥床出来的气固两相流,经过旋风分离器分离,绝大部分PVC粉料被分离出来,通过旋转阀进入产品振动筛,过筛物直接进入粉料输送系统。分离出来的气相进入干燥尾气处理系统。
1.2 气流管干燥-旋流干燥工艺
气流管干燥-旋流干燥工艺是在气流管干燥-旋风干燥工艺的基础上,吸收优点,克服不足,改进后的干燥工艺。初始,在旋流干燥床中,物料与气流是逆流接触[3]。但工业生产中,气流与物料是并流接触,进行传质传热。气流管干燥-旋流干燥工艺见图2。
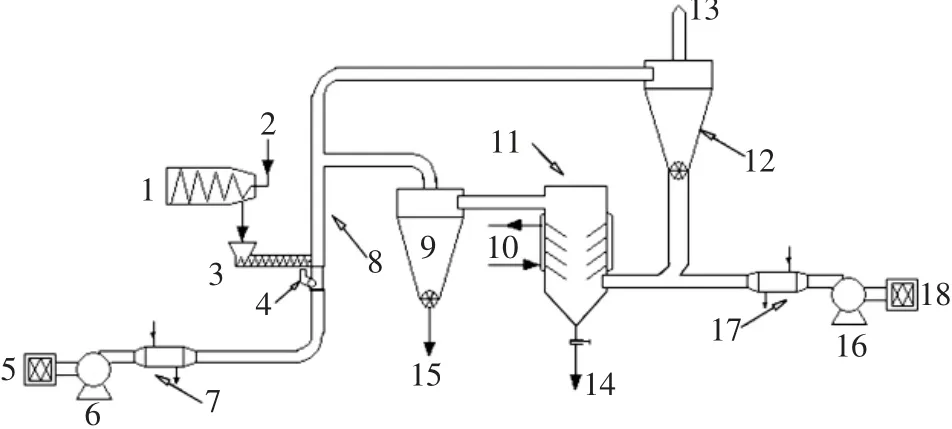
图2 气流管干燥-旋流干燥工艺流程图
由聚合工序送往干燥工序的PVC浆料,经离心机离心脱水后,含水约25%的湿物料再经螺旋输送器、破碎打料器打散后与被空气加热器(Ⅰ)加热到130~150℃的高速气流一起进入气流干燥管进行传质传热,脱除PVC表面的水分,然后物料与气流在一级旋风分离器中分离,分离出来的尾气送去尾气处理系统,分离出来的物料与空气加热器(Ⅱ)送来的90℃左右的另一股高速气流并流送入旋流干燥床,在旋流干燥床中气流与物料旋转运动,充分接触,使物料的水含量降到0.4%以下,干燥后的物料与PVC粉料进入二级旋风分离器,分离出来的物料从二级旋风分离器底部的旋转阀进入产品振动筛及产品输送系统。从二级旋风分离器出来的热空气,进入气流干燥管顶部。
气流管干燥-旋流干燥工艺将恒速段(脱出树脂表面水分)和降速段(脱出树脂内部水分)分开,由于降速段含水量低,使得降速段末端热空气的湿度相对很低,温度较高,因此,降速段末端的气体依然有很强的干燥能力,放空这部分气体,浪费了有效热量,不利于节能降耗,将其重新引入恒速段,这样效率会更高,热量利用率会更大,操作更经济[4]。
无论是旋风干燥工艺还是旋流干燥工艺,一般采用螺旋输送器将湿物料送入气流干燥管中,并封堵住热空气进入离心机湿物料下料管。但螺旋输送器在输送物料的过程中存在挤压成团的现象,而正常的气流速度往往不易使成团的物料吹散腾起,这些物料落在输送管底部(见图3),长期在热空气的烘烤下形成黑黄点混入成品树脂中,造成树脂杂质粒子数波动,影响产品质量,需要定期清理,增加了劳动强度,降低了生产效率[5]。为此,经常在气流干燥管入料口设置一个破碎加料器或其他分散加料装置,将挤成团块的湿物料打散,同时,将气流干燥管的进料口设置成缩小的喉管,提高风速、风压,尽可能将湿物料吹散,为湿物料提供较大的升力,使其能够顺利逃逸出塔。

图3 气流干燥管底部积料示意图
1.3 流化床干燥工艺
与其他两种干燥方式气流与物料并流的状态不同,流化床干燥是物料与气流呈错流状态,湿树脂置于流化床布风板上表面,气流从布风板底部吹出,使树脂悬浮在流化床干燥室,犹如液体沸腾一样,表现出“流化态”,物料与气体充分接触,进行传质传热。同时流化床干燥室内布置有一些加热盘管或加热板,通入热水,与湿树脂通过间接传热,对树脂进行干燥[6]。流化床干燥工艺见图4。
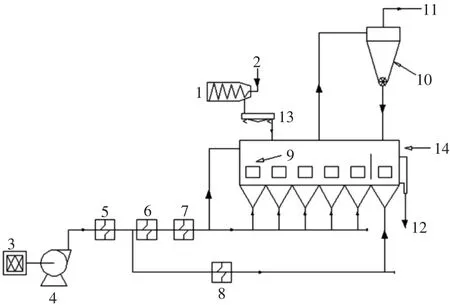
图4 流化床干燥工艺流程图
由聚合工序送往干燥工序的PVC浆料,经离心机离心脱水后,含水约25%左右的湿滤饼经过振动给料机进入流化床干燥器。空气经过空气过滤器除去杂质,由鼓风机送至空气加热器,与加热介质进行热交换成为90~95℃的热风,热风通过流化床底部风室进入流化床干燥室。 进入流化床干燥室的湿物料被热风吹动,形成流化态,进行传质传热。同时,循环运行的热水,通过蒸汽加热至90~95℃进入流化床内的换热元件中与湿物料间接接触,进行传热。热水与热风的共同作用,使湿树脂外部水分和内部水分脱出,并随热空气进入袋滤器或者旋风分离器,最终排放到大气中。在袋滤器或旋风分离器中分离出来的PVC粉料进入流化床的活塞段。
PVC干燥尾气中含有少量的氯离子,为避免表面含有氯离子的湿热空气在流化床顶部和流化床出口管线上冷凝下来腐蚀设备,给流化床干燥器顶部通入干燥的热空气,对干燥尾气出口管线设置电伴热,防止湿热空气温度低于露点,对流化床及干燥尾气出口管线进行保护。
流化床进料采用振动给料机,打散湿块料,以幕帘的形式进入流化床内部加热元件之间。
为了减少干燥过程中的蒸汽消耗,在工艺设置过程中,采用了60~70℃的离心母液对空气进行预热,另外将蒸汽冷凝液闪蒸成蒸汽(0.2 MPa,134℃),对循环热水进行预热,预热后产生的蒸汽冷凝液对输送至返浑段的空气进行预热。
有的流化床干燥工艺,给流化床内部的加热管中通入的不是热水,而是0.2 MPa以下的低压蒸汽,在进入加热管前,给蒸汽中喷入一定数量的热水,以降低蒸汽的压力和温度,控制温度在100℃以下,压力在0.04 MPa。
流化床干燥工艺,选用可变频调节的鼓风机和引风机。由鼓风机电机的转速来确定进入流化床风量的大小。通过控制引风机的转速确保流化床顶部的压力处于微负压。可以根据生产负荷的大小自动调节干燥床的压力,使之保持在控制范围之内,保证了流化床的流化效果。
在流化床干燥器空气分布板的上下设置压差计,监测空气分布板是否被物料堵塞。
2 核心设备
2.1 旋风干燥床和旋流干燥床
旋风干燥器和旋流干燥器在PVC干燥过程中的作用均是除去PVC粉料内部的水分。PVC粉料与气流在干燥床中具有相同的运动轨道,因此设备结构也基本相同。均是由一个带夹套的圆柱体组成,内有一定角度的基层环形挡板,将干燥器分成几个室,挡板中间有导流板,最下部为一个带锥形的干燥室,停车时由下面的放料口放料,清床底。工作时,高速气流带着湿的PVC树脂颗粒从旋风干燥器的底部切线进入最下面的一个干燥室,热气流和树脂颗粒在干燥室中高速回转,因树脂颗粒和气体之间的角速度差相当大,故其传热、传质的效率比较高。离心力将固体颗粒与气体分开,颗粒在回转中角动量减少,随气流通过挡板中心的开口进入上一层干燥室,由于离心力作用,颗粒再次做旋转运动,如此逐步进入上一层干燥室直至干燥结束。干燥好的树脂从旋风干燥器的顶部出来。
2.2 流化床干燥器
流化床干燥床是二段式内热式沸腾流化床。国内常用的流化床为长方体型或圆柱筒型,内置有空气分布板将流化床分为上下两个室,空气分布板上设置有鱼鳞状的小孔,能提供方向性的气流,将PVC粉料托起的同时,还能将PVC粉料吹向流化床的尾端。空气分布板的上室为PVC粉料干燥室,物料在干燥室中与气流接触,沸腾成流化态。下部为风室,分为几个互不联通的小风室,以使进入流化床干燥室的气流均匀。流化床干燥室分为返浑段和活塞段,中间设有提留板。返浑段用于脱出树脂表面的水分,活塞段用于脱出树脂内部的水分。在干燥室内设置一定数量的加热板组或加热管组,里面通入热水,也有向内加热管中通入蒸汽的同时,通入加热介质。
流化床内的加热元件选用的加热管和加热板各有优缺点。内加热板采用减少顶部水平截面设计,粉料不容易停留在加热表面上,与盘式加热管相比,当粉末高度相同,板式加热板具有更大的换热面积及流化面积,其生产能力也得到了提高[7]。但是内加热管可以采用尽可能长的无缝钢管以减少对接焊缝所形成的焊缝不超过板式换热器焊缝总和的5%。在潮湿和酸性环境下焊缝易产生腐蚀,焊缝的长度越短,产生腐蚀的机会越小,即泄漏的风险也越小。因此,内加热板在选材方面必须选择双相不锈钢,而内加热管可以使用316L制造。
3 3种干燥工艺对比
3.1 蒸汽消耗及动力消耗
旋风干燥工艺,气流与物料始终相向而行,进入旋风干燥床的空气相对湿度较高,水分从物料进入空气的推动力较小,相应增加了旋风干燥器的设备体积。同时,在旋风分离器中,空气与物料仍然处于密切接触状态,为了防止含水量小于0.4%的PVC树脂吸收干燥尾气中的水分,要求从旋风分离器出口排出的干燥尾气具有一定的干燥能力,需要干燥尾气保持一定的温度和较低的相对湿度,能量消耗大,蒸汽消耗量为0.45~0.55 t/t干基PVC。
旋流干燥工艺,气流与物料从气流干燥管出来后,先经过旋风分离器将大部分相对湿度较大的干燥尾气外排,然后再引入相对湿度较低的新鲜空气,干燥能力强,设备尺寸小,蒸汽消耗较旋风系统有优势,每吨干基PVC的蒸汽消耗量<0.50 t。
流化床干燥床底部设置有多个风室,每个风室都单独通入相对湿度较小、温度较高的新鲜空气,相当于在干燥的各阶段,干燥的推动力较大,干燥强度较高,干燥效果更好,蒸汽消耗量相对更低,每吨干基PVC的蒸汽消耗量为0.40~0.45 t。
旋风干燥工艺和旋流干燥工艺,空气需要被加热到130~150℃,一般采用蒸汽(0.75~0.85 MPa)进行加热。而流化床干燥工艺,热水、热风温度均低于100℃,常采用0.5 MPa的低压蒸汽进行加热,甚至可以用其他区域副产的低压蒸汽部分或全部代替0.5 MPa的饱和蒸汽,对热水和热风进行加热。
3.2 操作温度
旋风干燥器和旋流干燥器用于干燥的热量主要来源于热风,因而气流干燥管的入口热风温度高达130~150℃,干燥器夹套内通入40~60℃的热水仅用于保温,防止干燥器中的热风温度低于露点,使水蒸气冷凝下来,造成物料在干燥器内结块,影响干燥效果。而流化床干燥70%~80%的热量由加热管(板)中循环流动的热水提供,热风除提供20%~30%的热量外,主要是使物料处于流化状态,因此流化床干燥器入口的热风温度可以低至90~95℃。
气流干燥管入口空气温度高达130~150℃,虽然高于PVC树脂的热降解温度(100℃),但当物料一开始与热空气接触,物料表面的水分在热气流的吹动作用下,水分急速气化,热空气的温度迅速降至95℃以下,热交换速度很快,物料总是处于其接触气体的湿球温度(湿球温度就是当前环境仅通过蒸发水分所能达到的最低温度)下。
当热空气及物料从气流管进入旋风干燥床或旋流干燥床后,旋风干燥器内的操作温度约为50℃,干燥床出口尾气温度约为45℃[8];旋流干燥床的进口温度为75~90℃,放空尾气的温度为45~55℃[9];流化床内的操作温度为50~60℃。
对比3种不同干燥工艺,正常操作条件下,PVC树脂的温度均不会达到100℃,不会造成PVC树脂的热降解,形成黑黄点。但气流干燥管的操作温度高达130~150℃,如果出现积料情况,就有局部过热的可能,会形成黑黄点、出现质量问题。
3.3 建设规模
目前国内单套气流管干燥-旋风干燥器干燥工艺装置、气流管干燥-旋流干燥器干燥工艺装置的最大装置规模为15万t/a(干基PVC),而国内最大的单套流化床干燥装置干燥能力已经达到了30万t/a(干基PVC)。
3.4 投资
以20万t/a装置为例。
(1)流化床干燥工艺,国内某公司采用尼鲁的方案,主体设备干燥床国外制作、国内组装,流化床及附属设备、材料价格约2 500万元,产品振动筛(进口)、阀门和管道及安装需要500万元,土建费用300万元,共计3 300万元。 近两年尼鲁方案针对25万t/a装置规模的流化床及附属设备、材料的报价已经降到了1800万~2 000万元。
(2)气流管干燥-旋风干燥工艺,国内干燥系统设备502万元,另需电器仪表设备50万元,工艺管道材料70万元,安装费用100万元,土建费用450万元,共计1 172万元。
(3)气流管干燥-旋流干燥工艺,由于进入旋流干燥床的气体流量只占总容量的20%~30%,极大地缩小了旋流干燥器的设备尺寸,设备投资、土建投资小于旋风干燥工艺[10]。
3.5 产品牌号更换及清床
物料在气流干燥管、旋风干燥床、旋流干燥床中始终处于悬浮状态,无物料滞留死角,不会发生死床现象,更换树脂牌号或者停车时,需要停止加料空吹30 min,同时还需要打开旋风干燥床或旋流干燥床底部的人孔,对床底积料进行清洗。
流化床干燥器在干燥过程中,可能会出现死床现场,树脂粘附在空气分布板上,同时由于PVC树脂在与流化床内换热元件的间接传热过程中也有可能粘附在加热元件中,流化床干燥器需要定期或者在更换树脂牌号时,对流化床进行清洗。目前,国内PVC干燥流化床生产厂家都会在流化床顶部、排气管道内设置一定数量的冲洗喷嘴,这些喷嘴可以360°清洗流化床内部,清洗产生的废水从流化床底部排出。
4 结语
对比3种PVC干燥工艺,流化床干燥工艺虽然投资规模大,但单套装置生产能力大、蒸汽消耗低、产品质量好。随着在建聚氯乙烯装置规模的逐渐大型化及自控技术的进步,流化床干燥工艺具有较大的优势,成为在建项目的首选工艺。
