四氯乙烯生产过程中节能降耗新技术的研究及应用
2022-03-21袁永永李忠伟
周 强,袁永永,李忠伟
(宁波巨化化工科技有限公司,浙江 宁波 315200)
四氯乙烯又名全氯乙烯,简称PCE,主要用作金属脱脂溶剂、天然及合成纤维的干洗剂,也用作金属的脱脂洗涤剂及一般溶剂、有机合成中间体等。目前四氯乙烯合成工艺主要有低碳烃类热氯化法、乙炔法、氧氯化法及乙烯直接氯化法等。宁波巨化化工科技有限公司采用国际上主流的生产工艺即低碳烃类热氯化法,氯气和低碳烃以及其他循环物料混合后进入反应器,维持反应温度在500~700℃,从反应器出来的混合物经过冷凝分离,气相氯化氢去膜吸系统制酸,液相混合物送入精馏系统分离得到四氯乙烯,经过碱洗、水洗、干燥后得到合格的四氯乙烯产品。
目前公司四氯乙烯产品已连续多年国内市场占有率第一,要继续站稳和巩固市场龙头位置,必须做好四氯乙烯产品生产成本的精细化控制。四氯乙烯的生产成本除受原料价格波动影响外,还跟电力、蒸汽等能源的消耗以及“副产物”的处置方式等有直接关系。结合目前国家提出的“双碳”目标,绿色和高效发展将成为企业未来发展的主攻方向,因此必须通过持续不断的技术创新来降低物耗能耗,进一步提升产品市场竞争力。
本文主要从四氯乙烯生产过程中有效降低能源消耗和减少“副产物”处置等两个方面来介绍新工艺和新设备的运用,达到了安全高效节能降耗的效果。
1 采用技术创新降低能源消耗
化工生产过程中的能源消耗主要是电力和蒸汽,能够通过技术创新和改进来有效降低消耗指标,相对来说降低蒸汽消耗的途径更广。下面介绍两种通过技术创新有效降低蒸汽消耗的工程应用。
1.1 差压热耦合精馏工艺技术的应用
改造前,T-101和T-102是两套独立运行采出的四氯乙烯精馏塔,每套系统都由塔、再沸器、冷凝器、回流槽及输送泵组成,常压独立运行,蒸汽消耗值比较稳定,不会出现明显波动,想通过操作控制降低蒸汽消耗有一定难度,改造前精馏塔流程简图见图1。
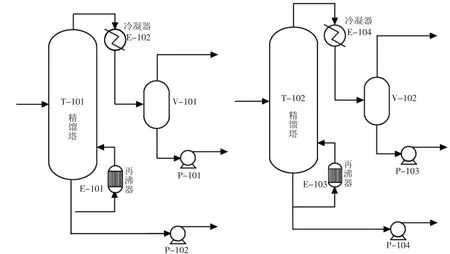
图1 独立运行的精馏流程简图
通过技术创新改变精馏模式,采用差压热耦合精馏运行模式替换传统精馏模式后,取得了显著的降耗效果,下面重点介绍差压热耦合精馏工艺。
差压热耦合精馏[1]工艺原理就是将常压精馏塔分割为2个压力不同的塔或者单独设计2个压力不同的塔,其中一个塔仍为常压操作,另一塔进行降压操作,通过调节低压塔的压力,使高压塔塔顶气体作为低压塔塔釜再沸器的热源,从而实现热量的耦合和匹配,达到节能的目的。通过压缩机使低压塔降压后,塔内分离物系的沸点下降,相对挥发度增加,使得分离更加容易,回流比随之降低,塔内上升气相量和下降液相量降低,塔釜所需热量下降,因此常压塔塔顶的气相量应大于低压塔釜的液相量,两塔间在一定压差下,前者可以为后者提供足够的热量,从而实现两塔热量的耦合与流程的完整匹配。
本次技术改造是在原来两个独立常压精馏塔的基础上进行,T-101塔和T-102塔都是独立常压运行的精馏塔,先将T-102塔改为减压塔,塔压通过M-101(真空机组)调节,再把常压塔T-101塔顶气相热量用于减压塔T-102塔釜新增再沸器E-103A气化,原T-102塔釜再沸器E-103B备用或补充热源使用,T-101塔顶冷凝器E-102作为备用。上述操作既可节省T-102塔的蒸汽用量,又节省了T-101塔顶冷却水用量,实现了双向节能降耗,有效提高了生产效率。按照T-102塔蒸汽用量2 t/h计算,通过上述耦合操作,全年按8 000 h运行计算,可节省1.6万t蒸汽。耦合精馏流程简图见图2。
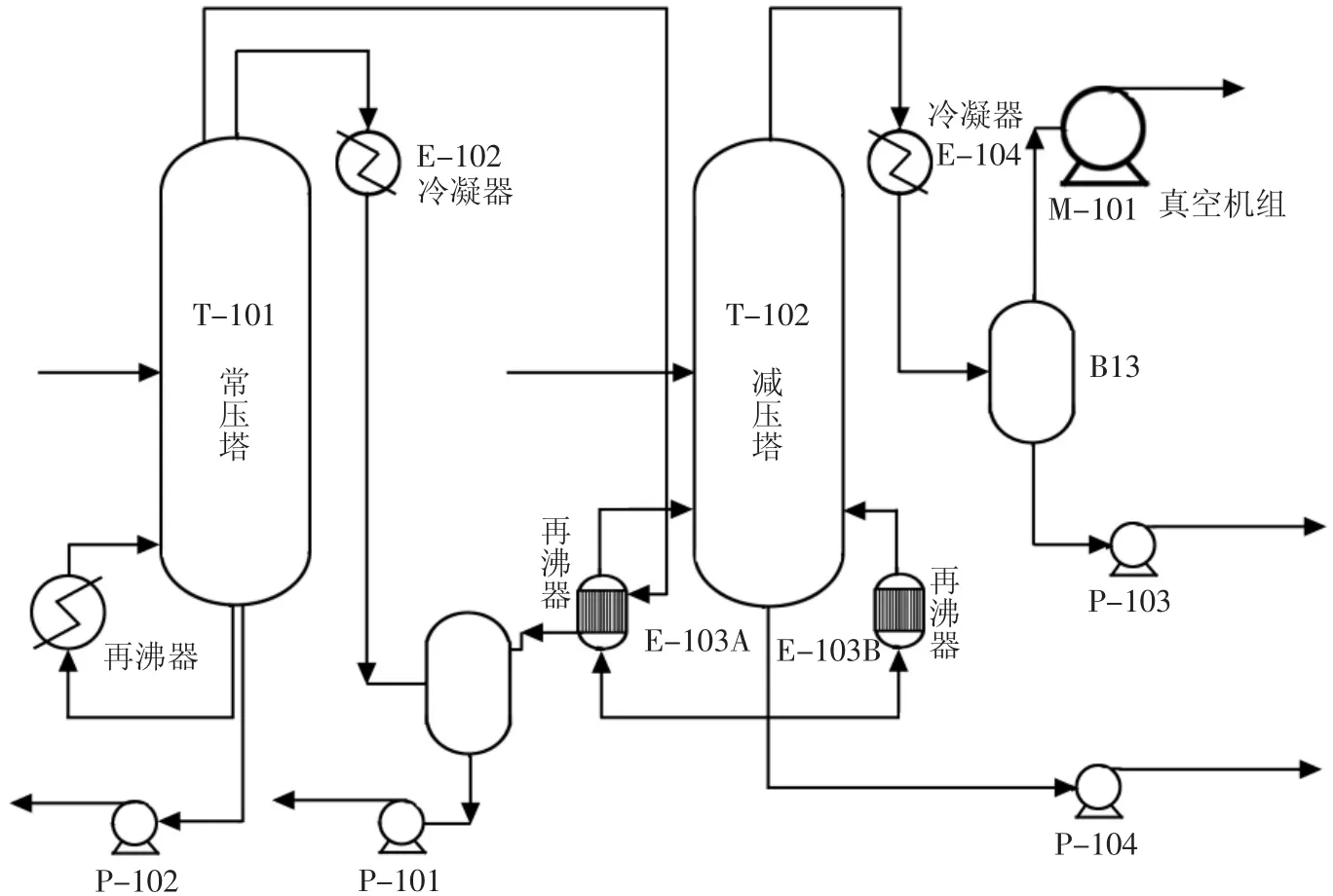
图2 耦合精馏流程简图
上述差压热耦合精馏工艺流程看似简单,节能效果也十分明显,但是在设计和实际运行过程中还是需要注意非常多的细节。首先,在设计前期需要对两个塔分离的物料体系通过Aspen Plus模拟得到详细的气液相组成数据及每组物质的平均相对挥发度,来确定最优理论塔板数和最佳进料板位置,其次需要通过Aspen Plus详细计算两个塔的气液相热量数据,保证常压塔的塔顶气相热量正好供给负压塔塔釜液相蒸发流量,保持两塔的热量平衡,这个环节需要注意塔的结构形式对设计的影响,相对来说填料塔的运行稳定性要优于板式塔。最后需要重点注意的是控制方式的改变,特别是耦合运行后T-101塔的回流由原先的冷回流变成了泡点回流。另外需要考虑当真空机组故障时,立即切换回原来的独立常压运行模式,重新投用T-101塔塔顶冷凝器E-102和T-102塔釜再沸器E-103B,确保系统的稳定运行。
1.2 先进控制技术手段的应用
先进控制(Advanced Process Control)是一种基于工艺模型的多变量预测控制技术,属于控制科学的范畴。采用科学、先进的控制理论和控制方法,以工艺控制方案分析和数学模型计算为核心,以企业控制网络和管理网络为信息载体,充分发挥集散控制系统(DCS)和常规控制系统的潜力,保证生产装置始终在最佳状态运转,以获取最大的经济效益。
实际在生产装置中应用的APC先进控制系统[2]可以理解为多变量优化控制器。APC多变量控制器的主要特点是简化控制变量和被控变量互相的关系并建立模型,在每个控制周期内,多变量模型预测控制器都会预测所有被控变量的数值,并实施优化控制,保证所有被控的变量在设定范围内。下面就本次APC先进控制系统在四氯乙烯精馏塔上成功完成改造来详细介绍具体内容。四氯乙烯精馏系统流程简图见图3。

图3 四氯乙烯精馏系统流程简图
通过梳理四氯乙烯精馏塔的控制点,建立一个动态的过程模型,根据过程输入MV(操纵变量),DV(干扰变量)预估出CV(被控变量)未来的变化,并确定如何调整控制器输出以使所有过程变量(包括受控变量CV和操纵变量MV)达到设定值或在约束范围之内。四氯乙烯精馏塔多变量控制设计表见表1。

表1 四氯乙烯精馏塔多变量控制设计表
通过上述模型建立并联动运行后,塔内的多个温度和液位控制相比之前DCS本地控制,有明显的改善和提升。
经过3个月跟踪测试运行,平均蒸汽消耗2 t/h的精馏塔采用APC系统控制后,相同负荷下运行蒸汽消耗可以下降到1.7 t/h,节省蒸汽约15%,节能效果十分明显。
2 采用技术创新降低“副产物”处置费用
四氯乙烯装置生产过程中往往会产生“副产物”,比如干燥使用的95%硫酸,吸收残余氯气使用的30%碱液,使用10%碱液中和四氯乙烯产品产生的碱泥等。委外处置这些“副产物”都需要一定的费用,造成四氯乙烯产品生产成本增加。下面从80%硫酸处置、尾氯处置、碱泥处置等三方面介绍通过技术创新有效降低“副产物”处置费用的应用。
2.1 80%硫酸脱氯提浓回收技术的应用
在四氯乙烯生产过程中,由于反应器出口氯气要求过量,氯气和氯化氢的混合气经过膜吸系统吸收氯化氢制成盐酸,剩余的氯气带有少量的水分,需要干燥后才能回用。在干燥处理的过程中,需采用浓度为95%的硫酸液作为干燥剂,在一个分段式填料塔中进行分段连续循环干燥,塔釜的硫酸的浓度会降至80%左右,低浓度硫酸通过塔釜输送泵外送至罐区储存。由于浓度过低无法继续用于干燥,只能委托外部相应的公司进行计费处理,因含氯量偏高,所以处理成本也高,造成四氯乙烯生产成本增加,影响产品综合竞争力。
为降低80%硫酸委外处置费用,降低生产成本,通过技术改造,使用硫酸脱氯提浓技术[3]对80%硫酸溶液进行脱氯提浓,浓度重新达到95%,满足回用条件。该技术主要是先采用分段鼓泡的形式对酸溶液进行吹脱达到脱氯的目的,其中鼓泡器的设计尤为关键,决定了氯含量的脱除效率。经过多次的设计、试验、改进,鼓泡器的孔径、分布型式终于达到了设计指标,使得80%硫酸溶液中的氯含量从500×10-6脱至50×10-6以下。由于该部分80%硫酸溶液完全是吸收氯气中的水分导致浓度降低,没有接触到其他无机或有机物质,在蒸发提浓过程中不会产生结晶盐之类影响系统运行的物质,因此可以使用多效蒸发提浓技术来完成提浓的目标,从而实现溶液的循环利用。不仅节省了80%硫酸委外处置费用,还通过提浓回用降低了95%硫酸的消耗量,达到双向降耗。80%硫酸提浓流程简图见图4。

图4 80%硫酸脱氯提浓流程简图
2.2 尾氯压缩回收技术的应用
四氯乙烯生产工艺是一种气相高温热裂解过程。从安全角度考虑,需要确保低碳烃物质反应完全,因此反应器出口要求氯气过量,在后续的冷凝、精馏系统中都存在过量的氯气,由于系统压差问题无法进行回收,最后通过精馏系统塔顶常压排放至尾气碱洗系统。使用30%碱液吸收排放的尾氯,氢氧化钠逐渐变成次氯酸钠,需要定期更换碱液,而次氯酸钠需要委托外部废水处理公司进行处理,造成四氯乙烯生产成本增加,影响产品综合竞争力。
为有效节约生产成本,需要将该部分氯气进行回收使用,而回收系统的压力在0.4 MPaG,远远大于精馏系统塔顶的运行压力0.03 MPaG,需要提升压力才能达到回收条件。经设计讨论,拟采用纳氏泵组合系统来解决氯气提压回收问题。该系统主要是将氯气和98%硫酸先一同进入纳氏泵进口,通过泵压缩后出口压力提到0.5 MPaG,再依次经过硫酸分离器和除雾器,将夹带的硫酸和酸雾分离干净,氯气从除雾器顶部出口输送至前系统回收,硫酸通过分离器和除雾器底部流到冷却器冷却后返回至纳氏泵进口重复利用。氯气压缩产生的热量通过98%硫酸循环在冷却器中进行消除,保证了系统的长期稳定运行。
通过引入新设备纳氏泵,并配套设计分离和除雾设备,形成一套完整的压缩、分离、回收系统,达到了氯气回收的目的,取消了氯气至尾气碱洗塔吸收的过程,不仅降低了碱液的消耗,还取消了废次氯酸钠的委外处理费用,达到了双向节能降耗的目的。纳氏泵压缩循环系统简易流程图见图5。

图5 纳氏泵压缩循环系统简易流程图
2.3 新型碱洗工艺的应用
由于四氯乙烯产品生产过程各环节都含氯气,从精馏塔顶采出的四氯乙烯pH值都呈酸性。如果酸度超标不处理,在后续储存过程中很容易发生酸化导致产品不合格,因此必须经过碱洗去除酸分使四氯乙烯产品pH值达到6.7以上才能进行销售。在四氯乙烯产品除酸工艺方面,传统碱洗主要依靠碱液和有机物在泵叶轮处进行混合再经过大流量循环,输送至分离器内进行静置分离,停留时间3 h以上。混合效果不稳定,会导致产品pH值波动影响产品质量。每吨产品碱洗需要碱液约250 L/h,碱耗较高,会在分离器顶部产生大量的碱泥,需要作为固废进行委外处置,造成四氯乙烯生产成本增加,影响产品综合竞争力。传统碱洗流程示意图见图6。

图6 传统泵混合碱洗流程示意图
通过技术创新,采用纤维液膜接触器碱洗工艺替代传统泵循环碱洗工艺,该工艺主要是将四氯乙烯和碱液经过管道混合器预混合后一同进入纤维膜组。该膜组有成千上万根头发丝细的纤维组成,水相介质在特殊亲水纤维上延展形成微米级液膜,四氯乙烯被纤维丝分散成微米级烃相薄膜。两者以液膜形式接触,传质效率较液滴形式呈数量级倍数增加,两相中可反应物质的反应速率和反应深度均大幅提高。两相形态扰动乳化小,有利于两相快速分离,减轻两相乳化夹带,具有较高的碱洗效率,能够更好的脱除四氯乙烯中的酸分等杂质。纤维液膜接触器碱洗流程示意图见图7。
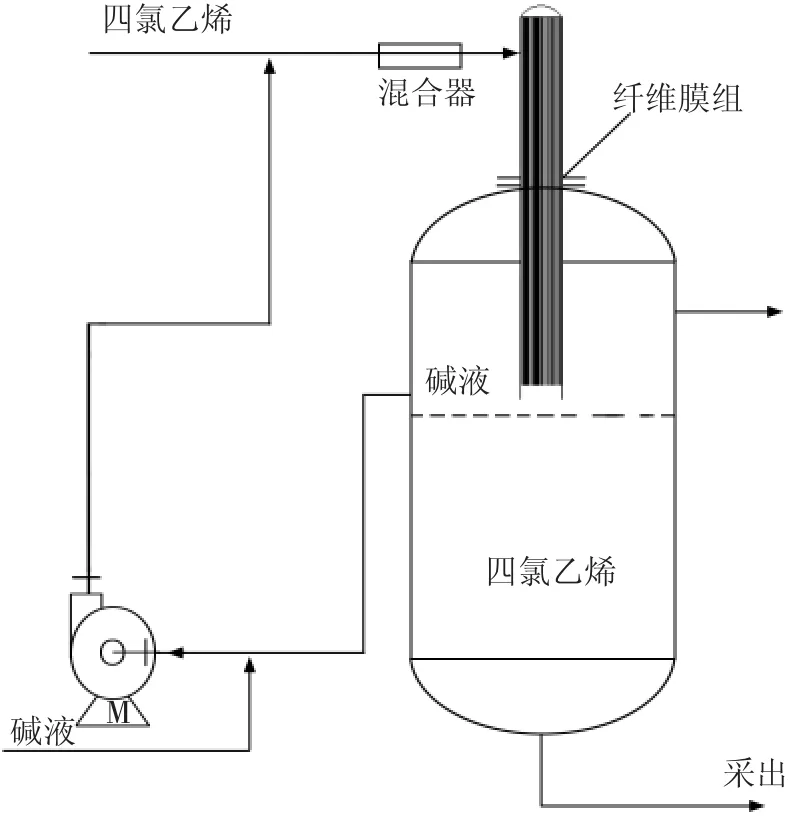
图7 纤维液膜碱洗示意图
该工艺与传统碱洗工艺相比,最大的不同点在于混合以及循环形式。传统碱洗的有机物和碱液是在泵叶轮处进行混合,而泵进口的物料主要以四氯乙烯为主,通过大流量的四氯乙烯来混合碱液。而纤维膜接触器的有机物和碱液的混合是先经过预混器然后再进入纤维膜组内进一步混合,而且泵进口的物料主要以碱液为主,通过“大”流量的碱液循环来和四氯乙烯混合,提升混合效果。
采用纤维液膜接触器碱洗后,循环泵功率从15 kW降至5 kW,电耗同比下降67%,碱液流量从250 L/h降至25 L/h,碱液用量同比下降90%,通过提高碱洗效率来降低循环流量和机泵功率,将原工艺的大功率大流量泵循环改为低功率小流量充分循环,能耗更低,运行成本降低。实际应用后,产品的pH值提升30%以上,不仅明显提升了产品品质,还显著降低了能耗和生产成本,提升了产品竞争力。
3 结论
通过上述新工艺、新设备的开发和使用,有效降低了四氯乙烯的生产成本,提升了产品的市场竞争力,进一步巩固了公司市场龙头地位,同时从另一个角度开拓了节能降耗的新途径。
